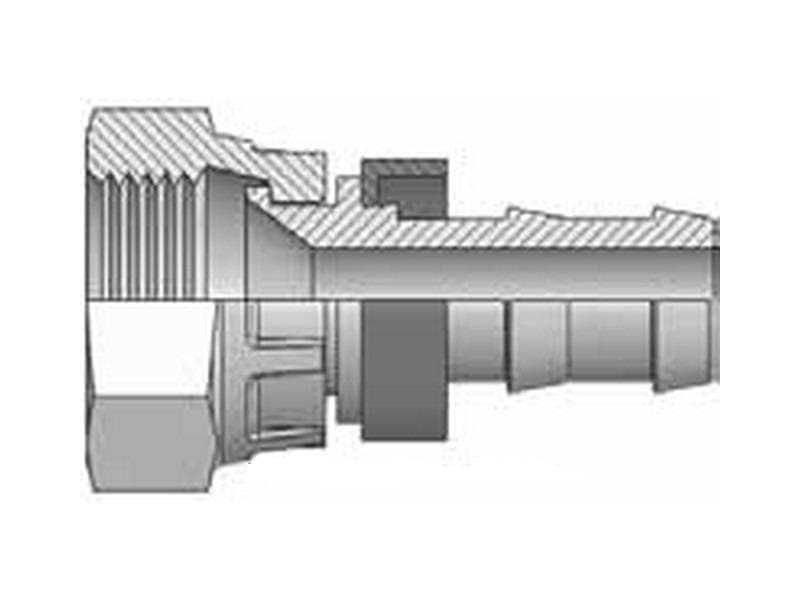
Коническая резьба NPT/NPTF: основные характеристики и стандарты
Внешний вид конической NPT резьбы Резьба NPT/NPTF (с англ. national pipe taper/national pipe tapered fuel) представляет собой американский стандарт на конусную трубную резьбу. Этот стандарт применятся к трубам и арматурным изделиям, которые изготовлены в США.
Конусная трубная резьба NPT соответствует ГОСТу 6111-52 «Резьба коническая дюймовая с углом профиля 60 градусов», который действует на территории большинства стран СНГ.
Национальная ассоциация по гидравлическим приводам Соединенных Штатов не советует использовать стандарты NPT и NPTF в гидравлике. Но несмотря на это применение этих стандартов очень распространено.
Схема NPT резьбы
Виды дюймовой резьбы:
- NPT – резьба с конусностью 1:16 и углом профиля 60°. Такая резьба соответствует стандартам ANSI B1.21.1, FED-STD-H28/7 .
- NPS – цилиндрическая резьба.
- NPTF – герметичная дюймовая резьба с углом профиля 60°, уплотнение происходит за счет смятия резьбы. Этот вид дюймовой резьбы соответствует стандартам SAE J476, ANSI B1.20.3, FED-STD-H28/8.
Основные параметры самых распространенных резьбовых соединений NPTF:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPTF 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPTF 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPTF 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPTF 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPTF 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPTF 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPTF 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPTF 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPTF 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPTF 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPTF 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPTF 4″ | 113.913 | 107.00 | 8 | 3.175 |
Основные параметры самых распространенных резьбовых соединений NPT:
| Номинальный диаметр, дюйм | Основной диаметр, мм | Отверстие под резьбу, мм | Число витков на дюйм | Шаг, мм |
| NPT 1/16″ | 7.870 | 6.00 | 27 | 0.940 |
| NPT 1/8″ | 10.217 | 8.25 | 27 | 0.940 |
| NPT 1/4″ | 13.577 | 10.70 | 18 | 1.411 |
| NPT 3/8″ | 17.016 | 14.10 | 18 | 1.411 |
| NPT 1/2″ | 21.211 | 17.40 | 14 | 1.814 |
| NPT 3/4″ | 26.566 | 22.60 | 14 | 1.814 |
| NPT 1″ | 33.195 | 28.50 | 11.5 | 2.209 |
| NPT 1 1/4″ | 41.952 | 37.00 | 11.5 | 2.209 |
| NPT 1 1/2″ | 48.021 | 43.50 | 11.5 | 2.209 |
| NPT 2″ | 60.060 | 55.00 | 11.5 | 2.209 |
| NPT 2 1/2″ | 72.642 | 65.50 | 8 | 3.175 |
| NPT 4″ | 113.913 | 107.00 | 8 | 3.175 |
| NPT 5″ | 141,300 | 134,384 | 8 | 3.175 |
| NPT 6″ | 168,275 | 161,191 | 8 | 3.175 |
| NPT 8″ | 219,075 | 211,673 | 8 | 3.175 |
| NPT 10″ | 273,050 | 265,311 | 8 | 3.175 |
| NPT 12″ | 323,850 | 315,793 | 8 | 3.175 |
Для создания NPT (NPTF) соединения применяются специальные резьбонарезные установки с метчиком (плашкой или резьбонарезной головой).
ПрофИнст Строй предлагает вашему вниманию оборудование, с помощью которого вы сможете качественно нарезать NPT (NPTF) резьбу на трубах и заготовках:
- Резьбонарезные головы от 1/2 до 2 дюймов. Предназначены для качественной высокопроизводительной нарезки резьбы. Безопасная и быстрая замена.
- Ручные резьбонарезные клуппы от 1/2 до 1.1/4 дюймов. Предназначены для нарезания трубной конической резьбы на водопроводных, электрических или газовых трубах. Обладает высокой производительностью и удобный в транспортировке.
- Ручные резьбонарезные клуппы от 1/2 до 2 дюймов. Могут широко использоваться при монтаже оборудования и в строительной промышленности, идеально подходят для повышения производительности труда, сокращения времени строительства, обеспечения его качества, а также снижения интенсивности труда.
- Электрические резьбонарезные станки от 1/2 до 2 дюймов. Высокопроизводительный резьбонарезной станок для мобильного и стационарного использования. Подходит для долговременной эксплуатации в интенсивном режиме в цехе и на стройплощадке, применяется при монтаже систем отопления и водоснабжения и в серийном производстве. Станок нарезает точную резьбу очень высокого качества.
- Электрические резьбонарезные станки от 1/2 до 3 дюймов. Станок предназначен для нарезки винтовой и цилиндрической резьбы на трубах. Используется для изготовления точных, надежных резьбовых соединений на трубах и болтах в соответствии с нормами. Он рассчитан на длительное промышленное использование.
- Электрические резьбонарезные станки от 1/2 до 4 дюймов. Станок предназначен для нарезки трубной и метрической резьбы. Используется для изготовления точных, надёжных резьбовых соединений на трубах и шпильках в соответствие с нормами.
Резьба NPT используется в соединениях с повышенными требованиями к герметичности. Соединения с такой резьбой способны выдерживать сильное давление циркулирующей среды по трубопроводу.
Чтобы купить оборудование для нарезания конической резьбы NPT (NPTF) на трубах, свяжитесь с менеджерами ПрофИнст Строй по контактным телефонам: +375 (17) 256-22-55, +375 (29) 602-00-80, +375 (29) 766-07-00, мы подробно расскажем об особенностях работы, устройстве и специфике данного типа оборудования.
Типы и свойства резцов
Классификация
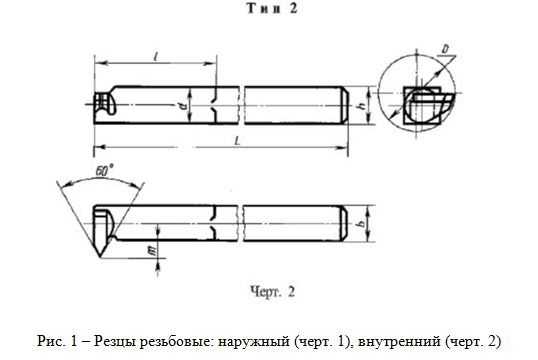
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.
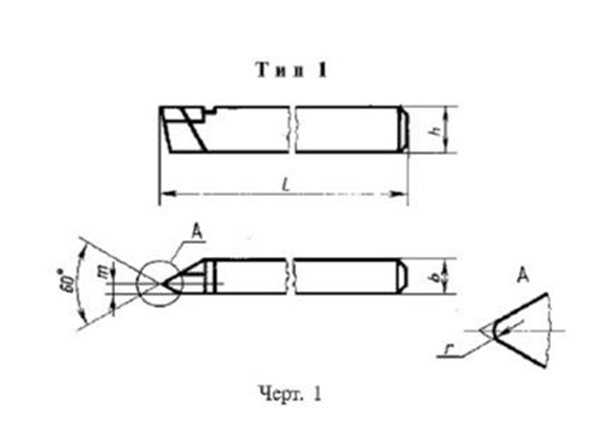
Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)
Метчики, плашки и головки для резьбонарезания
Наибольшее распространение получили ручные инструменты для резьбонарезания. Они могут применяться в промышленности и быту.
Наибольшее распространение получили следующие варианты исполнения:
- Подобные инструменты применяются для изготовления болтов и шпилек. Подобное изделие представляет собой шайбу круглой формы, внутри которой выступает несколько ребер. Внешняя резьба может формироваться и калиброваться всего за один проход. В продаже встречаются различные варианты исполнения инструментов, при изготовлении применяется закаленная инструментальная сталь.
- Метчики используются для получения внутренней резьбы. Он также изготавливается при применении закаленной инструментальной стали, которая характеризуется высокой износоустойчивостью. Метчик имеет форму стержня, рабочая часть которого имеет несколько впадин и выступающих граней. За счет этого существенно упрощается процесс резьбонарезания.
- Специальные головки также могут применяться для проведения рассматриваемой работы. Они могут иметь различные размеры, применяются в паре со специальной державкой.
Стоимость ручных инструментов невысокая, при этом они характеризуются высокой эффективностью в применении.
С чего начать работу
Чтобы сделать первые шаги на пути к изучению нового хобби, следует определиться с целью. Это поможет облегчить задачу с подбором материалов и инструментов для изготовления. Существует несколько вариантов обработки, а именно:
- для строительных работ (шлифовка и резка материала для облицовки, а также можно скрафтить из камня кирпичи);
- для ювелирных украшений (гранение драгоценных камней);
- художественная резка (статуэтки, фигурки животных, чаши и так далее).
Нужные инструменты
Существует классический набор инструментов для начинающих. Резьба по камню — очень кропотливый и нелёгкий вид хобби. Соответственно, на инвентаре лучше не экономить. Для начала вам понадобятся:
- Молоток.
- Долото или зубило.
- Напильник.
Чтобы работа не казалась уж слишком тяжёлой, приобретать молоток стоит с двумя плоскими поверхностями и весом не больше одного килограмма. Долото тоже должно быть с двух сторон плоским и без зубчиков. На этапе завершения фигура обрабатывается напильником.
У мастеров имеются и другие инструменты для резьбы по камню. Всё будет зависеть от вашей цели. В работе каменщики используют также:
- кувалду (для работы с объёмным материалом);
- кирку (основной инструмент для откола и обработки больших камней);
- отбойный молоток (обтёсывает камень);
- стамески разных размеров (для более чёткой проработки деталей);
- столярный молоток (используют для укладки каменной плитки);
- щётку (шлифует изделие);
- скарпель или резцы (гравировка и надписи на каменных материалах);
- чертилку (помогает оставлять разметку или рисунок на изделии);
- фрезы (применяются для полировки фигур или в ювелирных целях).
Подбор материала для резьбы
В первую очередь стоит выбирать мягкие и доступные материалы. Для их обработки не понадобится много инструментов. Самые популярные камни для работы начинающим — это стеатит, алебастр или гипс. Такие заготовки легко найти в строительных и художественных магазинах.
Следующим этапом перед обработкой будет выявление трещин. Чтобы их заметить, необходимо смочить заготовку. Если вы нашли изъяны и они немалых размеров, то такой материал нежелательно использовать. Ведь в дальнейшей обработке ваша задумка может раскрошиться.
И последнее, что стоит знать начинающему, — правильный подбор размера. Заготовка должна быть больше самого эскиза, так как в процессе обработки будут удаляться лишние детали. Благодаря этому новичок не будет бояться за конечный результат.
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.

Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.

Что бы плашка лучше врезалась в стержень с его торца срезают фаску.
Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.









При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.

Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Резьба проверяется гайкой или калибр-кольцом.
Используемые материалы
Ювелирные изделия с чеканкой традиционно делают из серебра и золота. Большинство же мастеров работают с более дешевыми металлами:
Медью толщиной от 0,3 до 1,5 мм. Она пластична, легко обрабатывается, в зависимости от марки со светлым или темным оттенком красного цвета. Медь и ее сплавы чаще других металлов используют для декорирования помещений.
Красной медью, листы которой можно раскатывать до толщины 0,05 мм. За счет мягкости легко выполняется рельефная чеканка даже на объемных изделиях сложной формы. Высокая стойкость к коррозии позволяет устанавливать декоративные элементы из чеканной меди на фасадах домов.
Латунью различных марок с золотисто-желтым цветом разных оттенков. Высокое (до 50%) содержание цинка повышает твердость, снижает податливость. Однако, несмотря на меньшую чем у меди пластичность латунь легко чеканится.
Томпаком ― разновидностью латуни с низким (до 10%) содержанием цинка. Из-за большой доли меди металл получается красного цвета с желтым оттенком. Сплав с добавкой алюминия до 5% приобретает окраску, неотличимую от цвета золота. Из томпака делают значки, медали к юбилеям, дешевую бижутерию, декоративные элементы интерьеров.
Алюминием и его сплавами
Металл легко чеканится, но из-за низкой температуры плавления нужно соблюдать осторожность при термообработке, чтобы рисунок не деформировался. Дюралюминий хорошо имитирует серебро, однако работать с ним сложно, так как из-за малой податливости при выбивании рельефа возможно растрескивание металла.
Жестью, на которой начинающие отрабатывают навыки чеканки
Однако мастера также не пренебрегают этим доступным материалом.
Черными низкоуглеродистыми металлами. Заготовки предварительно отжигают и протравливают для получения декопира, на котором чеканят изображения с крупным рельефом или рисунки с мелкими деталями.
Кровельным железом для чеканки контурных изображений с неглубоким рельефом без фона и мелких деталей.
Нержавеющей сталью толщиной от 0,5 до 0,8 мм. Металл красиво смотрится, однако из-за высокой прочности и плотной структуры трудно поддается выбиванию. Высокая стойкость к коррозии позволяет делать из нержавейки чеканные мемориальные доски и таблички на монументы, памятники.
Мельхиором и нейзильбером ― никелевыми сплавами с большим содержанием меди (81 и 65% соответственно), поэтому они пластичны, легко полируются. Химической обработкой поверхность делают золотистой, серебристой или имитацию под старинную бронзу.
На металле для чеканки не должно быть вмятин, царапин, пятен, расслоений. Если чеканка будет проводиться на смоляной подложке, потребуется битум №4 или 5, а для его удаления керосин или машинное масло. В качестве альтернативы использую пластилин, березовые или липовые чурбаки, войлочные или резиновые маты, свинцовые плиты. Шлифовку и полировку выполняют кварцевым песком и порошкообразной пемзой. Химическую обработку проводят:
- соляной, серной, азотной кислотами;
- поташом;
- сернокислой медью.
Виды резьбы
На сегодняшний день существуют такие типы:
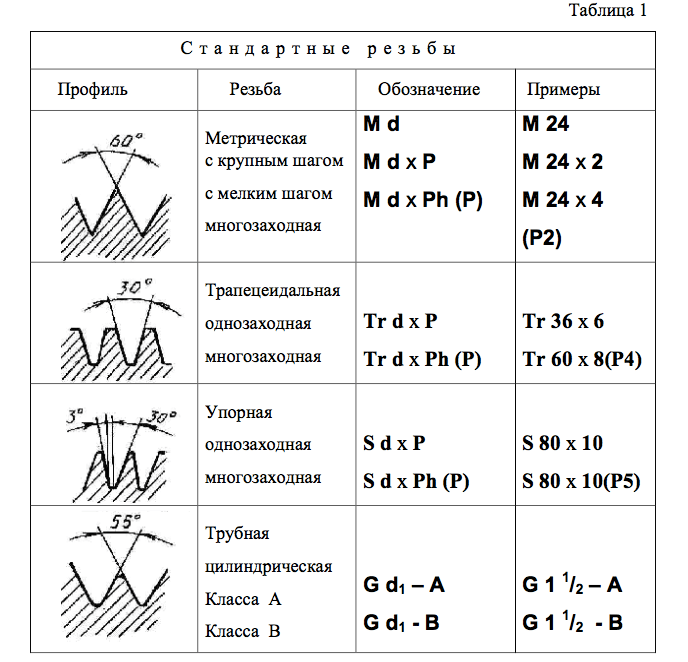
- Метрическая. Она служит для закрепления нескольких элементов. Условия нарезки установлены в нормативной документации. Профиль представляет собой треугольник с равносторонними углами. Этот показатель равен 60°. Винты с метрической резьбой выполняются с малыми и большими шагами. Первый вид применяется для закрепления тонколистовых элементов для создания повышенной герметичности. Такой вид присоединения можно встретить в точных оптических приборах.
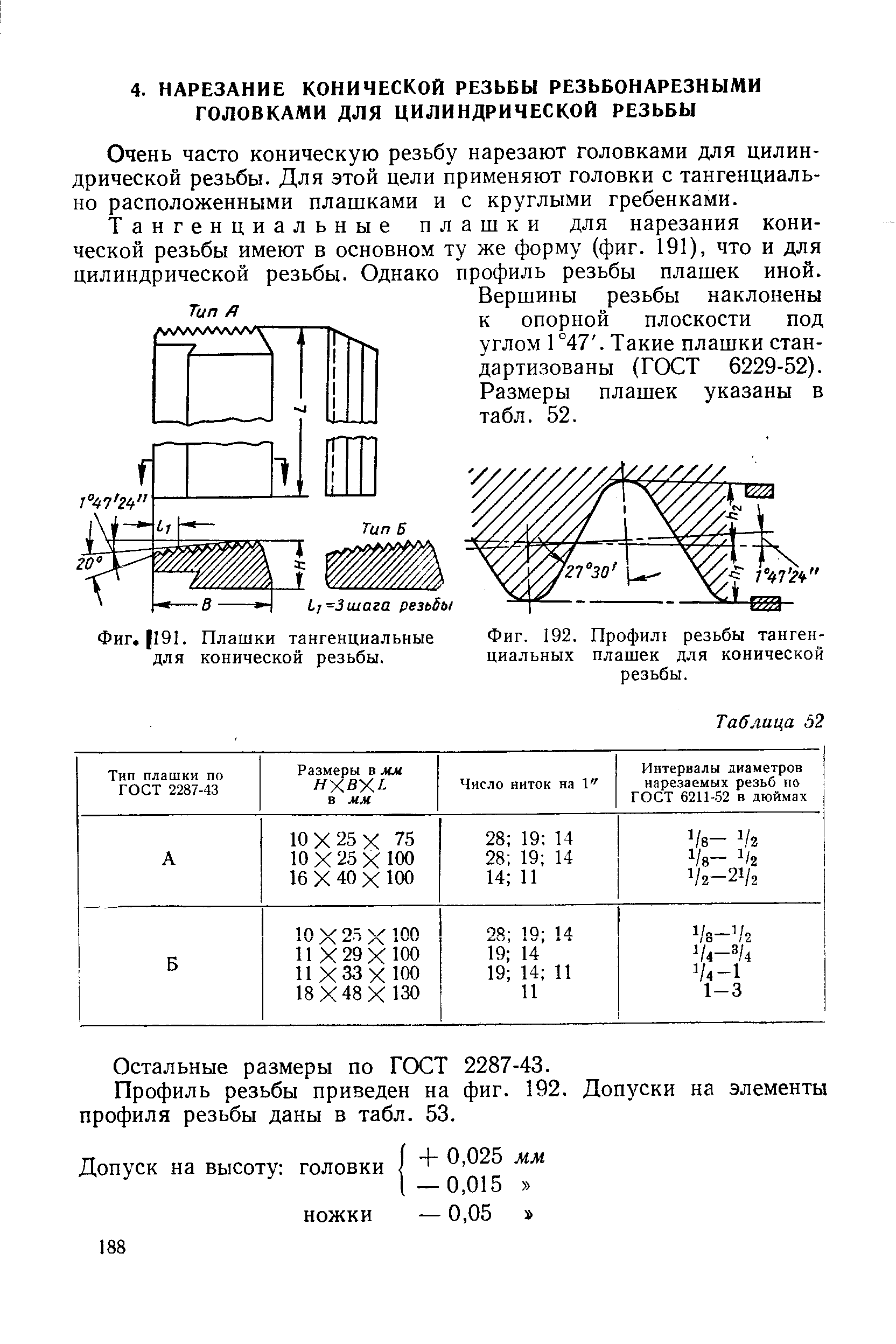
- Коническая. Она изготовляется также, как предыдущий вид, но закручивание производится на глубину 0,8 мм.
- Дюймовая. На сегодняшний день нет нормативного документа, в котором указывались бы размеры резьбы. Дюймовая резьба применяется при ремонте различного оборудования. Как правило, это старые приборы и устройства. Основными ее показателями являются наружный диметр и шаг.
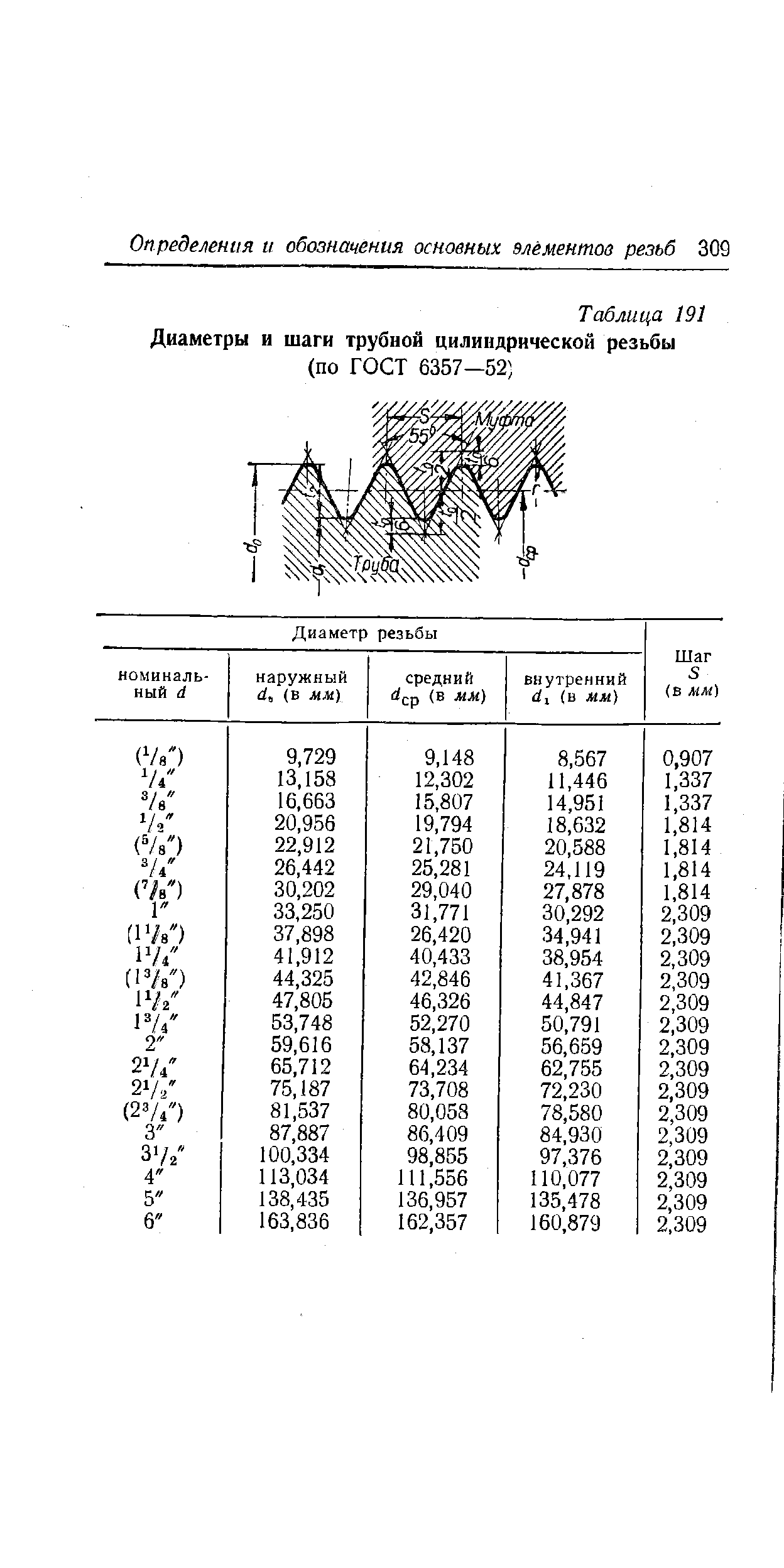
- Трубная цилиндрическая. Данный вид представляет собой равнобедренный треугольник, верхний угол которого равен 55°. Такая внутренняя резьба применяется для соединения трубопроводов, а также деталей, выполненных из тонколистового материала. Она рекомендуется в том случае, когда предъявляются особые требования к герметичности соединения.
- Трубная коническая. Внутренняя резьба должна соответствовать всем требованиям нормативных документов. Размеры полностью стандартизованы. Ее применяют для присоединения различных видов трубопроводов.
- Упорная. Такой вид представляет собой неравнобокую трапецию, где одна из сторон наклонена на 3°, а другая – на 30°. Первая сторона является рабочей. Форма профиля, а также диаметр шагов определяются нормативными документами. В соответствии с ними резьба выполняется диаметром от 10 до 600 мм, при этом максимальное значение шага равно 24 мм. Они используются там, где требуются повышенные удерживающие усилия.
- Круглая. Профиль резьбы представляет собой различные дуги, связанные между собой прямыми линиями. Угол профиля равен 30°. Данный вид резьбы применяют для тех соединений, на которые воздействуют агрессивные среды.
- Прямоугольная. Она не закреплена никакими нормативными документами. Ее главным преимуществом является высокий КПД. По сравнению с трапецеидальным видом она мене прочна, а также вызывает множество непонятных моментов при ее производстве. Основное место применения – домкраты и различные виды винтов.
- Трапецеидальная. Имеет форму равнобокой трапеции с углом профиля 30°. Трапецеидальная резьба, размеры которой закреплены в документации, применяется для соединения различных элементов производственного оборудования.
Нарезка в несколько заходов
Резьбу обычно изготавливают в несколько заходов, используя метчики с разной полнотой профиля. Основная трудность заключается в стартовом, задающем проходе. Он выполняется метчиком с одной тонкой канавкой на хвостовике. Инструмент нужно свободно ввести в отверстие и, придавив его с небольшим усилием, провернуть на пару оборотов. При этом кредитной картой контролируется перпендикулярность введения, небольшие отклонения в 5–7° вполне допустимы.
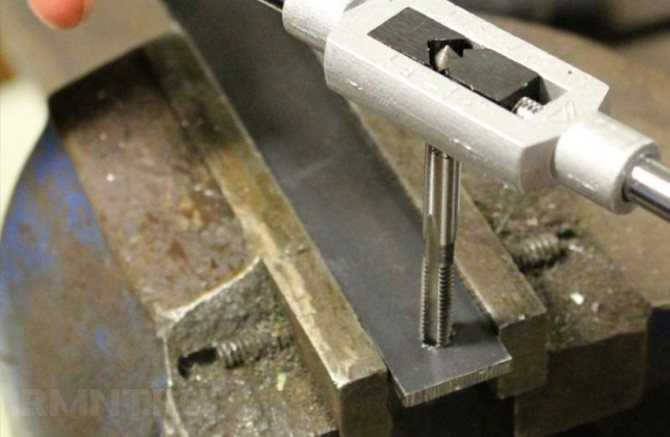
За 5–6 витков в отверстие полностью вводится заходная часть и метчик уверенно становится на ход. Теперь инструмент нужно поворачивать без прижимного усилия. Будет ошибкой исправлять на этом этапе незначительные отклонения от перпендикулярности — метчик в этом не виноват, он идет строго по отверстию. После каждых 1,5–2 витков подачи нужно выкручивать инструмент на пол-оборота.

После стартового прохода, когда профиль резьбы готов на 50–60%, следует сформировать его средним (#2) и чистовым (#3) метчиками c соответствующим количеством канавок на хвостовике
Тут важно лишь проконтролировать правильность захода метчика на уже имеющуюся резьбу, остальное — дело техники
Особенностей работы с плашкой практически никаких нет, наибольшую сложность составляет работа на заходной части. Она у плашки короткая, всего 2,5–2 витка, поэтому рекомендуется удерживать инструмент обеими руками.

О методике изготовления самотормозящего резьбового соединения
Известно, что существующая резьба и резьбовые соединения изготавливаются при помощи специально разработанных и стандартизированных инструментов. Часто это требует соответствующего оборудования и осуществляется по существующей методике нарезания. Но известные методики и способы изготовления стандартизированной резьбы не могут быть использованы для специальной, разработанной и внедренной в производство самотормозящей резьбы. Проблема в том, что в этом случае она нарезается конической в конце болта со специальным профилем. Причем витки имеют переменную высоту, но диаметры болта остаются постоянными.

Сечение винтовой нарезки имеет три характерные части, то есть треугольник у вершины и две трапеции в ее середине и основе. Показатели прочности и момент трения в резьбе выгодно отличаются от подобных параметров стандартной резьбы. В мире также разработано специальное прочное резьбовое соединение труб, которое уже получило положительные отзывы. Основным результатом изобретения является удачное решение поставленной задачи изменением профиля.
Самотормозящий фиксатор резьбовых соединений подобного прототипа состоит из стержня и гайки с нарезками. Нарезной конец болта имеет также коническую поверхность, на которой сделана резьба так, что ее диаметры по всей длине нарезки также постоянны. Вершины профиля одной составляющей нарезного соединения выполнены в форме сегментов с одинаковым радиусом дуг. Закругления впадин второго элемента соединения выполнены тем же самым радиусом, что и вершины витков болта. Центры дуг сегментов стержня находятся на линии, которая является параллельной образующей конуса наружной поверхности стержня. Выполнение вершин профиля гайки или стержня болта в соответствии с приведенными параметрами с указанной геометрией впадин стержня или гайки позволяет получить прочный фиксатор резьбовых соединений, обеспечить надежное стопорение гайки без применения дополнительных стопорных деталей, повышать конструктивные и эксплуатационные характеристики соединения и уменьшать его металлоемкость.
Виды резьбы по металлу. Заключительная часть.
Сегодня мы с вами разобрались, что такое резьба и какие основные виды резьбы по металлу существуют на сегодняшний день. Как обычно для моих читателей я сделал подборку из двух программ для расчета размеров резьбы. И так две программы:
p, blockquote 24,0,0,0,0 –>
Программа для расчета размеров резьбы валов и отверстий.
p, blockquote 25,0,0,0,0 –>
p, blockquote 26,0,0,0,0 –>
Выбираете параметры резьбы, внутренняя или наружная, точность нажимаете на кнопочку «Показать результаты» и опа! В зеленой рамочке видим интересующие нас размеры.
p, blockquote 27,0,0,1,0 –>
Программа для расчета резьбы крюка. Выполнена в файле xsl.










p, blockquote 28,0,0,0,0 –>
p, blockquote 29,0,0,0,0 –>
Вводим значения в красной рамке и автоматически настроенные формулы завершают наши расчеты. Остается только перенести полученные данные на чертеж.
p, blockquote 30,0,0,0,0 –>
И как вводится можете их скачать совершенно бесплатно лишь поделившись этой статьей со своими друзьями .
p, blockquote 31,0,0,0,0 –>
Программы для расчета размеров резьбы валов, отверстий и др.
p, blockquote 32,0,0,0,0 –>
p, blockquote 34,0,0,0,0 –>
А я на этом заканчиваю. Пойду детей спать укладывать . А вам всего хорошего.
p, blockquote 35,0,0,0,0 –> p, blockquote 36,0,0,0,1 –>
Работа плашкой
Плашки применяются для обработки наружной цилиндрической поверхности. Среди особенностей ее применения можно отметить следующие моменты:
Заготовка закрепляется в тисках. Во время работы она должна находится в неподвижном состоянии.
Перед применением инструмента режущая кромка и обрабатываемая поверхность смазываются маслом.
Как правило, на торцевой поверхности создается небольшая фаска
Она упрощает процесс навинчивания плашки на обрабатываемую поверхность.
Во время работы нужно уделить внимание тому, чтобы плашка не смещалась. Из-за этого резьба может нарезаться неравномерно, ход плашки становится более тяжелым.
На 2-3 витка по ходу резьбы делается один оборот в обратном направлении
Подобным образом обеспечивается удаление стружки с зоны обработки, повышается качество получаемой поверхности.
Работа плашкой
После завершения работы проверяется качество рабочей поверхности. Для этого достаточно накрутить гайку, у которой должен быть свободный ход.
Резчицкие ножи
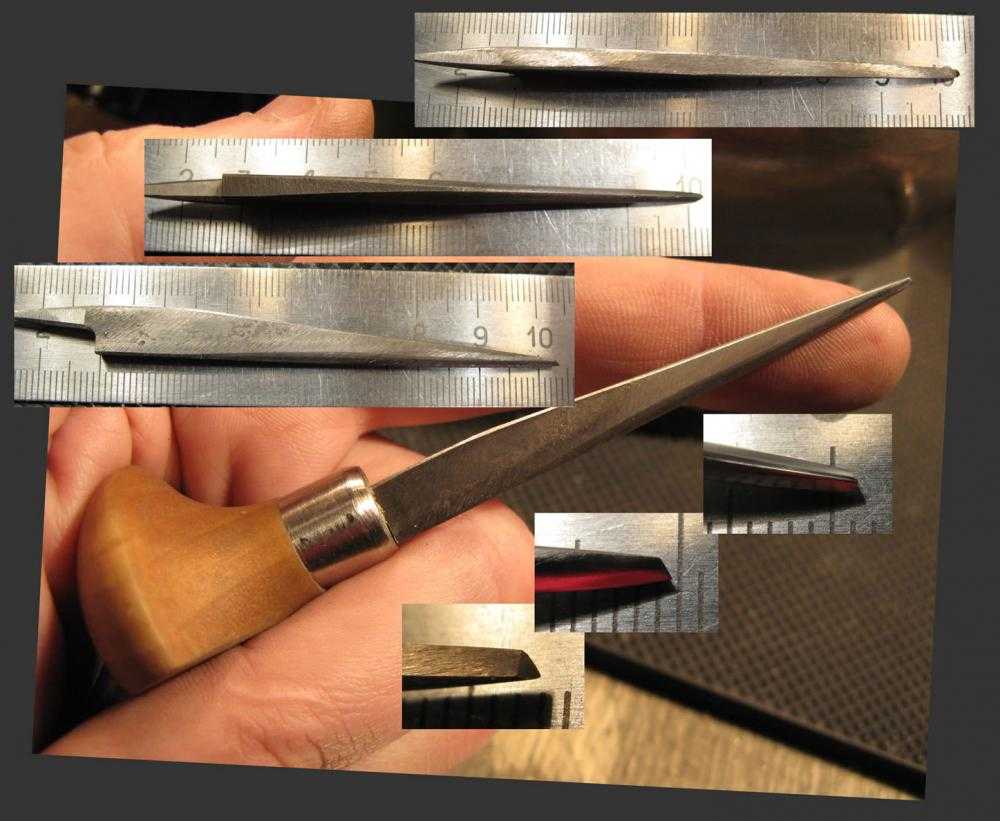
Исходный металл – старые опасные бритвы, полотна по металлу для мехпил, отрезные диски-фрезы. Если заготовки небольшого размера, то вырезать форму можно на заточном станке. Из крупных заготовок начальную форму можно вырезать бормашиной с мини-отрезными дисками или болгаркой с отрезными дисками по металлу.
На фото ниже – несколько моих самодельных резцов. Исходные материалы: старый напильник, метчик, дисковая фреза, поломанная стамеска. Рукоятка моего любимого мини-ножа инкрустирована декоративной вставкой из бивня мамонта.
Самодельные резцы Олега Смирнова
Важно: не забывайте непрерывно охлаждать водой металл во время резки. Рукоятку можно сделать из двух деревянных планок, вырезав паз под хвостовик лезвия и посадив его на эпоксидный клей
Второй вариант: просверлить в рукоятке посадочное отверстие под хвостовик, а затем залить сборку эпоксидкой.
Рукоятку можно сделать из двух деревянных планок, вырезав паз под хвостовик лезвия и посадив его на эпоксидный клей. Второй вариант: просверлить в рукоятке посадочное отверстие под хвостовик, а затем залить сборку эпоксидкой.
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер
|
Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. | |
| Торсионный станок
|
Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. |


Читать также: Как правильно пользоваться сварочным инвертором

Классификация, расшифровка и схемы нарезных резьб на токарном станке
Нарезание резьбы на токарном станке – альтернатива применению специализированного оборудования. Классификация, схемы, инструменты, расшифровка, материалы.
Нарезание резьбы на универсальном токарном станке распространенная операция, особо в ремонтных подразделениях. Наличие ходового винта, большой диапазон подач позволяют перекрывать основные потребности без переналадок и специального инструмента – достаточно нескольких резьбовых резцов. Возможность механизированного нарезания ручными, машинными метчиками, лерками – упрощает настройку, ускоряет процесс при сохранении приемлемого качества крепежа.









Виды резьбы по дереву
Для общего ознакомления расскажу об основных видах резьбы по дереву. Надо отдать должное Ринату Зуфаровичу – с учениками они применяют практически все виды от самых простых до самых сложных.
1. Плосковыемчатая резьба. В школьной мастерской чаще используется геометрический вид такой резьбы. Выполняется она с помощью клинорезных выемок по контуру геометрических фигур – треугольников, квадратов и т.д. Уникальный узор образуется за счет разницы в глубине, размерах, количестве граней в каждой выемке.
Шкатулка. Работа ученика 11 класса. Липа, морилка, лак.
2. Плоскорельефная резьба. Часто новички начинают с нее. Чтобы создать узор, нужно удалить лишнюю часть дерева вокруг контура. Выборку можно делать равномерной по глубине – тогда высота рисунка будет одинаковой по всей поверхности. Но можно поэкспериментировать с разной глубиной выборки. Сюда же относится и заоваленная резьба. По названию понятно, что здесь нет острых краев и граней, так как они везде скругляются.
Герб республики Башкортостан. Работа ученика 10 класса.
3. Рельефная резьба. Здесь практически нет плоских поверхностей. Выделяют барельефную, горельефную и резьбу “татьянка”. Первые два более сложны в техническом плане. А «татьянка» подразумевает полное заполнение поверхности рисунком в виде плетеного кружева. Обычно для нее выбирают растительный орнамент, где элементы плавно перетекают друг в друга.
Ларец. Работа ученика 9 класса. Липа, морилка, лак.
4. Скульптурная резьба. Название говорит само за себя. Берется кусок дерева и вырезается объемная фигура, при этом фон полностью убирается.
Оленёнок. Работа ученика 9 класса. Липа, лак.
5. Прорезная резьба. Часто используется при изготовлении мебели или других элементов интерьера. Фон частично вырезается, при этом формируется цельный узор.
Картина “Старец”в смешанной технике. Работа ученика 9 класса. Липа, морилка, лак.
На самом деле, вариантов классификации видов резьбы по разным признакам много. В школьной мастерской используются в основном перечисленные техники в различной комбинации. Материалом может служить массив дерева практически любой породы: от яблони до кедра. Школьникам предоставляется липа (она мягкая и более доступная в нашей полосе). Те, кто младше (5 классы), вырезают на фанере.
К сожалению, финансирование на это дело выделяется очень скудное или вообще не выделяется. Основы шкатулок Ринат Зуфарович изготавливает сам. Из фанеры корпуса могут делать и ученики. Материалы трудовик находит также самостоятельно через свои связи. Единственное, в школе есть оборудование — станки разных видов, на которых изготавливаются заготовки, а затем склеиваются. Но и они уже отрабатывают постепенно свой срок, списываются, а новые не поставляются, что, конечно, очень печально.
А вот и обещанный мастер класс.
Применение резьбы UNF
Цилиндрическая дюймовая резьба, к которой относятся UNF и BSW обладают мелким шагом. Поэтому они применяются для различных крепёжных конструкций, к которым предъявляются повышенные требования соединений. Такая резьба с мелким шагом применяется в двух видах соединений:
- высокопрочных;
- регулировочных.
Обладая дюймовой резьбой размером в одну четверть и полтора дюйма (по американскому стандарту), она применяется в следующих агрегатах и конструкциях:
- различных видах трубных соединений (дюймовых, калиброванных, сантехнических, газовых);
- гидравлических конструкциях (фитинги, краны переходники);
- резьбовых адаптерах;
- накидные гайки;
- болты и гайки крепления конструкций различных агрегатов.
Универсальность и обеспечение хорошей надёжности позволяет применять американскую конструкцию в машиностроении и при производстве станков, оборудования и инструментов.