
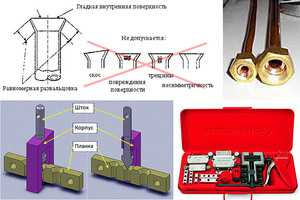
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
 Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Этапы
Чтобы лучше понимать технологию развальцовки, будет полезно рассмотреть основные этапы этого процесса.
- Тщательная торцовка, результатом которой должен стать прямой угол между торцом и плоскостью. Чем меньше в этом показателе будет отклонений, тем качественнее получится результат.
- Зачистка металла, удаление заусениц, окислов и прочих дефектов.
- Надевание на трубу резьбовой муфты.
- Зажимание заготовки в станине. При этом над станиной оставляется несколько миллиметров круглой заготовки — это будет рабочей областью.
- При вкручивании винтового элемента развальцовывающий конус должен упираться в торец с такой силой, чтобы возникающего давления хватало для деформации трубы. Результатом такого воздействия будет образование «юбки» со скосом в 45 градусов.
- Труба может выниматься из станины, а муфта при этом перемещается к обработанному краю.
- Для облегчения обработки трубы используется смазка. Винт перемещается вперед и назад, пока не будет получен желаемый результат.


При работе с ручным инструментом принцип работы немного меняется.
- Заготовка торцом насаживается на головку с подходящим диаметром до упора.
- Стационарная рукоятка удерживается, а подвижная – перемещается по окружности. При таком воздействии губки головки будут постепенно разводиться. Чрезмерных усилий применять не нужно, поскольку можно разорвать заготовку.
- Когда диаметр будет расширен до нужного значения, можно снимать обрабатываемую трубу, и проверять полученный результат.


Разновидности штампования – каждой детали своя технология
Штамповочные мероприятия делятся на формоизменяющие и разъединительные. Под формоизменяющими процессами понимают такие операции, как холодное выдавливание, вытяжка, формовка. Разъединительное штампование – это процедуры, при которых металл (обычно листовой) делится на заданные геометрические части (рубка, резка, пробивка).

Процесс получения штампованных деталей
Если изготовление деталей производится из металлических листов толщиной не более 6 миллиметров, речь идет о листовой штамповке. Во всех остальных случаях говорят об объемной операции. Штампование выполняется при помощи специальных механизмов, которые называют прессами. Они способны посредством механического воздействия деформировать исходную заготовку.
Штамповка листов металла выполняется по разным схемам в зависимости от оснастки, используемой для изменения размеров и формы материала. С этой точки зрения штампование бывает:
- валковым;
- гидро- или магнитно-импульсным;
- эластичными средами;
- взрывом;
- в инструментальных штампах.
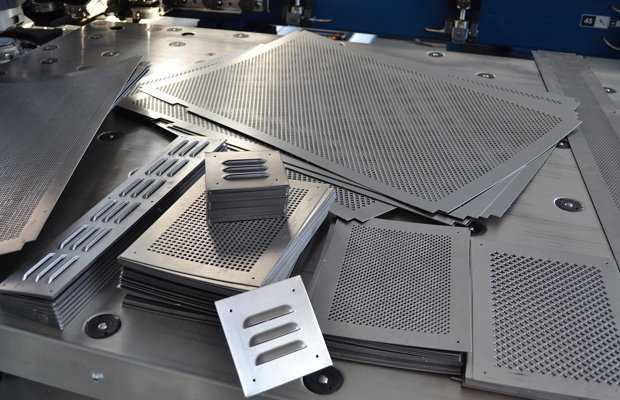
Штамповка листов металла
Изготовление штампованных изделий выполняется по двум технологиям – холодной и горячей. Далее мы рассмотрим наиболее часто используемые способы производства разнообразных деталей штампованием.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.

Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).

Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.










Технология и этапы развальцовки
Трубопрокат из меди соединяется с помощью пайки или муфт. Используемый вариант влияет на особенности проведения развальцовки.
Перед пайкой торец трубы расширяется, пока в него не войдет другая деталь. Разница между внутренним диаметром трубки и размером сечения вставляемого элемента должна составлять 0,1-0,2 мм. Этот зазор заполняется припоем во время пайки. Поэтому образуется герметичное и прочное соединение.
Герметичность стыка также обеспечивает природная пластичность цветного металла. При затягивании муфты мягкая медь плотно обхватывает фитинг, что позволяет устранить все зазоры.

Процесс развальцовки для медных труб.
Процесс правильной и качественной развальцовки трубок из меди для кондиционеров, отопительных теплообменников и различных инженерных систем выполняется в следующей последовательности:
- Трубопрокат обрезается строго перпендикулярно относительно своей оси.
- Зачищается срез и внешняя поверхность рядом с торцом трубки.
- При необходимости обязательно восстанавливается круглая форма сечения, если произошла деформация детали во время ее отрезания.
- На трубу надевается обжимная гайка, если соединение будет выполнено с помощью фитинга.
- Медный трубный элемент закрепляется в вальцовочном инструменте. Край детали длиною 5-6 мм должен оставаться свободным.
- В отверстия трубки вставляется штамп требующегося размера. Он постепенно вкручивается в изделие, что приводит к размягчению и растягиванию металла. В результате край трубопроката принимает вид конуса.
- Расширитель со штампом и держатель снимается с проката.
В конце операции проводится осмотр торца изделия на предмет наличия заусенцев. При их обнаружении они обязательно зачищаются. На развальцованном крае также не должны присутствовать трещины.

Завершение развальцовки трубок.
Кромки созданного раструба обязаны быть параллельны друг другу. При обнаружении таких дефектов необходимо расширенный торец обрезать и заново провести весь процесс.
Изготовление листогибочного оборудования собственноручно
Чтобы собрать станок для обработки листового металла, необходимо наличие определенных навыков, расходный материал и инструменты.
Первое, что понадобится — составить самостоятельно или найти в интернете чертеж. Далее можно приступить к подготовке материалов и к сборке конструктивных узлов, к которым относятся:
-
рама вальцов;
- боковые стойки;
- стальные валки (их диаметр и количество зависит от того, какой мощности будет устройство);
- рукоятка, приводящая нижние валки в движение;
- приводной узел (зубчатый или цепной), который обеспечивает синхронное вращение нижних валков;
- нажимной узел пружинного типа.
Начинают сборку вальцов с изготовления рамы. Ее можно сварить из толстых стальных заготовок согласно размерам, указанным в чертежах. Для боковых стоек подойдут мощные швеллеры из низкоуглеродистой стали, которые крепятся к раме при помощи сварки.
На одной из стоек фиксируются элементы приводного узла, для чего предусмотрены специальные отверстия. После монтирования боковых стоек в подшипниковые узлы устанавливаются валки. Их необходимо параллельно выставить и окончательно зафиксировать остальные узлы.
Вальцевание широко востребовано благодаря своим неоспоримым преимуществам. Так как это метод холодной деформации, в процессе обработки материал не подвержен действию высокой температуры. Такая особенность оставляет без изменений свойства материалов. Операция вальцевания дает возможность получить точную заготовку, полноценную деталь или декоративный элемент.
https://youtube.com/watch?v=w6JtbfY4jaM
Что в результате?
Наши специалисты имеют опыт работы с профессиональным развальцовочным оборудованием. Мы действуем быстро, точно, без ошибок. Обращайтесь, компания «ГидроПАРТ» гарантирует качество будущих соединений и максимальный цикл жизни магистралей, изогнутых и развальцованных на нашем оборудовании.
- честную цену развальцовки труб;
- качественное соединение для быстрого монтажа трубопровода;
- исключительную надежность герметичного соединения.
Сотрудничество с профессионалами «ГидроПАРТ» – ваша гарантия качественного устройства магистралей широкого спектра назначений (от классических водопроводов до пневматических, пожарных, нефтепроводов и т. д.) под нашу ответственность.
Применяемое оборудование
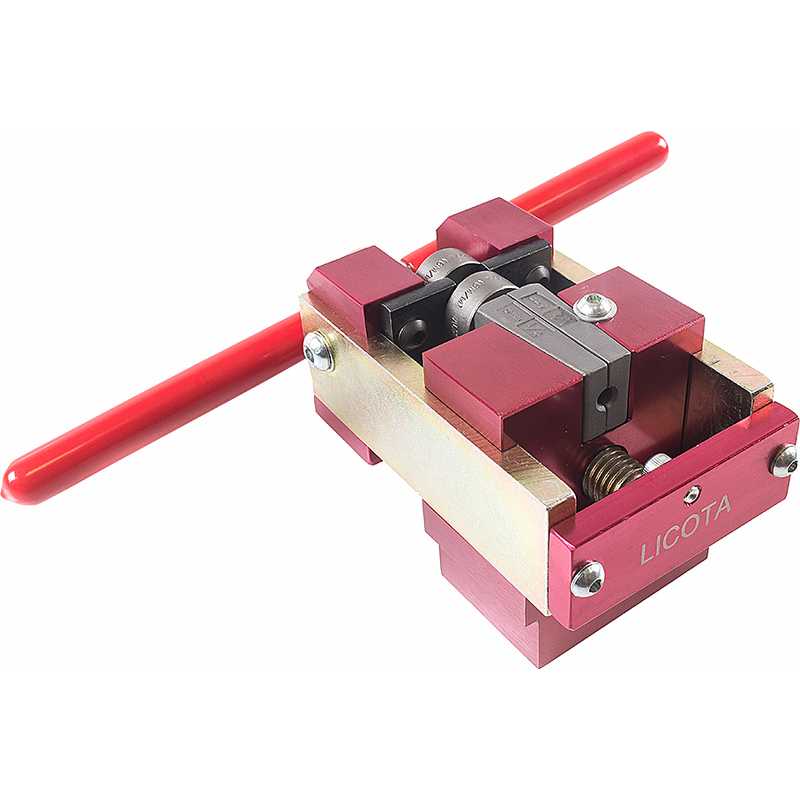
Экспандер — это самое простое и незамысловатое приспособление для развальцовки трубок небольшого диаметра, которое представляет собой
устройство со сменными насадками, позволяющее развальцовывать трубки за одну простую операцию. Правда, особого качества от экспандера ожидать не надо, да и для работы с ним необходима определенная сноровка. Следующей категорией ручного инструмента для развальцовки служат различные наборы, в комплект которых, как правило, входят:
- две планки основания со специальной формы отверстиями, соответствующих основным типоразмерам стальных и медных трубок, в количестве от 5 до 11 штук в зависимости от комплектации и цены,
- приспособление развальцовки с резьбой для крепления пяти сменных штампов.
- набор сменных штампов.
Нередко такие наборы комплектуют ручными роликовыми, предназначенными для резки алюминиевых, латунных, медных, стальных и металлопластиковых труб с диаметром от 3 до 29 мм включительно.
Стоит отметить, что по многочисленным отзывам на форумах в интернете пользователи обращают внимание на прямую зависимость качества и надежности в работе таких инструментов от стоимости наборов. Как правило, дешевый станок для развальцовки трубок быстро ломается и не рекомендуется для использования при больших объемах работ
Следующей категорией приспособлений являются различные виды станков для развальцовки трубок. Они отличаются более надежными и качественными узлами, высокой стоимостью и предназначаются для профессионального применения.
Типы вальцовочных станков
 Используемое при вальцевании оборудование отличается простотой и универсальностью, поэтому для домашнего использования его можно изготовить собственноручно. Производственные цеха оснащают серийными моделями вальцов, которые сегодня на рынке представлены в большом ассортименте.
Используемое при вальцевании оборудование отличается простотой и универсальностью, поэтому для домашнего использования его можно изготовить собственноручно. Производственные цеха оснащают серийными моделями вальцов, которые сегодня на рынке представлены в большом ассортименте.
Все станки в зависимости от количества валков делят на четырех-, трех- и двухвалковые. Трехвалковые бывают симметричными и асимметричными. У четырехвалковых станков имеется дополнительный вал, что упрощает процесс вальцевания. Все элементы надежно сцеплены между собой, что сводит к минимуму вероятность выскальзывания листового материала и увеличивает скорость обработки.
По типу используемого привода вальцы бывают:
- гидравлические;
- ручные;
- электрические.









Вальцы с ручным приводом очень простые по конструкции. Такое устройство не требует дополнительного питания для работы и имеет такие преимущества:
- надежность;
- компактность и мобильность;
- невысокая стоимость;
- простота обслуживания и эксплуатации.
К минусам оборудования этого типа можно отнести:
- невозможность использования при вальцевании изделия из металла более 2 мм толщиной;
- невысокая производительность;
- для гибки листовой заготовки понадобится приложить значительные физические усилия.
 Станки, оснащенные электрическим приводом, более эффективны. На них можно обрабатывать листовые металлические изделия значительной толщины.
Станки, оснащенные электрическим приводом, более эффективны. На них можно обрабатывать листовые металлические изделия значительной толщины.
Вальцы, работающие от гидравлического привода, самые мощные. Устройство такого типа отличается большими габаритами. Как правило, такое оборудование устанавливают на промышленных предприятиях.
Преимущества технологии
Гибку изделий можно выполнить в домашних условиях, но для этого не рекомендуется использовать кустарные методы при помощи болванки. Это может привести к негативным последствиям:
- тонкая труба, нержавеющая или профильная, легко мнется. Неправильно деформированный отрезок невозможно восстановить;
- нержавеющая или другая труба получает риск разрыва в тех местах, на которые припадает усилие растяжения стенок;
- неоднородная, неравномерная деформация понижает эксплуатационные характеристики изделия. Оно быстрее выходит из строя.
Применяя специальный набор, мастер получает следующие преимущества:
- Исключается риск разрыва, благодаря постепенной, равномерной деформации изделия.
- Сохраняется одинаковая толщина стенок трубы на всей площади деформации. Даже изделия с бракованными стенками разной толщины удается равномерно развальцевать своими руками.
- Вальцовка для медных труб позволяет добиться ровной, гладкой поверхности. Нержавеющая труба также получает ровную структуру.
Развальцовочный станок
В набор мастера зачастую входит развальцовочный станок. Суть его работы заключается во вращении конуса. С его помощью удается выполнить мягкую деформацию детали.
Резка развальцованной трубы
Станок демонстрирует следующий принцип действия:
- В начале работ трубный отрезок закрепляется в зажимной паре. На ее поверхность наносится незначительное количество смазки.
- Вращение конуса осуществляется под углом 37˚ вокруг оси центра. Деформация проводится до тех пор, пока изделие не приобретет требуемой формы.
- После производится отбортовка при помощи конуса под углом 90˚.
Такого действия станок может отличаться:
- автоматизированным принципом работы;
- сенсорным управлением;
- электроникой, направленной на регулировку хода конуса.
Эксцентриковый инструмент для развальцовки
Набор для вальцовки, содержащий эксцентриковый инструмент, также направлен на деформацию трубного отрезка за счет вращательных движений конуса.
Преимущество применения устройства – поступательное, плавное и равномерное расширение стенок трубы.
Среди достоинств применения такого прибора выделяют:
- исключается возможность разрыва изделия в местах видоизменения отрезка;
- мастер получает изделие с равномерной толщиной стенок;
- ровная и гладкая поверхность позволяет получить максимальное прочное соединение на стыке;
- набор позволяет быстро деформировать трубу и продолжить монтаж системы.
Эксцентриковый набор дает возможность выполнить вальцовку под углом в 45˚. Ему поддается нержавеющая или медная труба диаметром от 6 до 18 мм. Устройство характеризуется мобильностью, поэтому пригодно для домашнего применения.
Этапы и правила выполнения развальцовки
Чтобы на выходе получить изделие пригодное для монтажа трубопровода, стоит придерживаться следующих этапов вальцовки:
- зачистить конец отрезка и одеть на него специальную муфту;
- вставить его в устройство и закрутить винт так, чтобы кромка заняла положение 45˚;
- вынуть из устройства конец отрезка и подвести муфту, чтобы получить стык двух кусков труб.
В случае отсутствия опыта в вальцевании, рекомендуется использовать отрезок с запасом в 2,5 см. в случае неудачи испорченный кусок можно отрезать и выполнить попытку еще раз.
Помимо муфт может также использоваться пайка. Принцип ее применения такой же, хотя последовательность действий может несколько отличаться:
- Очистить край трубы с помощью щетки.
- Установить отрезок в устройство и расширить его до размера диаметра трубы, в которую планируется вставить изделие. Зазор не должен превышать 0,124 мм.
- Нанести на внутренний отрезок флюс. Его установка осуществляется на глубину равную диаметру трубы.
- Нагреть место стыка с помощью горелки пока не начнет плавиться припой.
- Заполнить припоем зазоры на стыке.
Вальцовка листового металла — цена
Цены на вальцовку листа и вальцовочные работы во многом зависят от того, какой металл необходимо обработать. Это может быть сталь различных марок, алюминий, медь, дюралюминий, латунь, бронза и прочие металлы, которые могут быть подвержены вальцовке. В стоимость работ закладывается и амортизационные расходы на станки: чем выше их стоимость, тем выше цена на конечные работы. Цены на такие виды работ также зависят от толщины листового проката и марки металла.
В основном цена стартует от 8 долларов США за один погонный метр готовой продукции. На более объемные работы цена, как правило, договорная, в зависимости от сложности процесса вальцевания.
Виды развальцовщиков
Процесс развальцовки существенно упрощается при использовании специальных приспособлений. Они могут ручного или электрического типа, применяться для работы с трубопроводом отопительной системы или водоснабжения, трубками других систем, к примеру, кондиционирования. В продаже есть и универсальные варианты исполнения. Наибольшее распространение получили:
- Шаблон. Применяется подобный инструмент для работы с медью или другими мягкими сплавами. Среди особенностей можно отметить невысокую стоимость и простоту использования. Однако, во время работы на поверхности могут появится существенные дефекты.
- Механический развальцовщик трубок представлен сочетанием валика из твердого сплава, который может перекатываться по краю для передачи требуемой формы. При его использовании можно сделать заготовку с ровной и симметричной поверхностью. Процесс автоматизирован, позволяет получить качественную поверхность. Прикладываемое усилие увеличивается за счет резьбового и иного привода.
- Вариант исполнения с электрическим приводом снабжается целым набором сменных насадок. Его приобретают в случае, когда нужно ускорить процесс производства. Единственным недостатком можно назвать высокую стоимость подобного приспособления. Рекомендуется приобретать устройство в случае, когда развальцовка проводится с большой периодичностью.
- Экспандер. Подобный встречается крайне часто, так как позволяет лишь за одно движение провести деформацию поверхности. Простая конструкция определяет то, что контролировать толщину стенок нельзя. Экспандер часто применяется в домашних условиях, так как устройство недорогое и просто в использовании.

Электрический развальцовщик
Механизм подбирается в зависимости от поставленных задач. К примеру, при серийном выпуске определенных деталей лучше всего приобрести развальцовщик с электрическим приводом.
Конструкция и принцип работы прессового оборудования
Штамповочные станки не делятся по технологическим операциям. Горячие и холодные виды деформации производятся на одном оборудовании. Прессы подбираются по таким параметрам:
- мощность;
- производительность;
- ход ползуна;
- наличие рядом дополнительного оборудования для нагрева и раскроя;
- размер стола.
Основной инструмент, участвующий в деформации — штамп. Его рабочие детали: матрица и пуансон, которые проектируются под конкретную деталь и операцию. Ползун и стол имеют стандартные пазы для крепления:
- Т-образные;
- ласточкин хвост.
Для создания плоских деталей из листа с большим количеством одинаковых отверстий используют станок для штамповки листового металла. Небольшие детали с фигурной конфигурацией изготавливают на прессах кривошипного типа. На гидравлическом оборудовании делают кузова автомобилей и детали для самолетов.










Металлообрабатывающий пресс
Прессы кривошипно-шатунного типа
В основе устройства оборудования лежит кривошипно-шатунный механизм. Он превращает вращательное движение привода в поступательное перемещение ползуна. Прессы классифицируются по количеству ползунов — 1, 2 и 4. На производстве, в основном, востребованы одностоечные станки с 1 и 2 кривошипами. Работающие синхронно от одного привода и распределительного редуктора 4 узла стоят на крупном оборудовании, предназначенном для изготовления габаритных деталей с большой степенью деформации, например, крылья, капоты и багажники автомобилей.
Для прошивки отверстий без деформации заготовки на конвейерах используют станки для штамповки листового металла. Они представляют собой простейшие прессы кривошипного типа.
Достоинства кривошипных прессов:
- простая регулировка;
- высокая производительность;
- малая погрешность.
Основной недостаток кривошипа заключается в его возможном заклинивании. Если мощности не хватает, ползун останавливается в крайней нижней точке. Чтобы его поднять, необходимо разобрать половину механизма.
Гидравлические прессы
Прессы гидравлического типа относятся к наиболее мощным штамповочным агрегатам. На самых крупных из них штампуют кузова автомобилей, крылья и фюзеляжи самолетов. В цилиндре, под давлением масла снизу и сверху, перемещается поршень, к которому прикреплен ползун и другие элементы рабочего механизма. Длина хода рабочего инструмента настраивается переключателями. Достигнув их, упор выключает подачу масла.
Гидравлический пресс можно остановить в любой точке рабочей траектории. К его недостаткам относятся:
- сложная система гидравлики;
- низкая производительность.
Пуансон давит равномерно по всей длине рабочего хода с большим усилием, но движется медленно.

Гидравлический пресс
Прессы радиально ковочного типа
Для создания из плоского листа цилиндров с продольным соединением торцов используют оборудование радиального типа. Деформация заготовки производится на валу, который вращаясь, прижимает лист к рабочему инструменту, производящему деформацию. В результате заготовка приобретает форму цилиндра. Диаметр определяется размером вала.
Для вальцовки толстых листов применяется индукционный нагрев.
Оборудование радиального типа непригодно для других видов технологических операций.
Прессы электромеханического типа
Работа электромагнитного пресса основана на усилии, которое создает электрическое магнитное поле. В механическом станке перемещение рабочего инструмента осуществляется за счет движения электрического сердечника. Он перемещает ползун.
Достоинство электромеханических станков — питание электроэнергией и высокая производительность. Нет необходимости в сложных механизмах и гидравлике.
К недостаткам относится малая мощность, низкий КПД и неравномерное усилие в разных точках рабочего хода. Штамповка значительно упрощает изготовление тонкостенных деталей со сложной конфигурацией и сводит к минимуму расход материала. Ее выгодно использовать при массовом производстве деталей от 1000 штук. Единичное производство не окупит изготовление дорогостоящих штампов со сложной и длительной технологией их изготовления.



