Геометрия зубьев фрезы
Производительность зависит от правильной заточки зубьев. Конфигурации рабочих поверхностей применяются для решения даже самых сложных задач.
Исполнение спиральной фрезы осуществляется с большим и малым наклоном зубьев под заданным углом. Предназначение этого вида инструмента: для проведения черновых и чистовых операций, в том числе переменных шагов.
Угол наклона – это угол, образованный между плоским концом и кромкой стружечной канавки стандартной фрезы.
Значение углов:
- малый не более 35;
- большой 35 и выше.
Отличным вариантом для начальной и финишной обработки являются углом наклона зубьев – 38. Прямоугольные инструменты имеют максимальное значение.
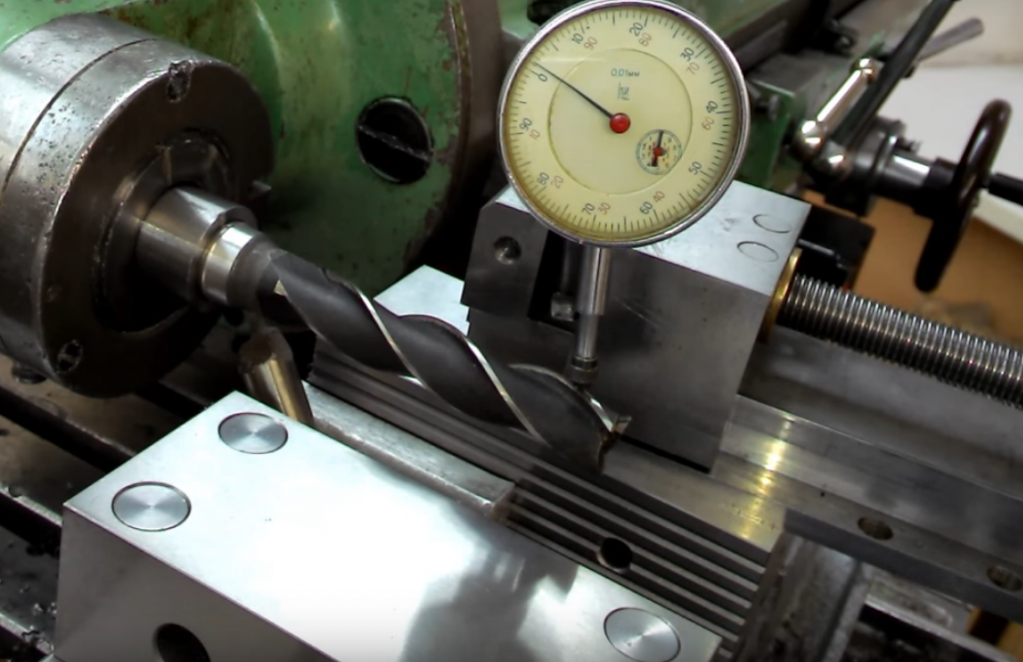
Инструмент с переменным шагом пользуется спросом, вдоль длины производится замер шага спирали.

Вертикальные держатели инструментов
Каждый мастер стремится организовать свое рабочее место так, чтобы инструменты были под рукой. Этому способствуют вертикальные опоры.
Держатель гаечных ключей
- К стене над верстаком крепится деревянная доска. Направляющая вкручивается в заранее установленные дюбели.
- Маленькие гвозди вбиваются в планку с интервалами, равными ширине ручки ключа.
- Ключи висят на рейке.
- Головки гвоздей удерживают ключи горизонтально и вертикально.
Держатель отвёрток
- В дереве размером 40 х 40 мм просверливаются отверстия, соответствующие диаметрам отверток, на расстоянии 30-40 мм друг от друга.
- К стене дюбелями прибивается деревяшка, чтобы отверстия были вертикальными.
- В полученные гнезда вставляются отвертки. Теперь вы можете быстро получить нужный инструмент, не покидая рабочего места.
Пояс для стамесок
- Доска крепится к стене дюбелями.
- Ремень или пояс прибивают к перекладине гвоздями, чтобы получить своего рода сквозные карманы.
- Долота опускаются в карманы, через которые проходят только стальные лезвия. Ручки удерживаются ремнем.
Устройство может удерживать молотки, плоскогубцы, плоскогубцы и другие инструменты.
Самодельная подставка под паяльник
При работе с паяльником возникает ситуация, когда необходимо отложить инструмент в сторону. Ставить паяльник с горячим наконечником на стол или какой-либо предмет всегда рискованно. Самодельная подставка решит эту проблему.
Пример подставки для сварщика
- Держатель изготовлен из проволоки в виде спирали. Для этого разверните крючок из ниток.
- Проволока наматывается на предмет цилиндрической формы диаметром 1,5 — 2 см, подойдет ручка стамески или другого инструмента.
- С одной стороны, пружины оставляют свободный конец проволоки.
- Конец загибаем круглогубцами в петлю.
- Для основы подставки возьмите доску 200 х 100 х 20 мм.
- В основании просверливается сквозное отверстие ø 4 мм.
- На обратной стороне доски большим сверлом просверливается отверстие — под головку шурупа.
- Винт навинчивается снизу вверх.
- На винт надевается пружинное кольцо и гайка затягивается.
- В доске вырезаны кружочки с короной размером с чашку для свечей или подобных изделий.
- Зубило делает выборку дерева по 3 пазам.
- Чашечки вставляются в отверстия, которые заполняются припоем, оловом и салфеткой для очистки наконечника.
- Паяльник вставлен в пружину.
- В плате делается небольшое отверстие для крепления гибкого стального троса от лампы.
- На конце кабеля прикреплен зажим, с помощью которого фиксируются различные детали для сварки.
Дизайн может выглядеть по-разному — все зависит от фантазии и смекалки автора.
Дополнительные приспособления для заточки
Специальные приспособления для заточки обычно устанавливаются на салазки или фиксируются на верхней площадке корпуса точила. В число таких приспособлений входят устройства для фиксации затачиваемого режущего инструмента, а также насадки для следующих операций:
- заточки топоров;
- обработки долот;
- лезвий рубанков;
- ленточной пилы;
- сверл;
- ножниц;
- клиновидного инструмента.
Приспособления помогают жестко фиксировать инструмент. Удержать его в руках и выдержать нужный угол режущей кромки невозможно.
Например, приспособление для заточки ножей представляет собой рамку с направляющими. Нож зажат между 2 упорами. Руки в стороне от круга направляют движение.
Стойка с рамкой для заточки клиновидного инструмента опирается на площадку салазок. Сам инструмент установлен в специальном зажиме и свободно перемещается относительно вращающейся поверхности круга. Рабочий направляет его, удерживая за рукоятки рамку с инструментом.
Дополнительно у каждого точила лежит брусок для полирования круга. С его помощью выравнивается рабочая поверхность абразивного инструмента.
Применяемые абразивные камни
Применяемые для заточки абразивные камни отличаются по размеру зерна и твердости. На алмазных кругах производят заточку твердосплавного инструмента. Для охлаждения используют воду.
Маркировка кругов производится буквами и цифрами. Например, 13А–16А относятся к электрокорундам нормальным. Мягкий, не нагревающийся при работе круг. Цифра означает твердость, буква А – принадлежность к корундам. Самые твердые 43А–45А монокорунды применяются для заточки твердосплавных резцов и шлифовки закаленных деталей.
Карбид кремния обозначается буквой С. Например 53С и 54С относятся к черным карбидам кремния.
Любой инструмент без заточки долго не проработает, даже на кухне хлеб удобно резать острым ножом. Заточный станок и круги следует выбирать по объему работ и типу основного инструмента.
Знаете, как заточить инструмент быстро и качественно? Обязательно напишите об этом в блоге .
Поиск записей с помощью фильтра:
Методы затачивания «деревянных» концевых фрез
Концевые фасонные инструменты для древесины можно точить вручную с помощью тонкого алмазного бруска. Цена выполнения данной операции специалистом тоже невелика.
Работа вручную

Так выглядит алмазный брусок.
- Брусок следует уложить на край верстака. Если фреза имеет глубокую выемку, его надо зафиксировать. Резак следует водить по уже закрепленному наждаку.
- В ходе работы брусок надо охлаждать мыльной либо чистой водой.
- Передняя часть фрезы постепенно стачивается, ее кромка заостряется, а диаметр немного уменьшается.
- Бруски нужно применять разной величины зернистости, исходя из толщины стачиваемого слоя металла и требуемой чистоты поверхности.
- Убедитесь перед работой, что взяли наждак правильной формы.
- Подтачивая каждый зуб, старайтесь сохранять симметрию режущей кромки. Для этого делайте одинаковое число движений и с одним нажимом.
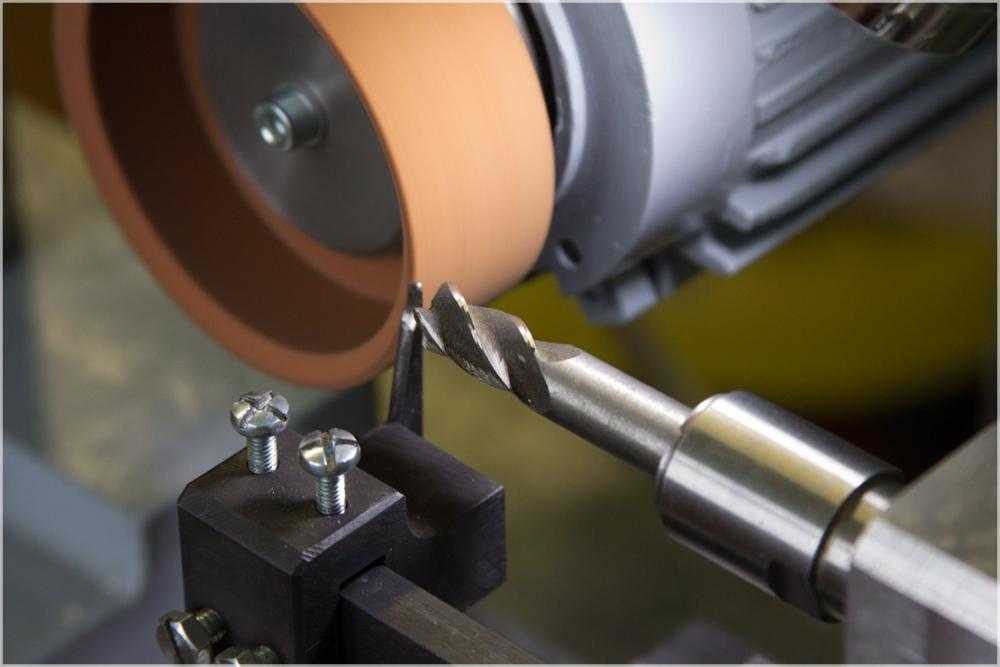
Перед тем, как заточить фрезу по дереву, следует учесть, что сделать это можно и на механическом наждаке. Он должен иметь небольшую скорость вращения и круг соответствующей зернистости и формы.
Точильные круги
Точильный диск из белого электрокорунда.
Исходя из материала фрезы, ее затачивание может осуществляться кругами, сделанными из:
- обычного либо белого электрокорунда;
- эльбора (CBN);
- карбида кремния зеленого;
- стали с алмазной крошкой (PCD).
Электрокорундовые изделия качественно затачивают фрезы по древесине, сделанные из инструментальной либо быстрорежущей стали обычной производительности. Диски эльборовые применяют для резаков из быстрорежущего металла повышенной производительности.
При применении абразивных дисков рекомендуется использовать охлаждение по технологии СОЖ
При затачивании следует принимать во внимание термическую стойкость резака и точильного круга. Выбрав диск с неправильным значением этого параметра, вы рискуете сжечь инструмент либо наждак
Ниже приведена таблица таких величин.
Точило ELITECH CT 600C
Особенности Безопасность Защитные экраны точила ELITECH CT 600C предотвращают попадание искр в глаза оператора. Освещение Точило оборудовано регулируемой лампой подсветки рабочей зоны. Удобство эксплуатации Инструмент оснащен удобной кнопкой включения/выключения. Преимущества Небольшие габариты: 539х335х300 мм.; Емкость для охлаждающей жидкости; Низкий уровень вибрации увеличивает точность работы; Искрогасители; Регулируемые упоры для повышения точности заточки; Металлические втулки для надежной фиксации точильного круга. Сервисные центры Elitech Специально для вашего удобства мы собрали всю необходимую информацию, относящуюся к сервисному обслуживанию инструмента и техники. Здесь вы найдете адреса расположенных в вашем городе лицензированных сервисных центров (населенный пункт определяется автоматически или по вашему выбору).
https://youtube.com/watch?v=wMEsjlx8nPo
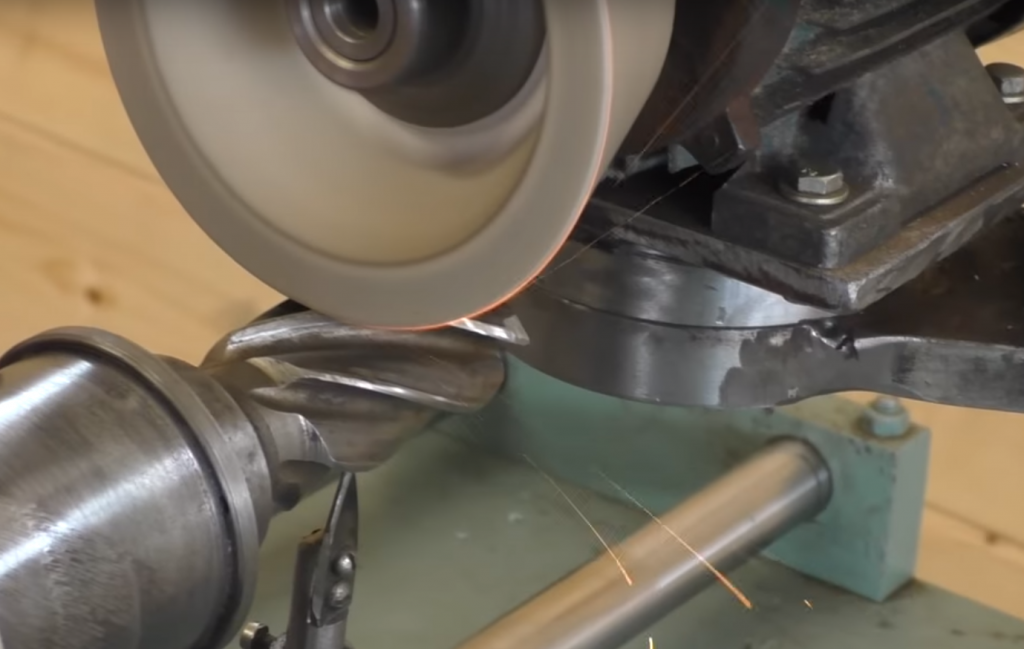
Способ заточки концевых фрез с радиусной режущей кромкой
Изобретение относится к станкострое нию, касается изготовления металлорежущего инструмента и может быть испотьзовано при заточке концевых фрез с painvc ным закруглением режущей кромки Цель изобретения — повышение производитель ности обработки Шлифовальный круг 1 вводят в контакт с задней поверхностью радиусной режущей кромки 2 концевой фре зы 3 Последнюю при этом вращают вокр г собственной оси 4 и качают с УГЛОВОЙ скоростью о вокруг центра качания О расположенного в осевой плоскости фрезы 3 произвольно Одновременно фрезе 3 и центру качания О сообщают дополнительное поступательное перемещение по дуге 5 окружности радиусом R, равным расстоянию межа центром кривизны Q режущей кромки центром качания О При этом скорость W аополнительного постулатепьного лоремеще ния фрезы 3 и центра качания О равна по ве шчине и противопопожна по ч трав лснию линейной скорости 7 качания центра кривизны Q вокрм центра качания О 1т Ј (Л СОЮЗ СОВЕТСКИХ
СОЦИАЛИСТИЧЕСКИХ
РЕСПУБЛИК (51) 5 В 24 В 3/02
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ
ПО ИЗОБРЕТЕНИЯМ И ОТНРЫТИЯМ
ПРИ ГКНТ СССР (21) 4416333/08 (22) 26. 04. 88 (46) 15.02.91. Бюл № (71) Витебское специальное конструкторское бюро зубообрабатывающих, шлифовальных и заточных станков (72) А. М. Зиндер, 1О. А. Каплан, Л. И. Малер, И. И. Малер и М. И. Конорович (53) 621.93.063 (088.8) (56) Заявка Японии № 61- 13943, кл. В 24 В 3/02, 1986. (54) СПОСОБ ЗАТОЧКИ КОНЦЕВЫХ







ФРЕЗ С РАДИУСНОЙ РЕЖУЩЕЙ КРОМКОЙ (57) Изобретение относится к станкостроению, касается изготовления металлорежущего инструмента и может быть использовано при заточке концевых фрез с радихс„„SU„„ 627373 A1
2 ным закруглением режущей кромки. Цель изобретения — повышение производительности обработки. Шли фовальный круг вводят в контакт с задней поверхностью радиусной режущей кромки 2 концевой фрезы 3. Последнюю при этом вращают вокруг собственной оси 4 и качают с угловой скоростью
1627373
Формула изобретения (:книгь T 11 Г ..Х Кр;ð (. Ч
Гi>! >4 4ë«>
Рр 1 K÷;> .3к.i > 3(!
В!111111!11! i» иирг г кнч «н> н > и >рнт(нинч» н> крыл ни и нри ГК11Г (.(.(..l
113(Х35, М. Рн1г>., и. 1 5
1!ри ини»н.чпин>T >и ,, У,к рði í; . 1() l
Изобретение относится к станкостроению, касается изготовления металлорежу-! цего инструмента и может быть использовано при заточке концевых фрез с радиусным закруглением режущей кромки.
Цель изобретения — повышение производительности обработки.
На чертеже схематически показано осуществление предлагаемого способа.
Способ осуществляют следующим образом.
Шлифовальному кругу 1 сообщают вращение и вводят его в соприкосновение с задней поверхностью радиусного закругления радиусом r режущей кромки 2 концевой фрезы 3. Фрезе при этом сообщают вращение вокруг собственной оси 4 и качание с угловой скоростью (н вокруг центра качания О, расположенного в осевой плоскости фрезы 3 произвольно. Одновременно фрезе 3 и центру качания О сообщают дополнительное поступательное перемещение по дуге 5 окружности радиусом R, равным расстоянию между центром кривизны Q радиусной режущей кромки 2 и центром качания О. При этом скорость Я! дополнительного поступательного перемещения концевой фрезы 3 и центра качания О устанавливают равной по величине и противоположной по направленич0 линейной скорости 7 качания центра кривизны Q paдиусной режущей кромки 2 концевой фрезы
3 вокруг центра качания О, лежащего в осевой плоскости фрезы 3.
Использование предлагаемого способа сокращает время подготовки фрезы к заточке за счет отсутствия необходимости совмещения центра качания фрезы в осевой плоскости с центром кривизны радиусной режущей кромки.
Способ заточки концевых фрез с радичсной режущей кромкой, при котором фрезу вращают вокруг собственной оси, качают вокруг расположенного в ее осевой плоскости центра и вводят в контакт со шлифовальным кругом, отличающийся тем, что, с целью повышения производительности обработки, фрезе сообщают дополнительное поступательное перемещение из условия перемещения центра качания по дуге окружности радиусом, равным расстоянию между упомянутым центром и центром кривизны радиусной режущей кромки, при этом скорость дополнительного поступательного перемещения фрезы берут равной по величине и противоположной по направлению линеиной скорости качания центра кривизны радиусной режущей кромки вокруг центра качания.
Разновидности лезвий фрез
От формы профиля режущей кромки (лезвий) фрезы зависит, какая выборка получится в итоге. Различают несколько основных типов.
Пазовые
Назначение соответствует названию – оснастка для выборки пазов. В свою очередь, есть разновидности пазовых фрез.
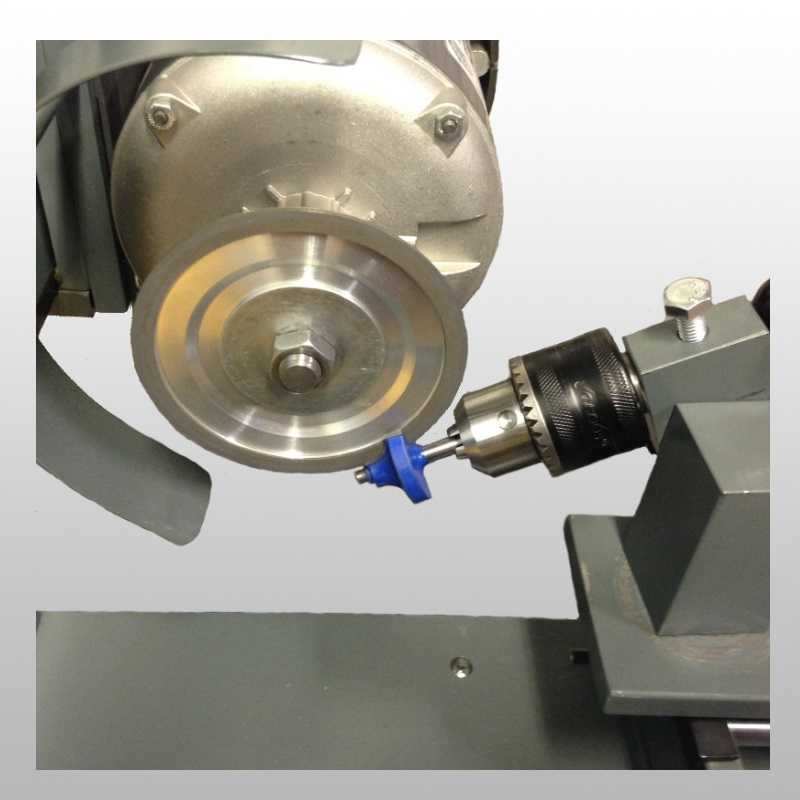
Концевая пазовая
«Концевая» означает, что выборка производится не только боковой, но и конечной частью (нижним торцом) или только конечной частью. Пример на изображении ниже:
Такие фрезы могут быть разного диаметра. Есть варианты с расположенным вверху подшипником для выборки паза (фальца или четверти) сбоку заготовки.
Пазовая конструкционная с боковой режущей кромкой
Такую фрезу можно использовать по-разному. Так, как изображено выше, по полному профилю, или для выборки простого прямого паза сбоку заготовки на нужную глубину, выставленную с помощью параллельного упора.
Галтельные пазовые фрезы делают паз с полукруглой выборкой
Это основная фреза для нанесения декоративных орнаментов, поверхностной резьбы по дереву. С её помощью можно наносить рисунки и узоры как по намеченным линиям, так и с помощью циркуля или лекал.
Также рекомендуем почитать интересную статью про художественную резьбу лобзиком.
Кромочные
Предназначены для обработки боковых кромок. Главное их отличие – наличие шарикоподшипника внизу хвостовика. Это делает работу простой и удобной. Подшипник не дает фрезе заглубиться внутрь и испортить заготовку, крутится по поверхности заготовки, отчего инструмент передвигается легко и плавно.
Кромки обрабатывают самыми разными профилями. Поэтому к фрезам этого типа могут относиться пазовые, фигирейные (профильные), шиповые, фальцевые для отбора четвертей и другие фрезы с подшипниками.
Комбинированные
Комбинированными называются фрезы для соединения «сложный паз/шип». Особенность такого соединения в том, что на соединяемых кромках одна и та же выборка, а не паз и шип, как на вагонке. Посмотреть, как выглядят такие фрезы и соединения, можно на следующем видео:
Также хорошо иллюстрирует возможности такой оснастки это изображение:
Если для соединения паз/шип (по типу вагонки или шпунтованной половой рейки) требуется проход двумя разными профилями (паз и шип), то комбинированная фреза делает совместимое соединение с двух сторон.
Фигирейные
Это крупные фрезы с разным сложным профилем, сочетанием широких полукругов, скругленных пазов и т.д. Результат их работы можно увидеть на филенчатых дверях (ими отбирают филенку) и фигурных плинтусах.






Конечно, погонаж большой протяженности (те же плинтуса), делаются не ручными фрезерами, а мощными фрезеровальными станками. Но небольшие объемы работ – несколько дверей, 10-30 п.м. плинтуса можно сделать и с помощью ручного фрезера мощностью не менее 1,5 кВт. Для прогонки погонажа ручной фрезер иногда закрепляют в столе в перевернутом состоянии (фрезой вверх).
Пример классической фигирейной фрезы именно для ручного фрезера на изображении:
На следующем изображении – более сложная двойная (двустворчатая) фигирейная фреза.
Другие виды
Особая разновидность фрез – сверла Форстнера. По конструкции это фрезы. Но поскольку они выполняют функцию сверла, то есть делают круглые отверстия, их называют как фрезами, так и сверлами. Их функциональное отличие от классических спиральных сверел с конусным наконечником в следующем – они образуют ровное, а не конусное дно не сквозного отверстия
Часто это важно. Например, при посадке круглых элементов мебельного крепления, петель и т.д
На изображении – сверло Форстнера:
Сверла Форстнера выпускаются в большом диапазоне диаметров, от 10 мм до 56 мм, иногда и более, как по отдельности, так и в наборах. Режущий элемент состоит из трех основных частей:
- Подрезные боковые резцы. За счет них края отверстий не рвутся, отверстие сверлится чисто.
- Нижние резцы строго перпендикулярны оси вращения. Потому дно отверстия получается ровным.
- Третий элемент, центрующий пик посередине позволяет точно сориентировать сверло по отметке, при заходе в заготовку оно не прыгает и не смещается.
Твердосплавные резцы с карбидом вольфрама или других металлов позволяют применять такую оснастку и для сверления ДСП, МДФ и прочих материалов с твердыми клеящими смолами, что важно при изготовлении корпусной мебели из таких материалов. К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам
Как правило, для таких фрез используются ножи из более твердых сплавов
К отдельному виду относятся фрезы по мягким металлам, пластику и прочим не деревянным материалам. Как правило, для таких фрез используются ножи из более твердых сплавов.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Преимущества и недостатки твердосплавных фрез для маникюра

К достоинствам твердосплавных головок можно отнести их эффективность при работе с твердыми материалами (гель, гель-лак), а также огрубевшей кожи. Такие фрезы не создают много пыли: благодаря специальным надсечкам они, словно мини-ножи, срезают лишний слой, а не просто спиливают его. Кроме того, они очень экономичны: при интенсивном использовании насадка прослужит четыре месяца и более, а приобрести сменную можно всего за 400–800 рублей. К недостаткам твердосплавных фрез можно отнести их ограниченную функциональность. Металлический инструмент не рекомендуется использовать на нежной коже рук, а также при работе с кутикулой. Натуральные ногти ими тоже лучше не шлифовать. Кроме того, такие насадки сильно нагреваются во время применения и могут причинить дискомфорт клиенту. Поэтому подумайте, так ли сильно они вам нужны, прежде чем покупать твердосплавные фрезы для маникюра оптом.
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.
Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката – касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

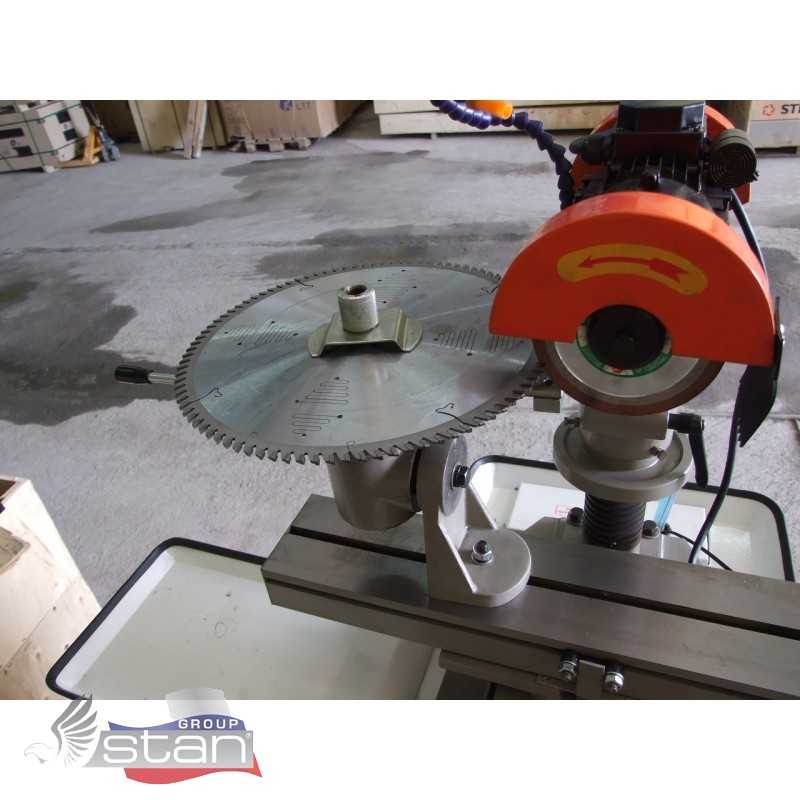
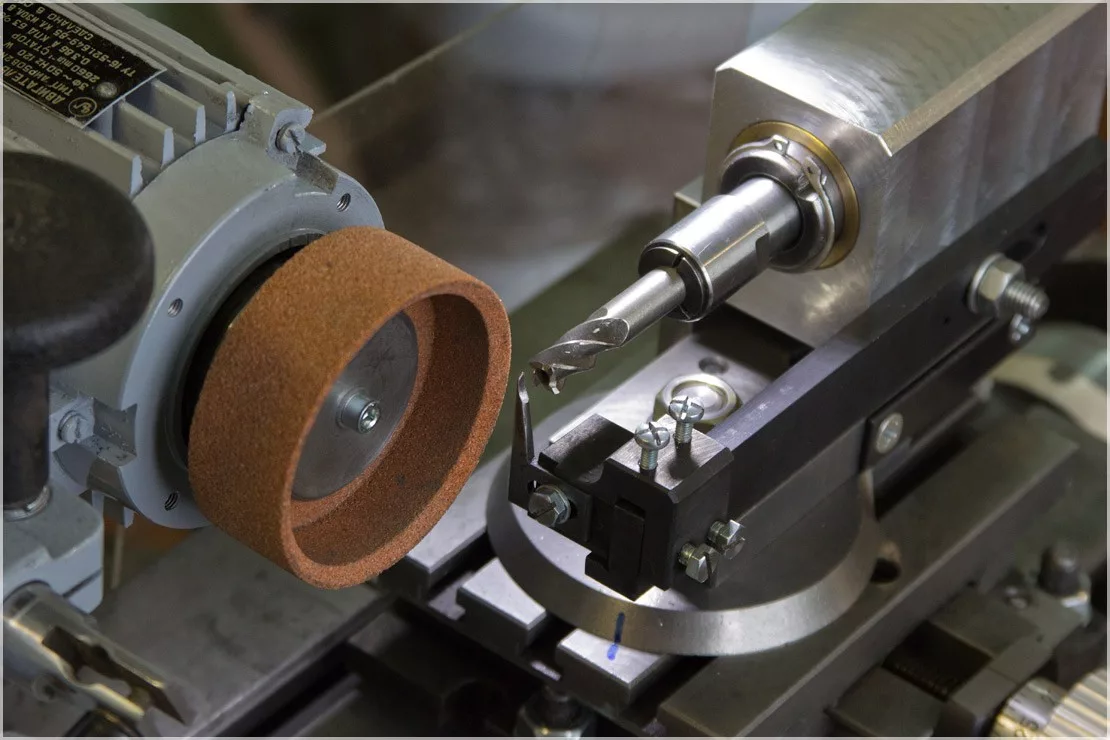
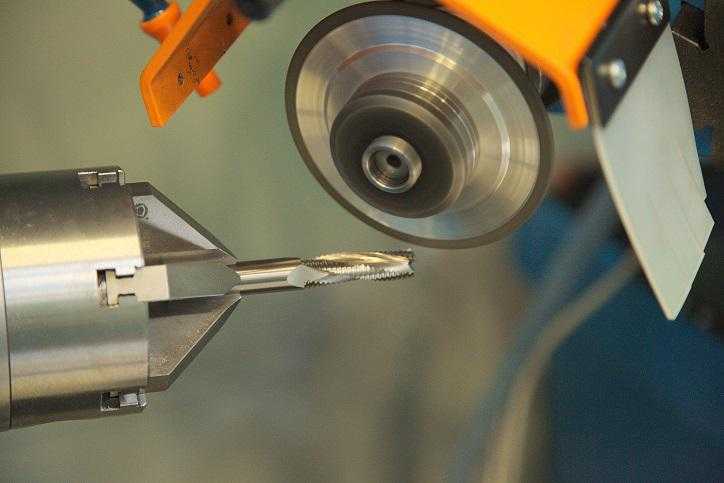
Инструмент для заточки
Для заточки фрез по наружной поверхности – затыловке, используют чашечные мелкообразивные круги. Их устанавливают на заточном станке, который обеспечивает угол направления кромки и перемещение точильного инструмента по всей длине затачиваемой детали. Станки работают автоматически по заданным настройкам. Приспособления для ручной настройки приводятся в движение человеком. Они только помогают выдержать нужный угол.
Заточку токарных резцов по металлу выполняют на точилах с кругами средней и мелкой зернистости. Доводка осуществляется на полировочных алмазных кругах и оселках. Правильность выполнения угла проверяется специальным шаблоном.
Заточка дисковых фрез осуществляется по 2 плоскостям. Сначала тонким кругом, перемещающимся перпендикулярно плоскости диска, обрабатывается внутренняя режущая кромка. Затем шлифуется тыльная сторона. При этом фреза после каждого прохода круга проворачивается на 2 – 5 зубьев. Это обеспечивает равномерную заточку. Количество зубьев в одном шаге инструмента не должно быть кратным их общему количеству. Например, для диска с 20 режущими кромками выбирается шаг через 2 на 3 выступ.

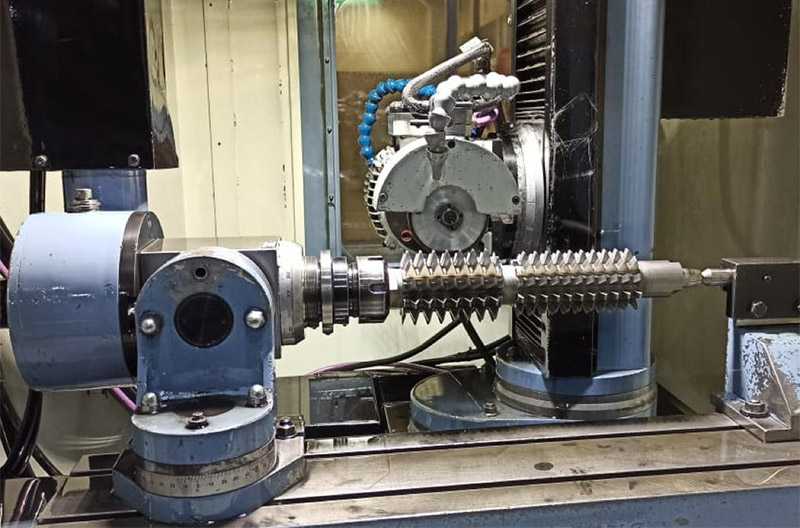
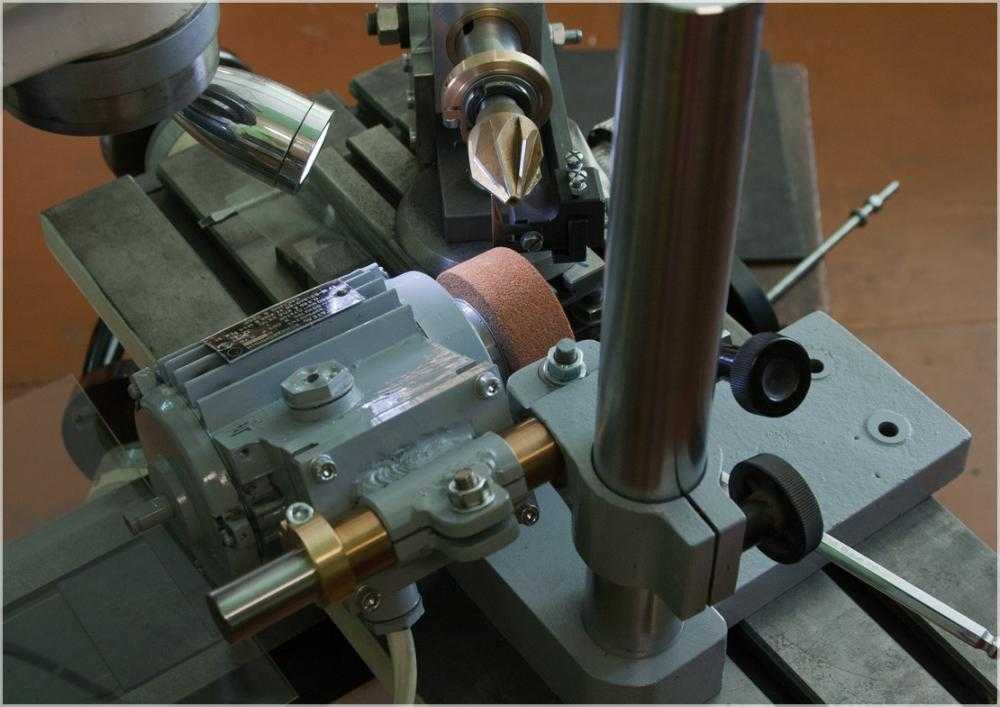
Станок для заточки фрезы
Область применения
Для выполнения технологических операций существуют различные виды инструмента. Какую фрезу использовать в том или ином случае, для этого необходимо учесть, какой материал нужно обрабатывать.






Фрезы по металлу
К распространенным видам относятся:
- Дисковые. Элементы для резки материала расположены с одной или с двух сторон одновременно. Используются для прорезания пазов, выборки, обрезки и снятии фасок.
- Торцевые. Предназначены для обточки ступенчатых и плоских оснований.
- Цилиндрические. Изготавливаются с винтовыми и прямыми зубьями.
- Угловые. Используются для прорезания стружечных канавок в технологической оснастке.
- Концевые. Применяются для изготовления уступов, выемок по контуру и пазов.
- Фасонные. Предназначены для обработки фасонных поверхностей.
- Червячные. Обработка производится способом обката касанием инструмента заготовки в одной точке.

Фрезы по дереву
Для обработки деревянных конструкций применяются инструменты:
- Концевые. Внешне напоминают сверло, при этом конусная часть отсутствует.
- Кромочные. Применяются для прорезания кромок и разной конфигурации выемок. Инструменты для фрезерования вручную конструктивно снабжены подшипником для регулирования глубины обработки.
- Пазовые. Используются для прорезания пазов.
- Копировальные. Расположение фрезерной головки в виде дуги.

Фрезы для пластика
При обработке изделий из пластика применяется инструмент:
- Торцевые. Для обработки больших оснований.
- Фасонные. Используются для прорезания сложных профилей.
- Концевые. Применяются для получения карманов или пазов.
- Для гравировки. С ее помощью на основание можно наносить узоры или логотипы.

Фрезы для стекла
Для подготовки изделий из стекла применяются алмазные фрезы. Предназначены для создания кромки и контура на ручном или автоматическом оборудовании.

Самодельные инструменты и станки
Трубогиб
Устройство для гибки металла представляет собой металлический стержень, приваренный к станине. Стержень состоит из куска арматуры. На штифт надевается труба, а с другой стороны в трубу вставляется длинный кусок арматуры. При нажатии на рычаг трубка изгибается на нужный угол. Устройство подходит для небольших сечений круглых труб.
Приспособление для сгибания профилированных труб
Владельцы теплиц знают, насколько важно иметь приспособление для гибки отрезков из профильной трубы. Изогнутый профиль используется как арочная конструкция для формирования полиэтиленовых покрытий теплиц
Трубогиб позволяет существенно сэкономить на строительстве теплицы. Конструкция состоит из 3-х роликов: два — направляющих, а третий ролик выполняет направляющую функцию.
Профильная труба вставляется в отверстие между двумя колесами и роликом. Ролик имеет упор и поворотное устройство в виде рычага или привода электродвигателя.
Изготовление трубогиба своими руками
- К металлическому каркасу из отрезков гладкой арматуры приварены две оси, на которые устанавливаются старые автомобильные ступицы.
- Со ступиц снимаются выступающие фаски, чтобы боковые поверхности роликов были гладкими.
- В проем между ступицами вставляется канал полками вверх.
- Такой же профиль вставляется в швеллер меньшей ширины с опущенными полками.
- Сверху к внутреннему профилю приваривается ось, на которой крепится третья ступица.
- К станине приваривается вертикальная полка из листовой стали.
- В вертикальной планке просверливается отверстие и запрессовывается подшипник.
- Гайка закреплена на центральном канале сваркой.
- Одним концом в гайку ввинчивается вал винта.
- Хвостовик винта продевается через подшипник в вертикальную штангу.
- С обратной стороны ремешка к стержню приварена вращающаяся ручка.
- К оси приводной ступицы приваривается поворотный рычаг.
Теперь машина готова к работе. Между роликами вставляется профильная труба и фиксируется винтом. Вращающийся рычаг приводит в движение ролики, которые тянут трубку, изгибая ее. Радиус изгиба задается ручкой винта.
Станок для гибки автомобильных ступиц — один из вариантов устройства. Существует множество моделей складных устройств. В некоторых моделях приводной ролик коаксиально соединен с приводным валом.