Конструктивные особенности
Первые инструменты для нарезки внутренней резьбы отличались примитивной конструкцией и представляли собой четырехгранный стержень, на рабочем конце которого, заточенном под пологий конус, выпиливались режущие зубья. Резьба при использовании такого метчика нарезалась посредством его завинчивания во внутреннюю часть гайки или в предварительно подготовленное отверстие в обрабатываемом изделии. Естественно, такой инструмент обладал множеством недостатков, к наиболее значимым из которых следует отнести отсутствие на режущей части задней поверхности, а также отрицательное значение переднего угла. Со временем конструкция метчиков стала более продуманной, и сегодня они позволяют создавать точную и качественную внутреннюю резьбу.
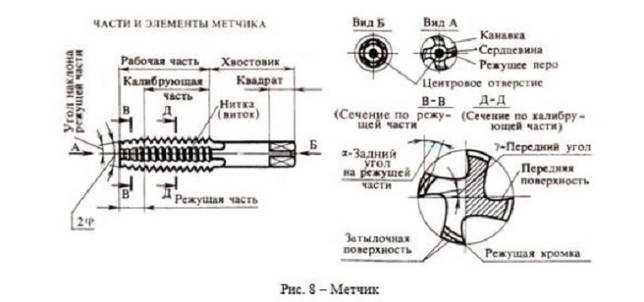
В любом метчике для нарезания резьбы на внутренних поверхностях обрабатываемых изделий вне зависимости от его геометрических параметров и назначения есть следующие элементы:
- боковые канавки (их может быть от 2 до 6);
- коническая заборная часть;
- калибрующая часть, которая имеет цилиндрическую форму.
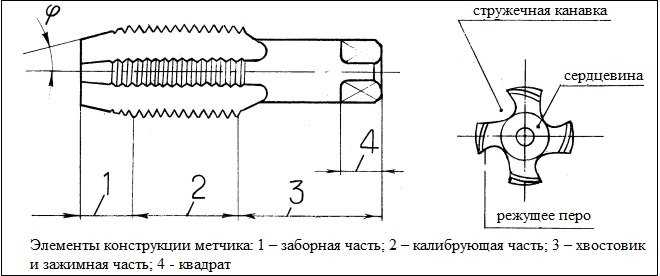
Канавки, расположенные на боковой поверхности инструмента, вдоль всей его длины, одновременно выполняют две функции: обеспечение отвода стружки из зоны обработки и облегчение подвода в такую зону смазывающе-охлаждающей жидкости (СОЖ). Форму, которую канавка метчика имеет в поперечном сечении, определяют две ее поверхности, одна из которых является передней гранью режущего зуба инструмента, а вторая – его спинкой. По типу профиля стружечные канавки бывают следующих видов:
- однорадиусные (с канавками такой формы производятся преимущественно метчики калибровочного типа);
- с прямолинейными передней и задней поверхностями (инструменты с канавками такой формы используются для нарезки резьбы внутри гаек);
- с прямолинейной передней и радиусной задней поверхностями (большинство метчиков производится со стружечными канавками именно такого типа).
Профили стружечных канавок метчиков
Канавки могут располагаться по-разному: различают прямолинейные, а также спиральные правые или левые. С канавками прямолинейного типа изготавливаются универсальные метчики общего назначения. Со спиральными левонаправленными канавками производятся метчики, используемые для нарезания резьбы на проход. Стружка, создаваемая таким инструментом, двигается впереди него по обрабатываемому отверстию, тем самым исключается риск порчи уже нарезанной резьбы. При использовании метчиков с правым направлением закручивания канавок стружка выводится из зоны обработки к хвостовику инструмента. Правосторонние метчики по этой причине оптимально подходят для нарезки резьбы в глухих отверстиях.
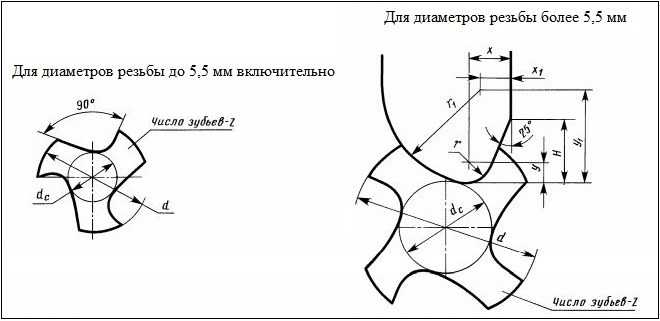
Заборная часть метчика, как уже говорилось выше, имеет коническую форму, что облегчает процесс вхождения инструмента в обрабатываемое отверстие. Конкретное значение угла наклона заборной части, который может находиться в диапазоне 3–20°, выбирают в зависимости от того, для какого типа обработки будет использоваться инструмент – черновой, промежуточной или чистовой.
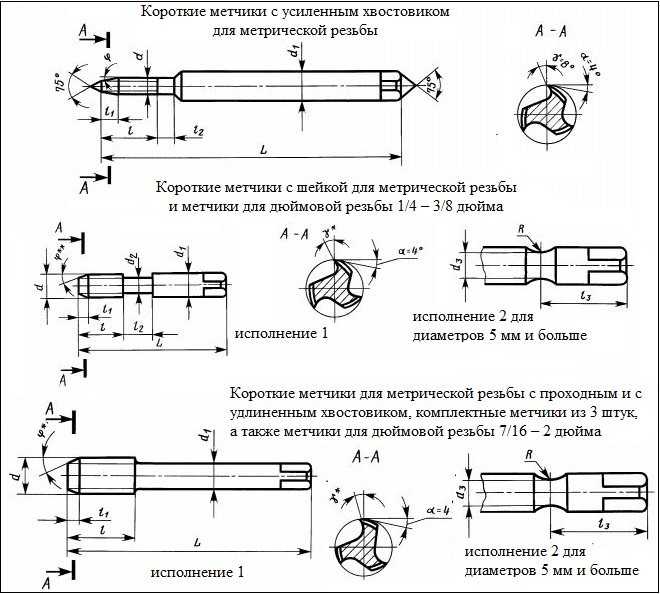
Конструкции метчиков по ГОСТу
Цилиндрическая калибровочная часть выполняется с обратным занижением величиной до 0,1 мм, что необходимо для того, чтобы уменьшить силы трения, возникающие в процессе нарезки резьбы. Уменьшить силу трения между рабочей частью метчика и обрабатываемой поверхностью позволяет также затыловка задней поверхности режущих зубьев, выполняемая от их вершины на 1/3 их ширины. Таким образом, создается занижение задней поверхности режущих зубьев, величина которого для инструментов диаметром 12–30 мм составляет около 0,1 мм.
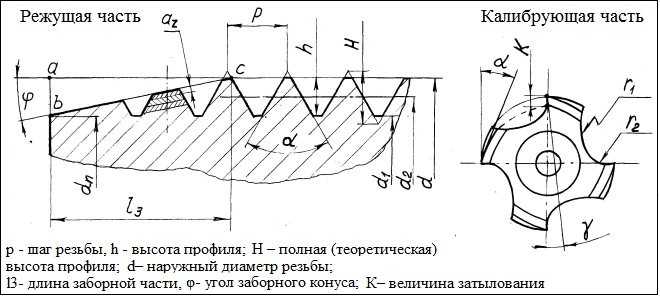
Геометрия режущей и калибрующей части метчика
Правила использования
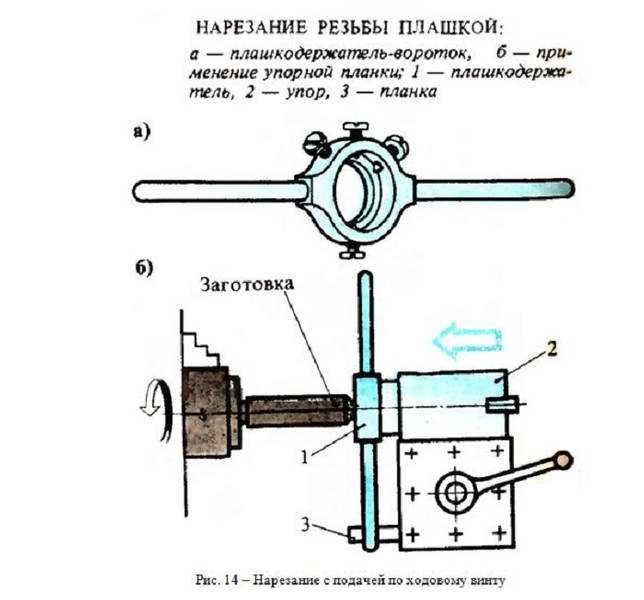
Для изготовления винта на трубах потребуется набор плашек (гост 9740-71), вороток, то есть плашкодержатель, и зажим для труб.
Из набора инструментов выбирается та лерка, которая подходит по диаметру и шагу.
Если визуально определить необходимую не удается, на корпусе, как правило, сбоку, имеется соответствующая маркировка.
Необходимо не забыть и про то, что винт может быть как правым, так и левым.
Сам процесс начинается с подготовки трубы. Для этого с трубы снимают фаску, что легче всего сделать напильником. После этого на обрабатываемое место наносится любой смазывающий компонент. Это может быть и растительное масло, и моторное, и даже обычное сало.
Дальше плашка для нарезки резьбы, которая предварительно должна быть закреплена в плашкодержателе, подносится к трубе. Ею делается не меньше, чем полных два витка, направление которых совпадает с направлением резьбы.
В процессе этой работы, второй рукой необходимо сверху надавливать на лерку, чтобы та могла врезаться в металл. Как только это происходит, то дальше можно продолжать навинчивать до необходимой глубины.
Однако навинчивание не должно быть однонаправленным. Лучше всего делать пару оборотов вперед и хотя бы пол оборота обратно.
Проверка работы осуществляется простым навинчиванием гайки нужного размера и с нужным шагом.

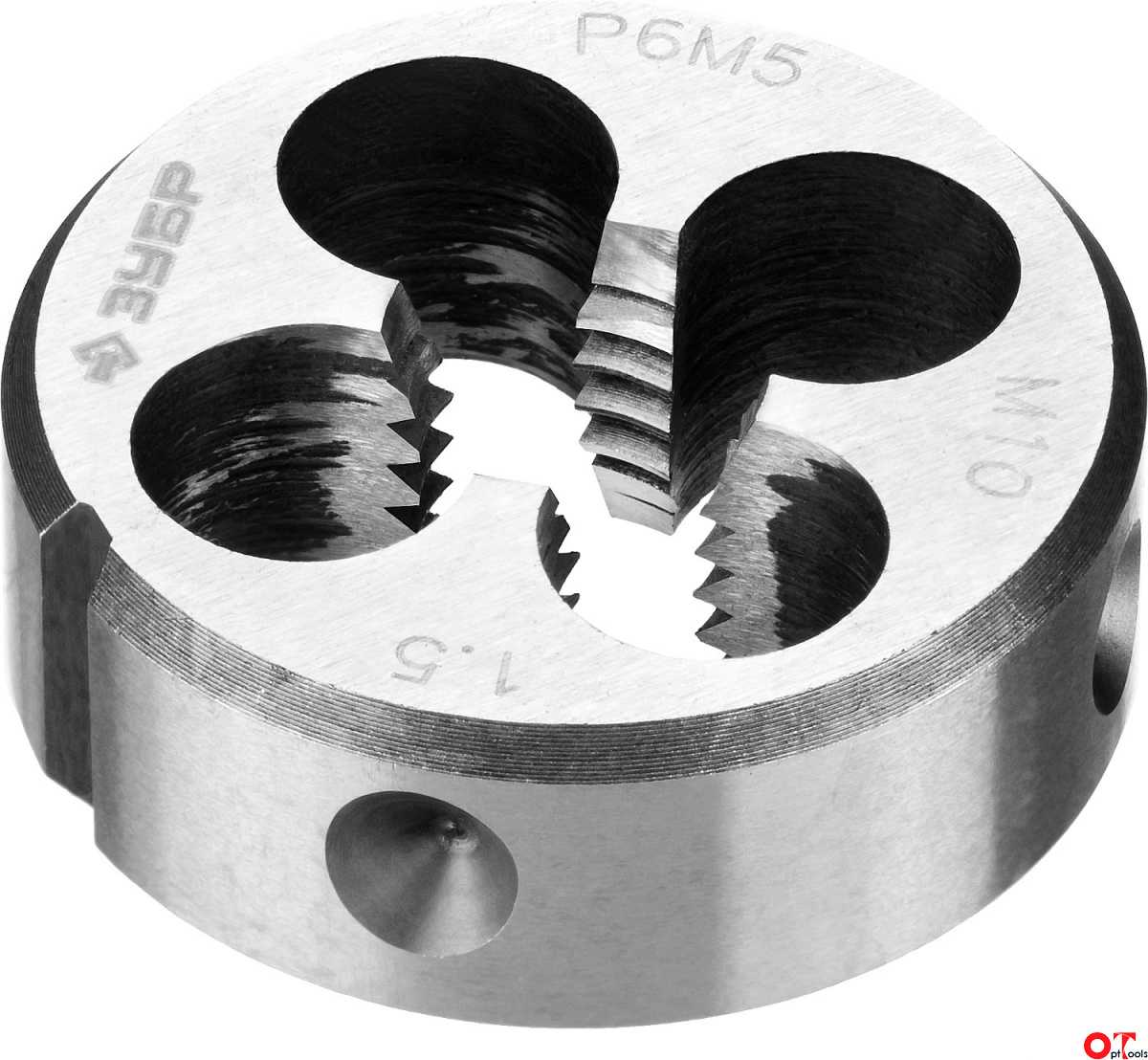
Плашки для метрической резьбы
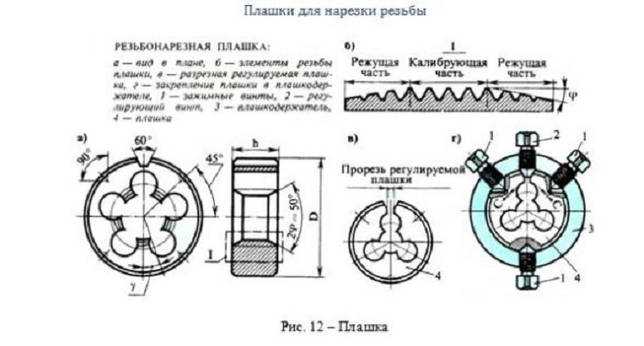
Надо сказать, что наиболее качественная и точная нарезка получается у разрезной плашки. Она имеет стопорное кольцо, с помощью которого есть возможность регулировки диаметра резьбы.
Есть и еще один нюанс с трубами. Например, они могут иметь несколько видов винтовых соединений:
- Упорное, то есть когда на соединяемые элементы оказывается постоянное большое одностороннее давление;
- Прямоугольное, то есть когда на соединяемые элементы находятся в движении;
- Трапециевидное;
- Треугольное.
Любой из этих видов изготавливается в последовательности, описанной выше.
Вывод: Как видно, винт используется повсеместно, так как это довольно надежный многоразовый способ крепежа. По этой причине и инструментов, которые способны нарезать резьбу, как внешнюю, так и внутреннюю, довольно много. Каждый из них имеет свои отличия и свои спецификации применения. Кроме того, каждый из них имеет свой ГОСТ, который регламентирует их изготовление.
Дюймовая и метрическая нарезка
Характерным отличием считается несколько параметров:
- Измерение детали выражается в дюймах.
- Профиль резьбы напоминает равнобедренный треугольник, вершина которого составляет 55 градусов.
- Отличается большим шагом.
- Крупный профиль.
- Высокая прочность.
В России все измерения выполняются в метрической системе. Не стало исключением и нарезание резьбового соединения. Характерными отличиями являются:
- Размеры указываются в миллиметрах.
- Профиль напоминает равносторонний треугольник.
- Небольшой шаг.
Для соединения водопроводных труб применяется дюймовая система, изготовление крепёжных деталей делается в метрической системе. Если арматура накручивается согласно движению часовой стрелки, соединение называется правым. Если наоборот, резьба считается левой.
Правила нарезания резьбы с помощью плашек
Только при соблюдении установленных правил проведения работы позволяет получить поверхность с высокой точностью и качества. Плашка для нарезания наружной резьбы должна применяться совместно со специальным воротком, за счет которого осуществляется передача усилия.
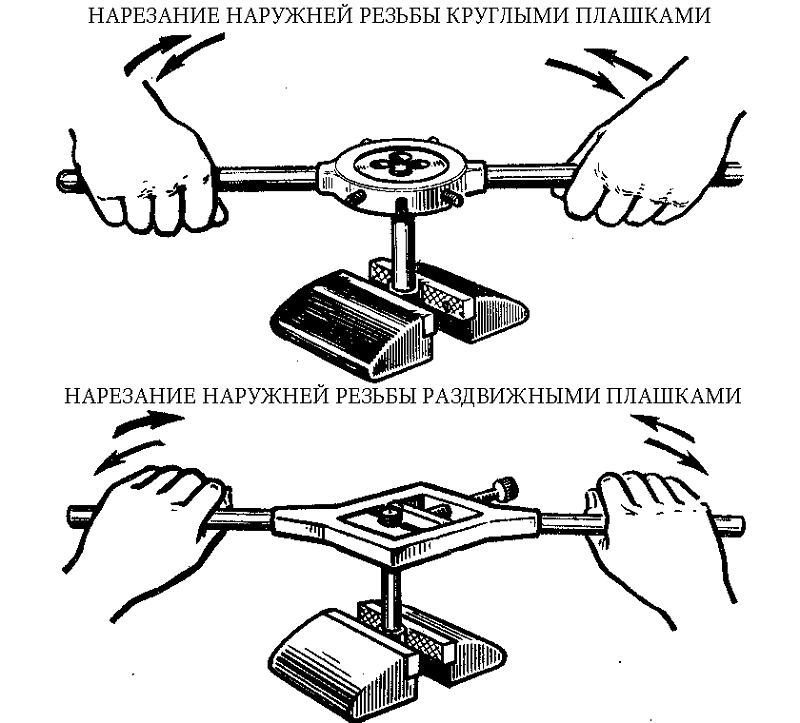
Варианты нарезания круглыми и раздвижными плашками
При рассмотрении того, как нарезать резьбу плашкой, следует уделить внимание нижеприведенным моментам:
Для определения точных параметров инструмента следует уделить внимание маркировке, которая наносится на корпус. Маркировка проводится согласно установленным стандартам
Некоторые специалисты могут определить параметры изделия «на глаз».
Весь процесс начинается с подготовки заготовки. Обеспечить легкий старт можно путем снятия фаски, для чего можно использовать напильник. Фаска делается под углом 45 градусов, и не должна быть большой. Нужно следить за равномерностью снятия металла.
Нарезание витков не должно проводится по сухой поверхности, так как это приводит к быстрому изнашиванию режущей кромки. В зону резания добавляется специальная смазка, которая существенно упрощает ход за счет снижения трения. Смазка может быть представлена моторным маслом или солидолом.
Процесс резания предусматривает совершение двух витков, после чего одного витка в обратную сторону. За счет движения инструмента в обратную сторону происходит удаление стружки с зоны резания, что приводит к упрощению хода и повышению качества проведенной работы. Первые несколько витков нужно следить за тем, чтобы инструмент находится в строго вертикальном положении, иначе качество получаемой поверхности будет низким.
В дальнейшем на два оборота по ходу резания должно совершаться около полуоборота. За счет этого обеспечивается более плавный ход. Если корпус во время обработки нагревается, то следует делать перерывы. Слишком высокая температура становится причиной пластичности металла, которая приводит к уменьшению параметра износостойкости.









Проверка качества полученных витков проводится при применении гайки с нужным диаметром и параметрами резьбы. Первый проход может проходить с небольшими затруднениями, но в пределах нормы. Вторая и последующая проверка должна проводится без усилий.
Метчики конические
Применяются для нарезания конических метрических и трубных резьб. Имеют, соответственно, маркировку К (конические метрические) и Rc (конические трубные). Основным конструктивным отличием является наличие удлиненной начальной, заборной доли рабочего пространства с неполной резьбой, которая постепенно переходит в полную в калибрующей части инструмента. Благодаря этому, спецификой работы конического метчика является нарезание резьбы по всей длине соответствующей длине резьбы в изделии. Из-за отсутствия калибрующей части необходимо приложение больших усилий и нарезка производится, как правило, на станках с системой защиты останавливающей работу оборудования в конце резания.
Как нарезать резьбу самостоятельно
Сначала необходимо подготовить материалы и инструменты:
- электродрель;
- сверло необходимого сечения (выбрать из таблицы);
- стандартный комплект метчиков;
- вороток с зажимным квадратом;
- керн, тиски;
- молоток 300 г;
- смазочный материал;
- ветошь, тряпки.
Пошаговая инструкция, как нарезать резьбу метчиком :
- Разметить на детали место под отверстие. Поставить керн на пересечении двух линий.
- Сильным ударом молотка по керну наметить место для будущего отверстия.
- Зажать сверло в патрон электродрели, выставить малые обороты, смазать сверло,просверлить отверстие.
- Сверлом большего сечения снять фаску.
- Вставить черновой метчик квадратной головкой в отверстие воротка, зажать двумя ручками.
- Вращая вороток двумя руками, нарезать резьбу, М12 — основной шаг резьбы .
- Для проверки качества вкрутить в нарезанную резьбу болт М12. Он должен закручиваться не туго, но в то же время, не болтаться в резьбе.
Алгоритм движения:два оборота вперед, один — в обратную сторону. Рекомендуется работать с небольшим усилием. Если инструмент заедает в металле, совершить несколько движений назад. Периодически смазывать поверхности, продолжая работу. Повторить операцию со средним, затем чистовым метчиком.
Смазывать нитки резьбы при нарезании лучше всего старым свиным салом.
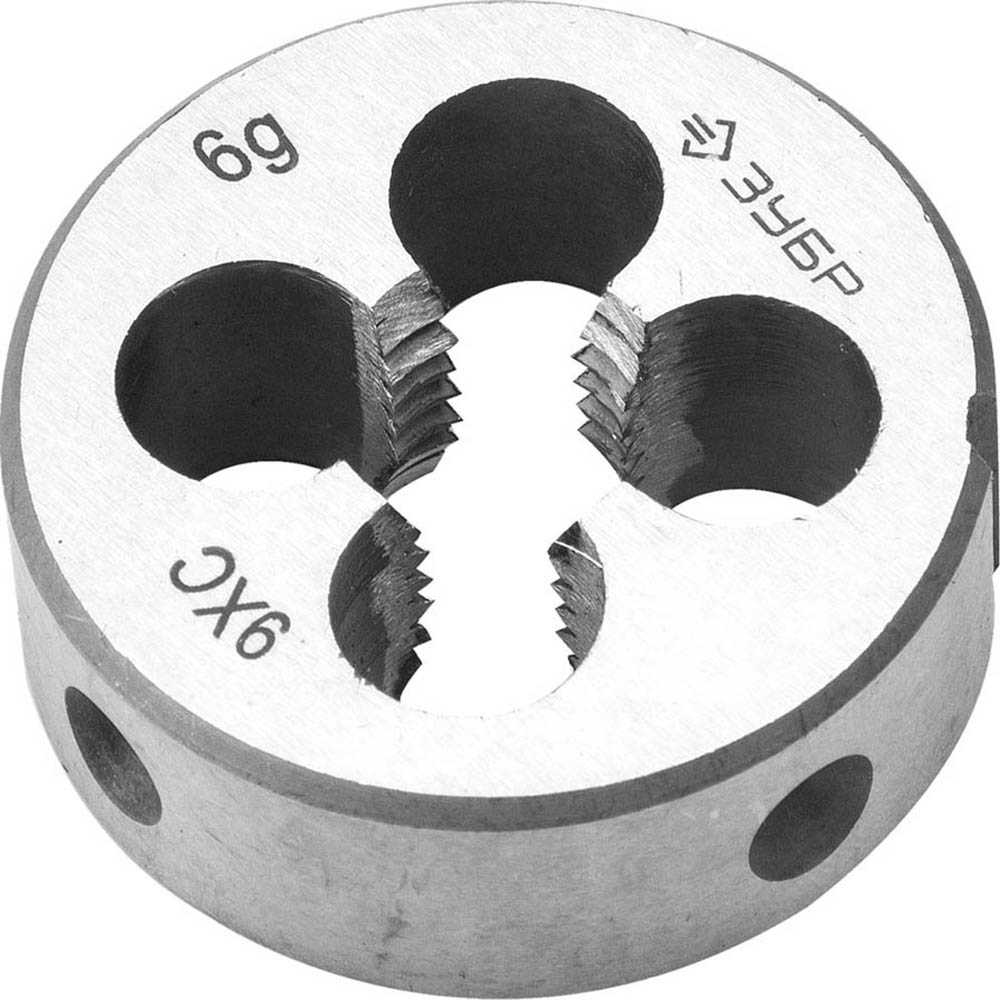
Плашки – обзор разновидностей приспособлений и основные характеристики (100 фото)
Если вы просматриваете различные фото плашек, то наверняка вам уже известно о том, что при помощи плашки для нарезания любой резьбы без проблем можно создать желаемую спираль, например, с внешней стороны какой-либо трубы. В зависимости от ваших возможностей, процесс можно выполнять или вручную, или на подходящем станке.
Для того чтобы по-настоящему освоить механизм этой операции, лучше изучить самостоятельно различную информацию о данном инструменте.
Основные характеристики плашки резьбонакатного типа
В последние пару лет позиции лидера при выполнении данной разновидности работ бесспорно занимает плашка, хотя известная многим лерка в свое время была также одним из инструментов, к которому обращались достаточно часто.
Однако прогресс не стоял на месте, и по этой причине на сегодняшний день эти два популярных приспособления объединены воедино и инструмент называется уже одним словом – плашка.
Внешне они достаточно сильно похожи на самые простые закаленные гайки с дополнительными осевыми отверстиями, которые образуют дополнительно режущие кромки
На всех устройствах есть от трех до шести стружечных отверстий, имеющих особую важность при отведении в сторону стружки
Разновидности приспособлений
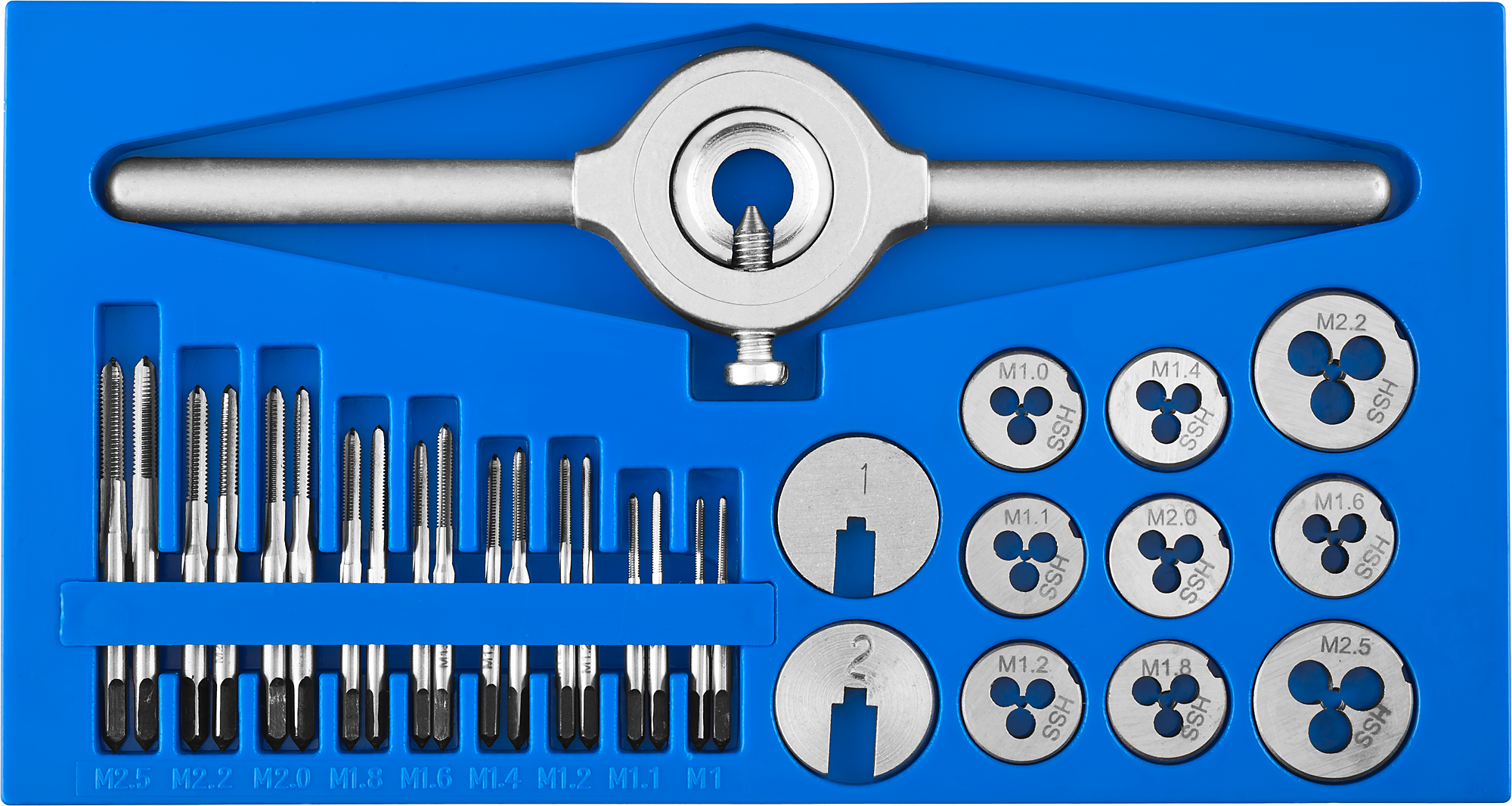
Рассматривая набор плашек несложно обратить внимание на то, что они отличаются друг от друга рядом показателей. Основным критерием является конструкция
Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми
Основным критерием является конструкция. Именно в зависимости от данного признака можно найти три типа плашек: разрезные, полную противоположность – цельные, а также раздвижные плашки, которые многие сейчас называют клупповыми.
В зависимости от геометрической формы инструмент бывает не только круглым или квадратным, но также и призматическим, хотя намного реже, нежели первые два типа.
Кроме вышеперечисленных, есть также приспособления из дерева, однако они не являются нарезным инструментом, так как по сути представляют собой некую болванку-кругляш.
Формы, конструкции инструмента для нарезания резьбы
Если вы хотите, чтобы резьба получилась по-настоящему высокого качества, то в таком случае нет лучшего инструмента, чем цельная плашка. Стоит отметить, что различные виды плашки вполне могут быть в том числе и цельными. Отличного результата удается добиться, благодаря достаточно высоким показателям жесткости используемого материала.
Несмотря на множество положительных качеств, у инструмента есть и существенный минус, который заключается в небольшой износостойкости.
Модели разрезного типа используют чаще всего, когда нет необходимости в высокой точности. Такие приспособления обычно при эксплуатации немного пружинят, а в итоге получается, что резьба даже изменяется в диаметре.
Минусом является малая жесткость, которая отражается в первую очередь сразу же на качестве выполняемых работ, когда на выходе получается не совсем чистая резьба.
Левая плашка и различные специализированные модели
Кроме традиционных плашек очень часто в руках профессионалов можно увидеть специальные приспособления, при помощи которых можно добиться максимально точной резьбы. Они встречаются нескольких видов:
- Трубные;
- Левые;
- Метрические;
- Трубные канонические и многие другие.
Плашка метрического типа используется в тех случаях, когда необходима метрическая резьба. Абсолютно все измерения происходят тогда в миллиметрах.
Левые плашки используются в тех случаях, когда требуется левая резьба, что вполне логично. Работы такие встречаются достаточно редко, однако несмотря на это, специализированные инструменты все же существуют и даже пользуются спросом, что неудивительно, ведь в целом нарезание резьбы метчиками и плашками с каждым годом все больше набирает популярность среди профессионалов своего дела.
Освоит ли новичок резьбу плашкой с первого раза сложно сказать, поскольку здесь все зависит от его первоначальных навыков. Стоит иметь в виду, что для плашек различного типа, есть свои нюансы в работе.
Конечно у всех схожий принцип, поэтому освоив один из инструментов, вполне вероятно, что на работу с любым другим придется затратить намного меньше времени, а результат будет исключительно высокого качества.
Нарезание резьбы
С самими инструментами разобрались, перейдем к вопросу о том, как пользоваться ими правильно.
С подобными задачами справится практически любой человек, однако в работе есть несколько деталей и нюансов, на которые следует обратить пристальное внимание. Стандартнее этапы работы мало чем отличаются друг от друга, и не имеет значения используете вы плашки или метчики
В любом случае необходимо:
Стандартнее этапы работы мало чем отличаются друг от друга, и не имеет значения используете вы плашки или метчики. В любом случае необходимо:
- Подготовить и собрать инструмент.
- Смазать детали и рабочую область.
- Выполнить черновой проход.
- Проверить качество резьбы.
- Выполнить чистовой проход.
- Выполнить финишную проверку.
Есть и нюансы, на которые мы сейчас обратим внимание
Выполнение резьбы плашкой
Чаще всего набор плашек применяют, когда необходимо получить результат в виде трубной резьбы. По крайней мере, в гражданском строительстве.








Дальше ее надо зафиксировать. На этапе фиксации новички очень часто допускают серьезные ошибки. Плашку сложно зафиксировать в идеальном положении. При этом начать нарезку необходимо с применением давления, да еще и комбинируя его с вращательными действиями.
Как вы сами понимаете, тут необходим некоторый навык.
Существенно упростит работу монтаж детали в горизонтальные тиски, а также легкое обтачивание рабочего края. Обточку выполняют напильником.
Дальше работа пойдет легче. На обточенный край плашку фиксируют, проворачивая на несколько десятков градусов в обе стороны. Затем прижимают (работать легче, если деталь находится ниже уровня вашего пояса, тогда проще сконцентрировать давление от собственного тела) и вращают в рабочем направлении.

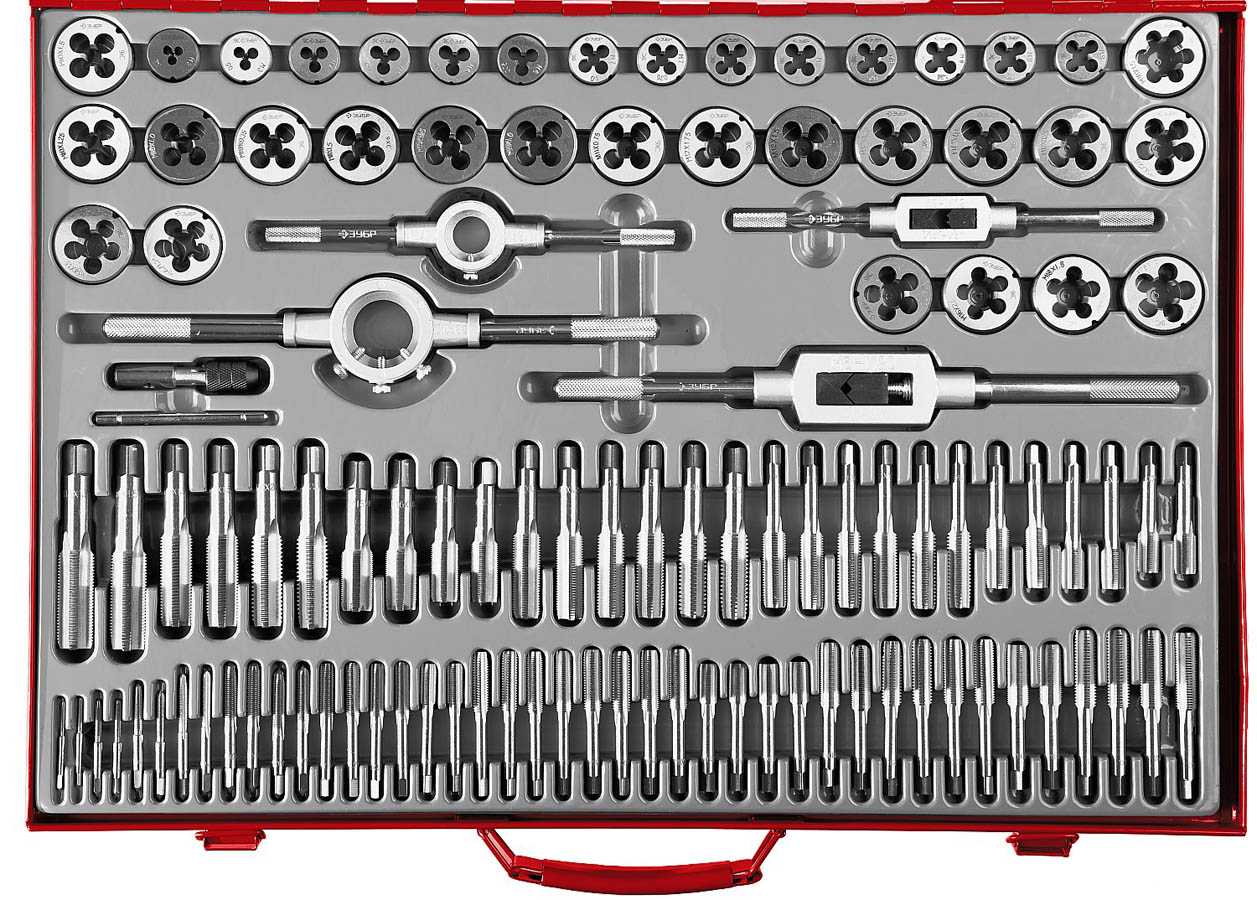
Набор инструментов для нарезки резьбы
Первые 2-3 оборота необходимо проделать с давлением сверху вниз, дальше плашка затягивается самостоятельно, а от вас требуется только вращать вороток.
Вращение выполняем поступательными движениями. Каждые несколько оборотов в рабочую сторону, чередуют с обратным вращением на 0,5-1 оборота, для лучшего обтачивания резьбы.
Таким образом, выполняет черновой проход. Чистовой проход у вас проблем вызвать не должен, так как деталь уже готова к обработке, а процесс там идентичный
Нюансы работы с метчиками
С метчиками работают по той же схеме. Набор инструментов также состоит из черновых и чистовых метчиков. Их точно также нужно фиксировать на держателе, только здесь уже используется не вороток, а своеобразные тиски, что идут в комплекте.
Основное отличие при нарезке резьбы этим инструментом – необходимость применять принудительное давление на протяжении всего времени.
В итоге процесс получается более трудоемким. Правильно будет время от времени удалять стружку из метчика самостоятельно. Без удаления она быстро сточит зубцы и повредит деталь. Желательно также охлаждать метчик.
За счет давления, вращения и взаимодействия со стружкой он быстро нагревается. Идеально для таких задач подходит промышленное масло.
Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
- Черновой;
- Получистовой;
- Чистовой.
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
https://youtube.com/watch?v=clWMtMgRY8M
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
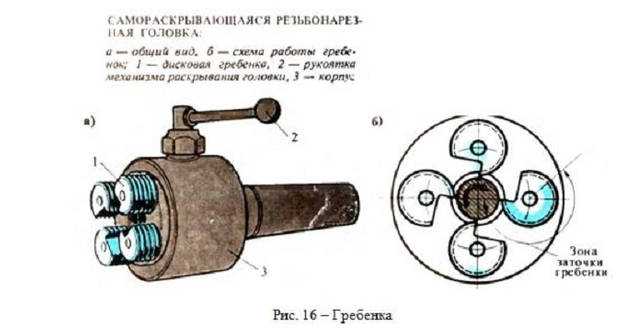
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
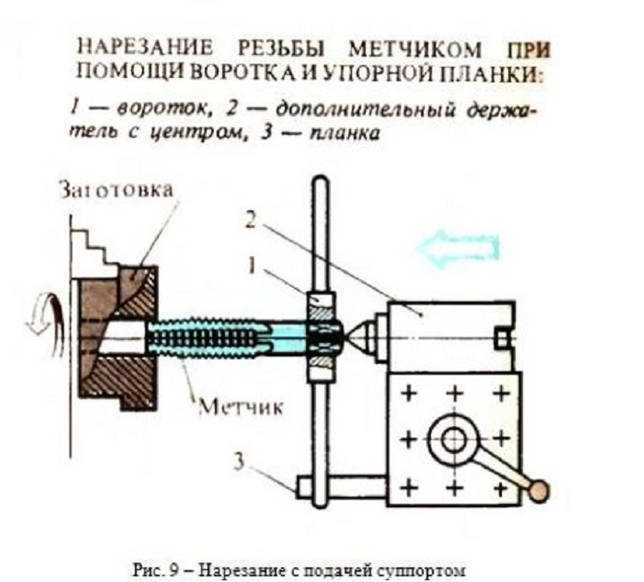
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Контроль резьбы
Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины. На плоской части шаблона указывается шаг резьбы.
Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра)
С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности.
Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок
Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону.
Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
https://youtube.com/watch?v=9VQQboMTbzI
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
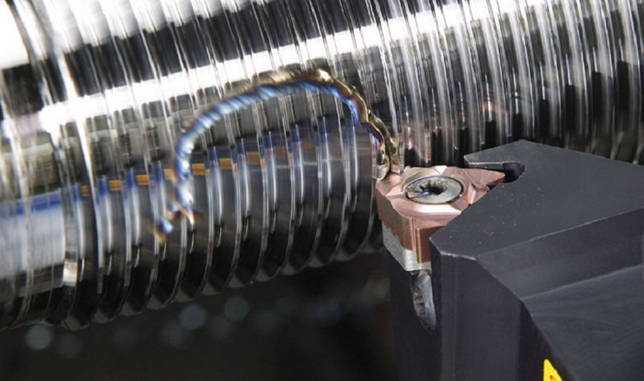
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).






И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.

Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.