
Способ горячего волочения серебрянки из быстрорежущей стали марок р-18 и р-9
Класс 7b, 3Ä ссс
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Подписная группа К Л
Г. Д. Кругликов, Д. Ф. Савельев, А. М. Свистунов, М. А. Горбатов и П. И. Любшин
СПОСОБ ГОРЯЧЕГО ВОЛОЧЕНИЯ СЕРЕБРЯНКИ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ МАРОК Р-1Я и Р-9
Заявлено !8 апреля !960 г. за № 663669/22 в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликовано в «Бюллетене изобретений» ¹ за )962 г.
Известные способы производства серебрянки из быстрорежущей стали марок P-18 и P-9 связаны с большими производственными трудностями, обусловленными необходимостью после каждого волочепия производить карбидный отжиг.
Помимо технологической трудности указанный отжиг продолжительностью от 7,5 до 525 час приводит к ухудшению качества металла вследствие обезуглероживания и значительной коагуляции карбидной фазы.
Кроме того, в процессе волочения происходит частый обрыв проволоки.
Предлагаемый способ горячего волочения ликвидирует отмеченные недостатки производства серебрянки из быстрорежущей стали марок
P-18 и P-9.
Отличительным признаком предлагаемого способа является то, что волочение производят в горячем состоянии — пластичной области при температуре 650 — 700 в расплаве солей, рубашка которых активно адсорбирует смазку состава — 80 /О графита марки С=1+-20 /О тертого парафина. При этом расплав солей при температуре не ниже 650 может обеспечивать прочное покрытие сплошным ровным слоем поверхности металла.
Благодаря нагреву увеличивается пластические свойства металла, что позволяет производить 2 — 3 волочения проволоки без промежуто !ных подогревов и подготовки поверхности, Сокращается время нагрева и расход металла за счет угара при термической обработке и травлении.
Предлагаемый способ производства серебрянки из быстрорежугцей стали марок P-18 и P-9 заключается в следующем. № 143772
Предмет изобретения
1. Способ горячего волочения серебрянки из быстрорежущей стали марок P-18 и P-9, отличающийся тем, что, с целью сокращения трудоемкости и улучшения качества, волоч@тие производят в горячем состоянии — пластичной области;, при температуре нагрева
650 — 700 в расплаве солей, «рубашка» которых активно адсоооирует смазку (состава 80% графит марки С=1+20% тертый парафин) и обеспечивает высокие скорости волочения, не менее 150 л1/лашн с увеличенными частными деформациями.
2. Способ по п. 1, отличающийся тем, что, расплав солей только при температуре не ниже 650″ и полном иатреве металла обеспечивает прочное покрытие сплошным ровным слоем поверхности металла.
Гоставитель описания Нохов
Корректор М. И. Козлова
Техрсд А. Л. Резник
Редактор Б. В, Гурчев
Формат бум..70+108>/, Тираж 550
ЦБТ11 при Комитете по делам изобретений и открытий при Совете Министров СССР
Москва, Центр, М. Черкасский пер., д. 2/6.
Объем 0,18 изд. л.
Цена 4 коп.
Иодп, к печ. 23.1-62 г
За к 310
Типография ЦБТИ Комитета по делам изобретений и открытий при Совете Министров ГССР, Москва, Петровка, 14.
Катанка диаметром 7,0 ми подвергается полному отжигу. Отожжеш ая катанка контролируется и поступает на волочение. Перед волочснием катанка подвергается ломке окалины и нагреву в соляном расплаве следующего состава: 45% NaCI+45% КС1+10% МазСОз при температуре 650 — 700 . Время;выдержки 3 — 7 л1ин (до прогрева). Волочение при температуре 660 †700 производится по маршруту: из 7,0—
6,2-5,4 — 4,7 — 4,1 — 3,7 — 3,2 2,8 — 2,5 — 2,2 — 2,0 — 1,85 — 1,65 — 1,5 — 1,35—
1,22 — 1,1 — 1,0 — 0,9 — 0,8.
Повторные нагревы в соляном расплаве производятся после падения температуры металла ниже 500 независимо от числа волочения.
Выходные размеры подвергаются карбидному отжигу, травлению и известкованию.
Правка и резка на прутки на правильно-отрезных станках производится с подогревом в соляном расплаве для размеров проволоки до
3 лгл1.
Основные этапы процесса
К конечному продукту, получаемому волочением, предъявляются определенные требования, которые указываются в технологических характеристиках. Заготовка проходит определенные этапы, которые влияют на конечный результат. Они следующие:
- отжиг заготовки для получения мелкозернистой структуры и повышения пластичных свойств;
- удаление с поверхности заготовки окалины;
- промывка заготовки после травления в растворе серной кислоты;
- нанесение специального слоя, состав которого зависит от материала заготовки;
- волочение на стане;
- устранение наклепа;
- доработка полученной продукции (обрезка на необходимую длину, отделка концов).
Виды обработки
Обрабатываемый давлением металл в зависимости от используемой технологии подвергается:
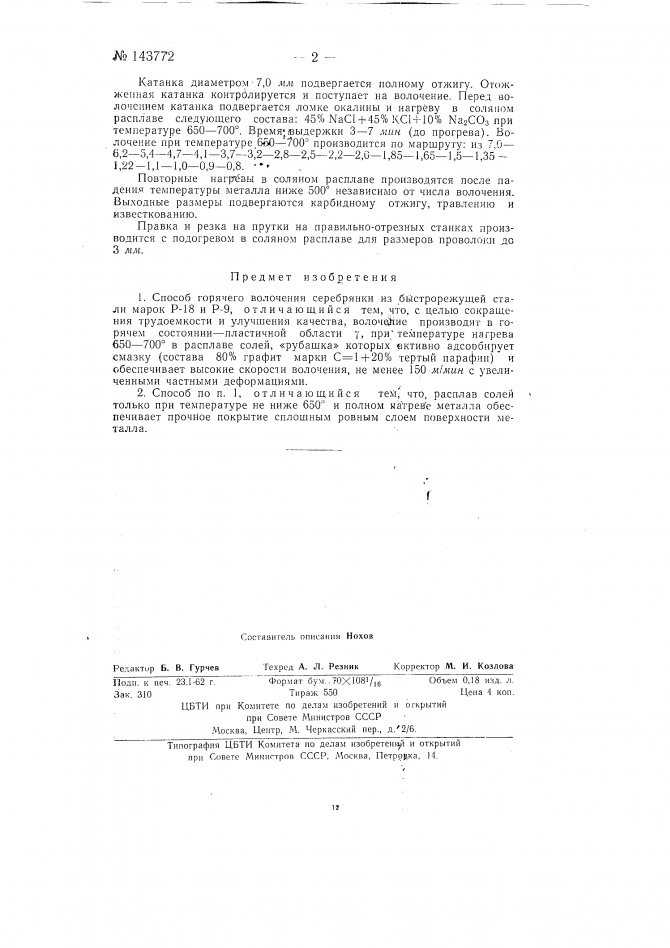
- прокатке;
- ковке;
- прессованию;
- волочению;
- объемному штампованию;
- листовому штампованию;
- обработке, выполняемой комбинированными способами.
Основные виды обработки металла давлением
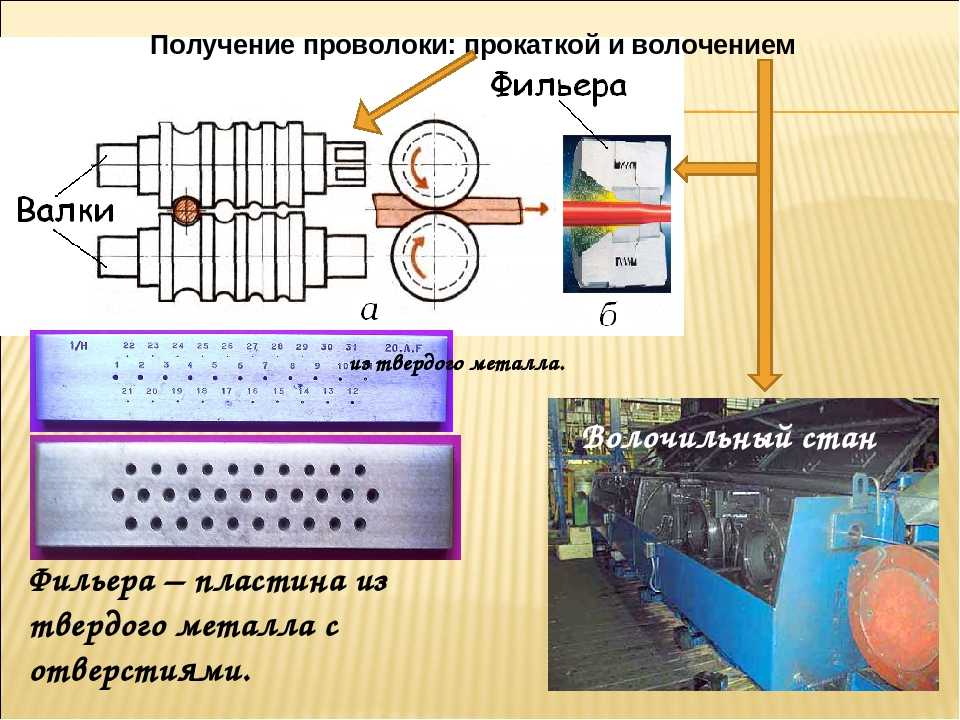
Прокатка
Прокатка – это обработка давлением заготовок из металла, в ходе которой на них воздействуют прокатные валки. Целью такой операции, для выполнения которой необходимо использование специализированного оборудования, является не только уменьшение геометрических параметров поперечного сечения металлической детали, но и придание ей требуемой конфигурации.
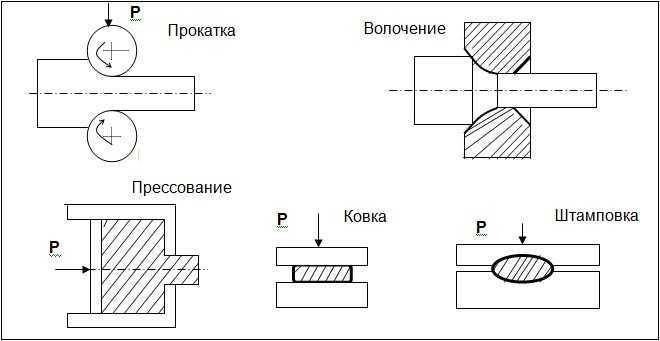
Виды прокатных валков
На сегодняшний день прокатку металла выполняют по трем технологиям, для практической реализации которых необходимо соответствующее оборудование.
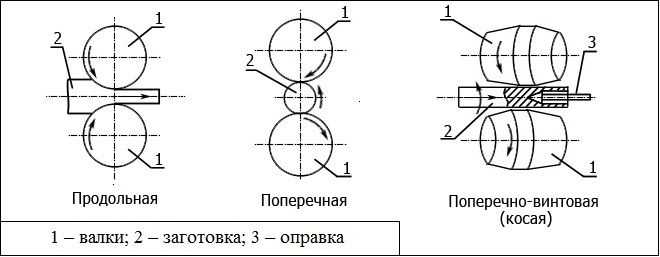
Продольная
Это прокатка, являющаяся одним из самых популярных методов обработки по данной технологии. Сущность такого способа обработки металла давлением заключается в том, что заготовка, проходящая между двумя валками, вращающимися в противоположные стороны, обжимается до толщины, соответствующей зазору между этими рабочими элементами.









Поперечная
По такой технологии обрабатывают давлением металлические тела вращения: шары, цилиндры и др. Выполнение обработки данного типа не предполагает, что заготовка совершает поступательное движение.
Поперечно-винтовая
Это технология, которая представляет собой нечто промежуточное между продольной и поперечной прокаткой. С ее помощью преимущественно обрабатываются полые металлические заготовки.
Виды прокатки металла
Ковка
Такая технологическая операция, как ковка, относится к высокотемпературным методам обработки давлением. Перед началом ковки металлическую деталь подвергают нагреву, величина которого зависит от марки металла, из которого она изготовлена.
Обрабатывать металл ковкой можно по нескольким методикам, к которым относятся:
- ковка, выполняемая на пневматическом, гидравлическом и паровоздушном оборудовании;
- штамповка;
- ковка, выполняемая вручную.
При машинной и ручной ковке, которую часто называют свободной, деталь, находясь в зоне обработки, ничем не ограничена и может принимать любое пространственное положение.

Ручная ковка используется в кузнечных мастерских при изготовлении небольшого количества изделий
Машины и технология обработки металлов давлением по методу штамповки предполагают, что заготовка предварительно помещается в матрицу штампа, которая препятствует ее свободному перемещению. В результате деталь принимает именно ту форму, которую имеет полость матрицы штампа.
К ковке, относящейся к основным видам обработки металлов давлением, обращаются преимущественно в единичном и мелкосерийном производстве. Разогретую деталь при выполнении такой операции располагают между ударными частями молота, которые называются бойками. При этом роль подкладных инструментов могут играть:
- обычный топор:
- обжимки различных типов;
- раскатка.
Прессование
При выполнении такой технологической операции, как прессование, металл вытесняется из полости матрицы через специальное отверстие в ней. При этом усилие, которое необходимо для осуществления такого выдавливания, создается мощным прессом. Прессованию преимущественно подвергают детали, которые изготовлены из металлов, отличающихся высокой хрупкостью. Методом прессования получают изделия с полым или сплошным профилем из сплавов на основе титана, меди, алюминия и магния.
Прессование в зависимости от материала изготовления обрабатываемого изделия может выполняться в холодном или горячем состоянии. Предварительному нагреву перед прессованием не подвергают детали, которые изготовлены из пластичных металлов, таких как чистый алюминий, олово, медь и др. Соответственно, более хрупкие металлы, в химическом составе которых содержится никель, титан и др., подвергаются прессованию только после предварительного нагрева как самой заготовки, так и используемого инструмента.

Установка холодного прессования изделий из листового металла
Прессование, которое может выполняться на оборудовании со сменной матрицей, позволяет изготавливать металлические детали различной формы и размеров. Это могут быть изделия с наружными или внутренними ребрами жесткости, с постоянным или разным в различных частях детали профилем.
Роль метода прессования металла в современной промышленности

Прессование металла представляет собой обработку давлением, во время которой металл выдавливается из замкнутой полости через отверстие в матрице, совпадающее по сечению с прессуемым профилем.
Данный метод получил научное обоснование в 1813 году, после чего начал использоваться преимущественно для изготовления прутков и труб из оловянисто-свинцовых сплавов. В современной промышленности роль исходной заготовки играют слитки или прокат из углеродистых и легированных сталей, цветных металлов и сплавов на их базе (медь, алюминий, магний, титан, цинк, никель, цирконий, уран, торий).
Обработка давлением подразумевает, что изготовление полуфабрикатов и готовых деталей происходит при помощи пластического деформирования заготовки, не требуя снятия стружки. Главные достоинства данного способа состоят в экономичности, производительности и высоком выходе годного продукта. Эта технология позволят изготавливать детали различных форм, чьи размеры варьируются от миллиметра до нескольких метров.
Прессование металла позволяет добиться двух ключевых целей:
- Получить предмет сложной формы из простых заготовок.
- Улучшить кристаллическую структуру исходного литого материала, повысив его физико-механические свойства.

Прессование металла применяется при работе с 90 % всей выплавляемой стали и немалыми объемами цветных металлов и их сплавов. Данная технология пластической обработки подходит для операций с заготовками в горячем и даже в холодном состоянии
Во втором случае важно, чтобы материал имел высокую податливость и значительную природную жесткость. Кроме того, эта технология подходит для обработки металлических порошков, неметаллических материалов, таких как пластмассы
Этот современный способ позволяет изготавливать различные профильные заготовки: прутки диаметром 3–250 мм, трубы диаметром 20–400 мм с толщиной стенки 1,5–15 мм, профили сложного сечения сплошные и полые с площадью поперечного сечения до 500 см2.
Среди главных достоинств метода прессования металла стоит назвать такие возможности:
- пластическая обработка с высокими вытяжками даже при работе с малопластичными металлами и сплавами;
- получение изделия практически любого поперечного сечения, что не всегда реально при выборе других технологий обработки;
- получение широкого сортамента изделий при замене матрицы на одном прессовом оборудовании;
- производство изделий, отличающихся высоким качеством поверхности и точностью размеров поперечного сечения – эти показатели нередко превышают принятую точность при пластической обработке другими способами, в том числе при прокатке.

Однако здесь есть и свои недостатки:
- высокий расход материала на единицу изделия, так как при производстве получается большой пресс-остаток;
- заметная неравномерность механических и других свойств по длине и поперечному сечению изделия в некоторых случаях;
- сравнительно высокая стоимость используемого инструмента.
Сегодня в производстве чаще всего используется прессование листового металла. Высокая популярность, которую штамповка завоевала в наше время, связана с развитием таких направлений:
- производство изделий различных геометрических форм и размеров такого качества и точности изготовления, что их можно использовать по прямому назначению без дальнейшей обработки;
- полная механизация и автоматизация производственных процессов за счет использования роторно-конвейерного оборудования, предназначенного для штамповки листового металла;
- серийное производство изделий, имеющих особенно точные геометрические параметры – подобные детали при необходимости можно легко заменить друг на друга.

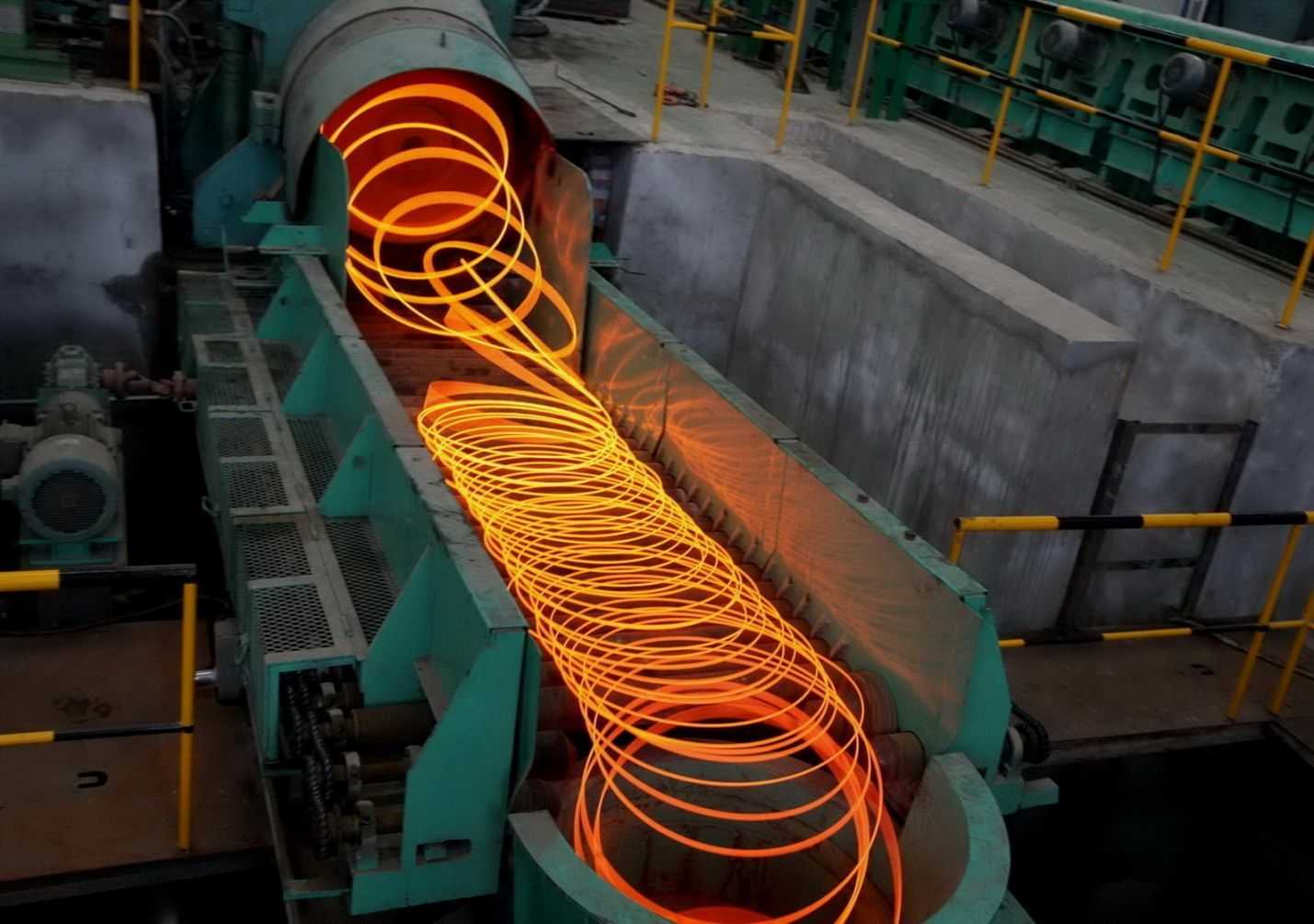
Процессы волочения проволки
Грубое волочение

Грубое волочение начинается на входном диаметре в 8 мм., и с выходным диаметром проволоки от 4.5 мм. до 1 мм. Процессы грубого волочения требуют хорошей смазки, в связи с большим уменьшением диаметра поперечного сечения и деформации. Высокая степень деформации и уменьшения поперечного сечения при грубом волочении, выделяют огромное количество тепла, которое необходимо отводить от волочильного стана, поэтому проводится мокрое волочение проволоки.
Используемая эмульсия для волочения должна иметь большой размер капель, для толстого слоя смазочного материала.
Наши продукты для грубого волочения медной проволоки
Multidraw CU ROD – полусинтетическое с высокой степенью смазывания масло, для грубого волочения, на одножильных и двужильных волочильных станах с возможностью нанесению смазки путём распыления.
Максимальный окончательный диаметр проволоки до 1 мм. Данный продукт специально разработан для процессов грубого волочения.
Продуктом гарантируется высокая температурная стабильность, даже при высоких нагрузках и сложном утонении, также при пиковых температурных нагрузках, продукт не демонстрирует отличную стабильность. Концентрация продукта при использовании должна составлять: 10% – 17%.
Среднее и тонкое волочение
Среднее волочение: От 3.5 мм. до 1.5 мм. – 0.2 мм.
В основном применяются водосмешиваемые эмульсии.
Тонкое волочение: От 2.6 мм. – 1.6 мм. до 0.5 мм. – 0.05 мм.
Используются те же СОЖ для волочения медной проволоки что и при среднем волочении, вплоть до диаметра в 0.1 мм.
Продукты для среднего волочения
Multidraw CU MF – полусинтетическое масло для волочения на многожильных машинах с максимальным конечным поперечным сечением проволоки до 0.07 мм. Продукт был специально разработан для отличной чистоты машины и хорошей смачиваемости проволоки. Может также использоваться при производстве лужённой медной проволоки.
Концентрация для применения: среднее волочение – 4% – 8%, тонкое волочение – 2% – 5%.
Multidraw CU MF E – полусинтетическое волочильное масло для производства как медной так и магнитной проволоки (для трансформаторов и двигателей электромагнитных устройств). С диаметром готово проволоки до 0.07 мм. Продукт демонстрирует отличную чистоту волочильной машины. Гарантируется отличное смазывание даже при низких скоростях волочения и перепадах температур. Никак не влияет на процессы дальнейшего эмалирования. Превосходное качество проволоки, гарантирует отличные качественные характеристики эмалированной проволоки.
Концентрация для применения: среднее волочение – 4% – 10%, тонкое волочение – 2% – 4%.
Multidraw CU SF – полностью синтетическое масло для волочения. Высокая производительность при смазывании. Низкое потребление продукта гарантирует длительный срок использования данного продукта при волочении. Достигается хорошая чистота машины, особенно для никелированной проволоки.
Концентрация для применения: среднее волочение: 4% – 8%, тонкое волочение: 2% – 4%.
Используется на следующих заводах: Nexans (Германия, никелированная медь, гибкие провода для высоких температур (до 280°С)), Wiremet (Польша, никелированная медная проволока).
Cреднее, тонкое, супертонкое и ультратонкое волочение
Multidraw CU SY Spezial/Multidraw CU SY – синтетическое масло для среднего, тонкого и супертонкого волочения. Подходит для использования на многожильных волочильных машинах. Прекрасное смазывание проволоки и чистота машины.







Благодаря синтетическим компонентам, практически полностью нивелируется эффект «прилипания». Продукт может использоваться для волочения олова и никелированной медной проволоки.
Концентрация при применении: среднее волочение: 6% – 10%, тонкое волочение: 2% – 4%, супертонкое волочение: 1% – 2%.
В качестве смазки для супертонкого и ультратонкого волочения с диаметром проволоки от 0.5 мм. до 0.10 мм – 0.01 мм., необходимо применять Multidraw CU SY Spezial/Multidraw CU SY. Материалы которые могут быть обработаны в данных диаметрах поперечных сечений: медь, латунь, никель, серебро, золото.
Продукты гарантируют отличные характеристики при волочении в данных диапазонах, также «прилипание» проволоки на фильеры, волочильные конусы практически полностью исключается. Даже при низких концентрациях продукта (1.5% – 0.5%) стабильная защита от коррозии как на проволоке так и на самом оборудовании, гарантируется.
Способы
Различают следующие варианты обработки:
- Барабанное – проволока, трубы, профили формируются на оборудовании барабанного типа.
- Беззавивочное – предполагает проталкивание детали передним концом вперед. Захватка заранее не изготавливается.
- Безоправочное – внутренние поверхности заготовки не обладают контактом с технологическим инструментом. Зачастую осуществляется в 2 волоки.
- Бухтовое – обработка труб из заготовок, собранных в бухты или же после волочения протянутые трубы сматываются в бухты. Способ предполагает работу как с оправочным, так и безоправочным волочением.
- Гидродинамическое – используются комбинированные волочильные устройства. Достаточно сложный технологический процесс наложил определенные ограничения на использование в широкой промышленности. Используется лишь в исключительных ситуациях.
- Длиннооправочное – пропускание заготовки сквозь волоки, имеющие длинные подвижне недеформируемые оправки, которые впоследствии извлекается.
- Мокрое – предполагает погружение волок в жидкие смазки.
- На деформируемых оправках – протягивание деталей сквозь оборудование с длинными подвижными оправками, которые деформируются формируемой деталью.
- За закрепленных оправках – относится к числу наиболее используемых способов.
- На самоустанавливающихся оправках – обрабатываются внутренние поверхности заготовок незакрепленными самоустанавливающимися оправками, которые удерживаются путем уравновешивания прикладываемых усилий.
- Волочение проволоки – одна из самых древних технологий обрабатывания металлов с помощью давления. Для смазки применяется жидкая смазка или эмульсия.
- Профилировочное – протягивание трубы, имеющей некруглую (фасонную) форму.
- Стержневое – вводится стержень в трубные заготовки для последующего ее протягивания совместно с ним. После прохождения волок стержень извлекается.
- Ультразвуковое – наложение деталь ультразвукового излучение. Способствует снижению сопротивления деформации и коэффициента трения.
- Электропластическое – протягивание труднодеформируемого сплава.

Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.

Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
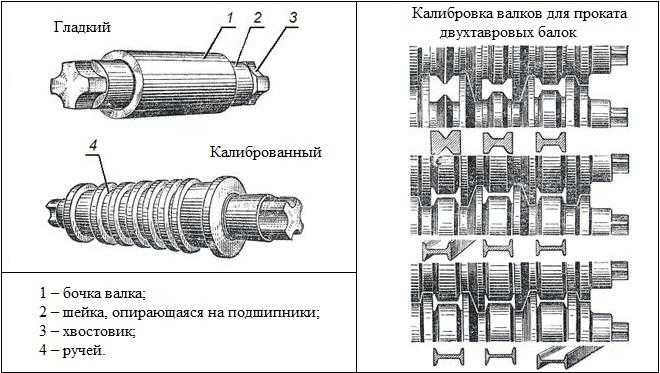
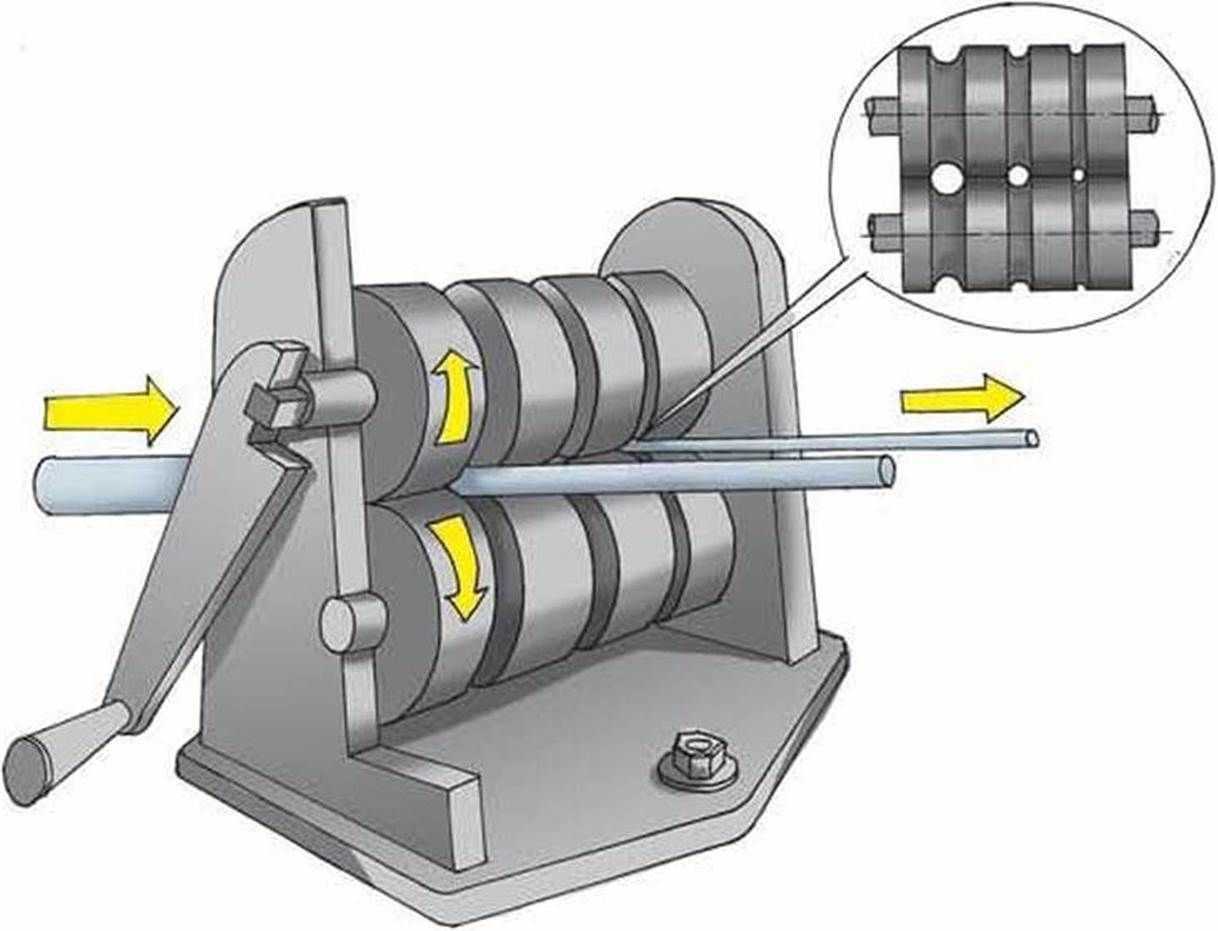
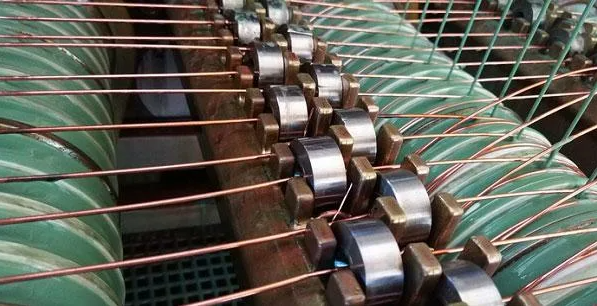
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
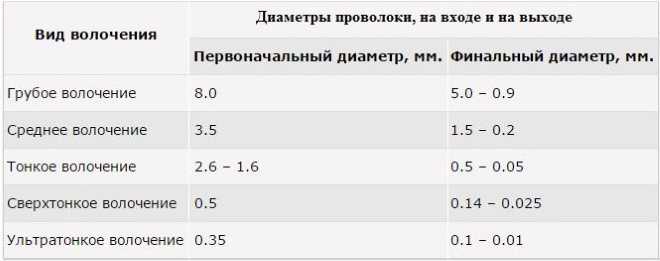
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.

Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Основы процесса обработки давлением металла
Процедура опирается на физические свойства металла безвозвратно изменять свою форму под давлением внешней нагрузки без разрушения. Это основано на механическом свойстве атомов менять свое стабильное состояние на новое при воздействии сил, которые превышают упругость самого металла.
Обработка проводится горячим и холодным способом. При горячем методе температура заготовки выше, чем показатель рекристаллизации.

При холодном методе давление производится при показателях температуры ниже, чем у рекристаллизации.
Применяется несколько процессов воздействия на металл давлением:
- волочение;
- воздействие прессом;
- ковочный процесс;
- прокатный станок;
- объемный вариант штамповки;
- листовой метод;
- комбинированные методы.
Каждый из них отличается многими нюансами.
Прокатка
Для прокатки используется вращательный инструмент — валка. Заготовка втягивается в зазор между валками и приобретает необходимую форму детали. Прокатка имеет несколько разновидностей:
- Продольная: один из самых распространенных методов прокатки.
- Поперечная: заготовка в таком методе не делает поступательных движений.
- Поперечно-винтовая: средний вариант обработки между двумя методами обработки.
Последняя разновидность чаще применяется для изготовления полых заготовок. Прокатка является одним из наиболее широко применяемых методов создания металлических заготовок давлением. При помощи данного процесса получают: балки, рельсы, листы, прутковый материал, трубы.
На производстве несколько валков, соединенных в станину, получается клеть. Всем известный станок проката — это несколько клетей, которые имеют соединения. На прокатных станах используется, и горячий, и холодный метод обработки металла.

В зависимости от готовой продукции, которую выпускает прокатный стан, их делян на: листопрокатные, трубопрокатные, рельсобалочные, а также специальные.
Такие станки подразделяются на то, сколько валков расположено в нем.
Важно знать: Новые и старые способы резки металла
Волочение
В данном метода обработки применяется принудительное пропускание профиля (круглого или фасонного) через фильеру. Ее еще называют волокой. Волока изготавливается из твердых сплавов, а также инструментальной стали и алмазов. Таким образом, изготавливается проволока.
При этом толщина и ширина сечения должны иметь соотношение не больше 20. В таком процессе через несколько фильер протягивается заготовка большого диаметра. Процесс волочения так же разделяется на виды.
- По типу волочения: сухое или мокрое. При мокром волочении используется мыльная эмульсия, а при сухой обработке давлением применяется емкость с мыльным раствором.
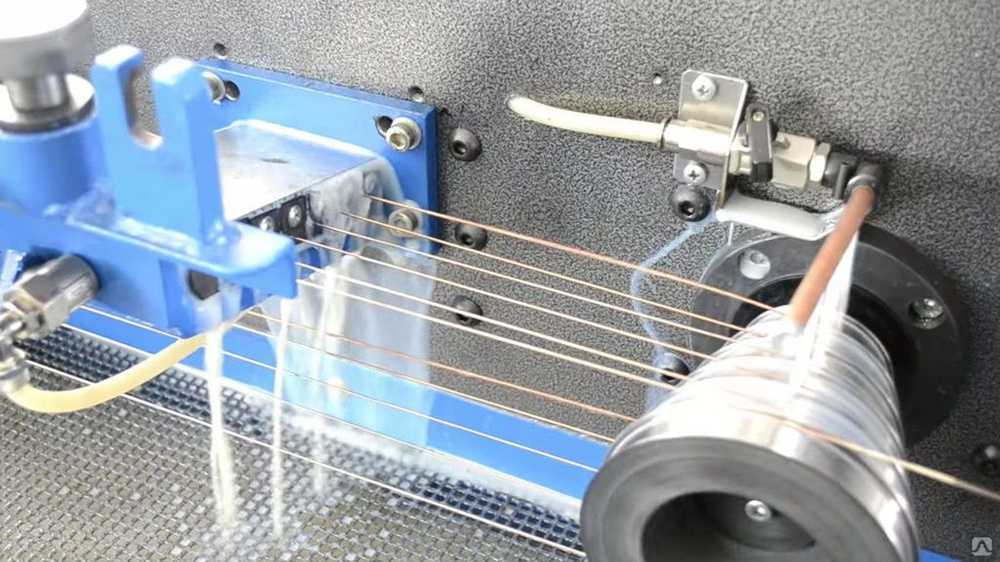
- Много- и однониточное волочение. Многониточное волочение допускает протягивание 8 одновременных заготовок.
- По обработке поверхности: чистовое или черновое. Чистовое волочение используется как оканчивающая процедура, а черновой вариант является заготовительным.
- По температурным показателям: холодный и горячий вариант.
- По числу обработки: однократное или многократное. Считается по количеству протягиваний полосы через станок.
При помощи данной технологической процедуры получается проволока до 8 мм в диаметре. Волочение полых конструкций помогает произвести тонкостенные трубы небольшого диаметра.
См.также: Токарные резцы по металлу
Ответственность
4.1. Волочильщик проволоки 3-го разряда несет ответственность за невыполнение или несвоевременное выполнение возложенных настоящей должностной инструкцией обязанностей и (или) неиспользование предоставленных прав.
4.2. Волочильщик проволоки 3-го разряда несет ответственность за несоблюдение правил внутреннего трудового распорядка, охраны труда, техники безопасности, производственной санитарии и противопожарной защиты.
4.3. Волочильщик проволоки 3-го разряда несет ответственность за разглашение информации об организации (предприятии/учреждении), относящейся к коммерческой тайне.
4.4. Волочильщик проволоки 3-го разряда несет ответственность за неисполнение или ненадлежащее исполнение требований внутренних нормативных документов организации (предприятия/учреждения) и законных распоряжений руководства.






4.5. Волочильщик проволоки 3-го разряда несет ответственность за правонарушения, совершенные в процессе своей деятельности, в пределах, установленных действующим административным, уголовным и гражданским законодательством.
4.6. Волочильщик проволоки 3-го разряда несет ответственность за причинение материального ущерба организации (предприятию/учреждению) в пределах, установленных действующим административным, уголовным и гражданским законодательством.
4.7. Волочильщик проволоки 3-го разряда несет ответственность за неправомерное использование предоставленных служебных полномочий, а также использование их в личных целях.
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.
2 Характеристика видов и методов протягивания металлических полос
Рассматриваемая обработка заготовок давлением делится на несколько типов. Существуют следующие виды выполнения данной операции:
чистовое и черное протягивание: первая из указанных процедур является финишной (полоса получает на выходе запланированные размерные характеристики, форму и показатели качества), вторая, как правило, именуется заготовительной;
много- и однониточное волочение: при многониточном допускается протягивать до восьми заготовок одновременно (обратите внимание на то, что их число всегда четное – 8, 4, 2);
мокрая (посредством использования мыльной эмульсии) и сухая (применяется емкость, наполненная мыльным составом) обработка давлением;
много- и однократное протягивание: учитывается количество переходов (последовательных) волок станка при обработке одной полосы.

Также различают горячее и холодное протягивание. Эти виды обработки полос давлением могут производиться на вращающейся по отношению к своей продольной оси волоке и на неподвижной.
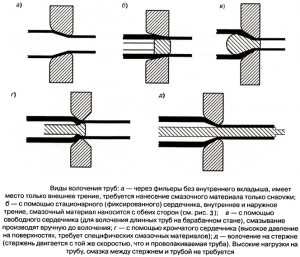
Теперь давайте поговорим о способах волочения металла. Их достаточно много, поэтому каждый вариант будет описан по возможности кратко. Методика безоправочного протягивания подразумевает изготовление из цветных сплавов и металлов, а также сталей трубных изделий. Ее особенность заключается в том, что отсутствует контакт между инструментом и поверхностью (внутренней) обрабатываемой детали.

Как правило, безоправочный способ выполняют на двух волоках. Обжатие труб по сечению происходит на одной, а вторая позволяет произвести центровку заготовки. При такой методике поверхность изделий имеет низкое качество, поэтому его в большинстве случаев используют для снижения диаметра труб, подвергаемых протягиванию.
Более эффективная обработка трубных изделий достигается при применении других способов волочения:
- Длинно- и короткооправочного. Технология предусматривает использование недеформируемой подвижной длинной либо цилиндрической короткой оправки, которую по окончанию процесса вынимают из готовой трубы.
- Бухтового. Оптимальная методика при изготовлении трубных конструкций из латуни и меди, а также алюминия, подразумевающая протягивание смотанной в бухту исходной заготовки. Подобным образом получают трубки с малой толщиной стенок (0,2–3 миллиметра) сечением 1–70 миллиметров. Обязательным условием для осуществления бухтовой схемы является применение олифы (синтетика или натуральная), водных эмульсий, минеральных и растительных масел либо олеиновой кислоты. Без указанных составов процесс не выполняют.
- На самоустанавливающейся, зафиксированной или деформируемой оправке.
- Стержневое. Его схема следующая: в заготовку вводят специальный термически обработанный стержень из твердых марок стали, вместе с ним выполняется протягивание будущей трубы, после волоки стержень удаляют. Этот метод используется для производства капиллярных трубок с очень малым сечением (до одного миллиметра).
- Профилировочное. Такое волочение применяется тогда, когда происходит обработка фасонных труб (то есть тех, которые имеют некруглую форму). Оно гарантирует отличное качество поверхности готовых изделий, точность их геометрических параметров, причем операция характеризуется малой трудоемкостью.
Технология и этапы волочения
Стоит отметить, что с нынешним развитием технологий волочение проволоки на современном оборудовании гарантирует достаточно высокую производительность. А это очень важный момент. Оборудование для волочения проволоки вполне может функционировать на достаточно большой скорости, при этом без каких-либо нарушений. Скорость, которую могут развивать агрегаты, достигает 60 м/с.
Процесс проходит в несколько основных этапов:
- Первая стадия — это травление исходников. Для этого обычно применяется сернокислый раствор, который предварительно нагревается до температуры в 50 градусов по Цельсию. Операция необходима для того, чтобы увеличить срок эксплуатации путем удаления окалин.
- Следующая процедура — это отжиг. Она необходима для того, чтобы увеличить такую характеристику, как пластичность, а также сформировать мелкозернистость.
- Третий этап — это удаление остатков сернокислого раствора. Для этого проводится промывка и нейтрализация вещества.
- При помощи молота концы заготовки заостряются.
- На данном этапе происходит непосредственное волочение стальной проволоки или любой другой.
- Последний этап — это снова отжиг уже готового изделия.

Методы волочения и схемы
Используют разные виды машин. Выбор зависит от того, какой конечный продукт нужно получить. Крупное предприятие располагает целым парком станов.
Для производства изделий ограниченной длины, например калиброванного прутка и труб большого диаметра, используют машины с прямолинейной подачей. Тяговое усилие создает цепной, реечный или винтовой привод.
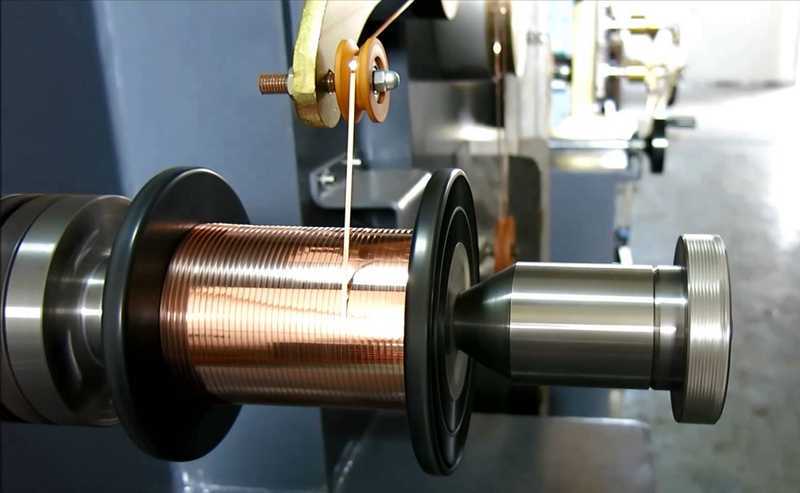
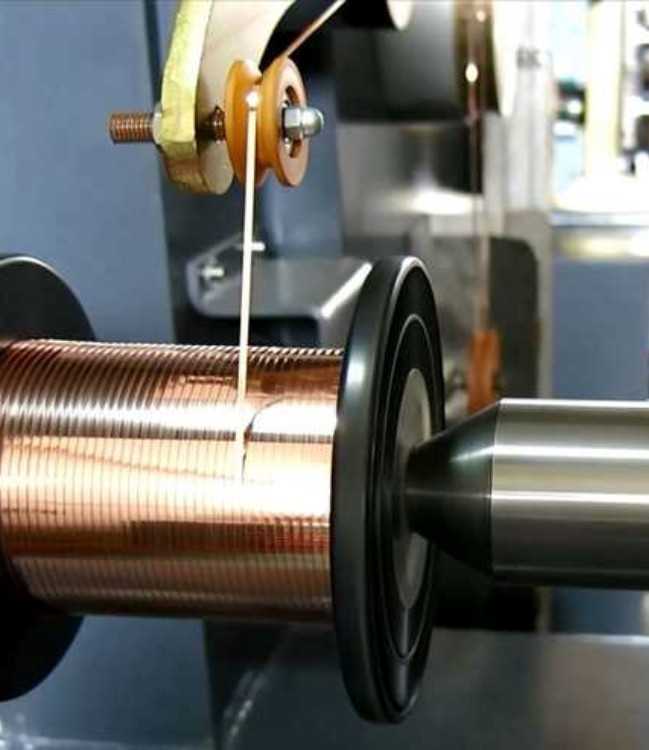
Барабанное
Это вариант для длинномерной продукции – проволоки и др., поставляемой в бухтах. Конечный продукт наматывается на бобину, создающую тяговое усилие. Ее диаметр не превышает 750 мм.

Барабанное волочение наматывает проволоку на бобину.
Барабанное волочение полностью автоматизировано. Обслуживание бобины и укладку заготовок осуществляют подъемники.
Беззабивочное
В этом методе заготовку не вытягивают из фильеры, а проталкивают в нее с другой стороны. В результате удается сократить продолжительность процедуры за счет отказа от операций по подготовке захватки.
Безоправочное
Оправка – это деталь, используемая для выравнивания внутренней поверхности получаемой волочением трубы.
Обработка без этого инструмента производится в 2 этапа:
- первая волока центрует заготовку;
- вторая – обжимает ее.

Безоправочное волочение выравнивает поверхность труб. Недостатки безоправочного волочения:
- низкое качество внутренней поверхности;
- разная толщина стенки.
Для тонких изделий он может играть роль отделочной операции.



