как делать жидкий флюс для пайки из канифоли?
Нужен спирт, Может 70% и сойдет, но не уверенна, что растворит канифоль! А соотношение30%канифоли, 70%спирта!
Просто растворите канифоль в спирте… Вообще-то его продают готовый… Флюсом может быть и ортофосфорная кислота…
Не мудохайтесь Михаил.. . вы загубите спирт и канифоль.. . к тому же разводить канифоль спиртом нужно, когда канифоль в расплавленном виде.. . Но в любом случае качественного флюса у вас не получиться.. . современные флюсы это не просто канифоль в спирту, а таже различные добавки-присадки, за счет которых лужение и пайка становится быстрой и не напряжной.. . Так что покупайте Флюс ЛТИ-120 — и еще кисточку для него (из под лака для ногтей) и горя знать не будете)
для бытовых целей вполне подойдет спирт. Ацетон тоже отлично растворяет канифоль, но воняет и вреден. Канифоль лучше разбить перед растворением на мелкие куски. пузырька из-под пенициллина хватает надолго!
Водка — наврятли, я самогоном 70% неделю растворял! (он как сахар намок, а растворяется долго. ) ЛТИ-120 будет получше (по-моему) , прям ближе к действию кислоты, но смывать не обязательно — он не активный. Сам пользуюсь паяльным жиром, правда он застывать любит, я его в стеклянную баночку и на баночку намотал нагревательную спираль. Раньше пользовался пастой канифоле-жировой. Канифолью даавно не пользуюсь, бесит эта чёрная сгоревшая смола, и отмывать трудновато.. . Вообще прикупил флюс для пайки BGA-микросхем, классный флюс, хотя есть китайское гомно, есть норм. Но 8-15$ стоит…
Самый лучший флюс это канифоль и спирт. А всякие ЛТИ и всё тому подобное это сплошная химия. Может лудится с ней и лучше, а вот электрический контакт не всегда хороший! Разбавляем канифоль спиртом (чем выше %, тем лучше растворится) и получаем качественный дешёвый флюс.
Чем можно заменить канифоль для пайки
Бывают ситуации, в которых нужно спаять детали, а канифоли под рукой нет. Заменить канифоль в таких случаях можно следующими веществами:
Аспирин
Можно заменить флюс на основе канифоли на флюс из кислоты. Взять из аптечки обычный аспирин (шипучий не подходит), или, как его еще называют, ацетилсалициловую кислоту, и с помощью таблетки этого препарата спаять необходимые детали. Таблетку можно растолочь, этот порошок растворить в спирте или воде, причем изготовить максимально высокую концентрацию кислоты.
Использовать раствор как жидкий состав для обработки поверхностей, также можно использовать сухую таблетку как твердый флюс при паянии. Необходимо учесть, что при использовании аспирина выделяется едкий дым с сильным неприятным запахом, поэтому помещение, в котором проводятся работы, должно хорошо проветриваться.
Паяльный жир
Также вместо флюса на основе канифоли можно использовать паяльный жир. Он очень хорошо растекается, обволакивая всю поверхность. С использованием паяльного жира легко соединить нужные контакты. Только после пайки необходимо промыть место соединения спиртом для удаления остатков жира. Если этого не сделать, то в дальнейшем может развиться коррозия. Также при проведении работ нужно проветривать помещение, нагревание паяльного жира провоцирует выделение специфического запаха.
Смола
Для пайки изделий можно использовать обычную смолу хвойных деревьев. Процесс пайки происходит так же, как с использованием твердого флюса. Смола отлично плавится. Она не агрессивна, поэтому при использовании смолы в качестве флюса, дополнительные меры защиты можно не применять.
Янтарь
Для пайки вместо канифоли можно использовать янтарь, он имеет схожие с ней характеристики и будет лучшей заменой. Но использовать его имеет смысл только в случае совсем уж крайней необходимости, так как янтарь достаточно дорогой материал и поэтому лучше рассмотреть другие варианты для замены.

Канифоль для музыкальных инструментов
Как хорошая альтернатива подойдет канифоль для музыкальных инструментов. Но нужно учесть, что этот вид стоит гораздо дороже обычной канифоли для пайки.
Все аналоги могут заменить канифоль, так как имеют схожие свойства. Но, перед их применением, необходимо изучить особенности каждого материала и нюансы его использования при пайке.
3.3. Классификация флюсов и система их обозначений
Паяльные флюсы — вещества и соединения, применяемые для предотвращения образования оксидной пленки на поверхности припоя и паяемого материала, а также удаления продуктов окисления из зоны пайки. Температура плавления флюсов ниже, чем температура плавления припоя. Флюсы применяют в твердом, пастообразном и порошкообразном состоянии, а также в виде водных, спиртовых или глицериновых растворов.
Флюсы, применяемые при пайке, классифицируются по: температурному интервалу активности; природе растворителя; природе активатора определяющего действия; механизму действия; агрегатному состоянию. В зависимости от температурного интервала активности паяльные флюсы подразделяются на: низкотемпературные (≤ 450 °С); высокотемпературные (> 450 °С).
По природе растворителя паяльные флюсы подразделяются на: водные; неводные.
По природе активаторов определяющего действия низкотемпературные паяльные флюсы подразделяются на: канифольные; кислотные; галогенидные; гидразиновые; фторборатные; анилиновые; стеариновые.
По природе активаторов определяющего действия высокотемпературные паяльные флюсы подразделяются на: галогенидные; фторборатные; боридно-углекислые.
Если флюс содержит несколько активаторов, необходимо называть все активаторы. Например, канифольно-галогенидный, фторборатногалогенидный флюс.
По механизму действия паяльные флюсы подразделяются на: защитные; химического действия; электрохимического действия; реактивные. По агрегатному состоянию паяльные флюсы подразделяют на: твердые; жидкие; пастообразные.
Чем растворить канифоль для пайки?
Флюс — это вещество, как органическое так и неорганическое, которое обеспечивает удаление окислов спаиваемых проводников, уменьшает силу поверхностного натяжения, а также улучшает равномерность растекания расплавленного припоя. Кроме своего основного назначения флюс может защитить контакт от воздействия окружающей среды, но следует заметить что данным свойством владеют не все виды флюсов.
В зависимости от потребности, флюс может быть в виде жидкости, порошка или пасты.
Производятся также паяльные пасты, содержащие частицы припоя вместе с флюсом, а все современные припои представляют из себя трубку из припоя внутри которой находится флюс-заполнитель.
По температурному режиму и интервалу активности, флюсы можно разделить на низкотемпературные (до 450 градусов) и высокотемпературные (больше 450 градусов). Кроме того флюс может быть водным и безводным.
По химическим свойствам все флюсы можно разделить на кислотные (активные) и бескислотные. Кроме того существуют еще активированные и с антикоррозийной защитой.
Активные флюсы
в основном состоят из соляной кислоты и хлористых или фтористых металлов. В качестве активного флюса давно применяется аптечный препарат — ацетилсалициловая кислота (аспирин). Эти флюсы очень интенсивно растворяют окисленный слой на поверхности металла, и пайка сразу становится качественной и прочной, но остаток флюса после пайки вызывает интенсивную коррозию соединения и основного металла в будущем. Поэтому рекомендуется смывать все остатки флюса которые остались на месте пайки.
При пайке радиоэлектронных элементов применение активных флюсов не допустимо, так как с течением времени их остатки все равно разъедают место пайки тонких радио элементов.
Бескислотные флюсы
, в основном это канифоль и флюсы, приготовленные на ее основе с добавлением спирта, скипидара или глицерина. В процессе пайки канифоль очищает поверхность от окислов, а также защищает ее от окисления. При температуре 150 градусов канифоль растворяет окислы свинца, олова и меди, очищая их поверхность в процессе пайки и паяное соединение становится блестящим и красивым. Но самое главное, в отличии от активных флюсов, канифольные флюсы не вызивают коррозии и разъедания метала. С помощью канифольных флюсов паяют медь, бронзу и латунь.
Активизированные флюсы
, в главном кроме того, состоят из канифоли в которую прибавляют небольшое количество солянокислого либо фосфорнокислого анилина, салициловой кислоты либо солянокислого диэтиламина.
Данные флюсы используют при пайке основной массы металлов и сплавов (железо, сталь, нержавеющая высококачественная сталь, медь, бронза, цинк, нихром, никель, серебро), даже оксидированных элементов из медных сплавов в отсутствии подготовительной зачистки.
Активированными флюсами считаются флюсы ЛТИ, в состав которых входит этиловый спирт (66 — 73%), канифоль (20 — 25%), солянокислый анилин (3 — 7%), триэтаноламин (1 — 2%). Флюс ЛТИ дает отличные итоги при применении оловянистых припоев ПОС-5 и ПОС-10, обеспечивая завышенную крепкость спаянного соединения.


![Канифоль для пайки [зачем нужна, какую выбрать]](https://mirtepla-uu.ru/wp-content/uploads/9/d/4/9d40aed688ea5ad728e7ce86ed6b7e6f.jpeg)








Антикорозийные флюсы
используют для спаивания меди и медных сплавов, константана, серебра, платины и ее сплавов. Они содержат внутри себя фосфорную кислоту с прибавлением разных органических соединений и растворителей. В состав некоторых противокоррозийных флюсов входят органические кислоты. Остатки данных флюсов не вызывают коррозии.
ВТС-флюс, к примеру, состоит из 63% тех. вазелина, 6,3% триэтаноламина, 6,3% салициловой кислоты и этилового спирта. Остатки флюса убирают протиркой детали спиртом либо ацетоном.

Защитные флюсы защищают раньше очищенную плоскость металла от окисления не оказывают хим действия на сплав. К данной группе относятся неактивные мат-лы: воск, вазелин, оливковое масло, сладкая пудра и др.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
После выбора мощности паяльника следует подготовить его к работе, точнее, подготовить наконечник. Есть паяльники со сменными жалами, которые подходит для разных видов работ. Выпускаются также модели с медным жалом, которое можно заточить или с помощью молотка придать любую нужную форму. Серьезным минусом таких наконечников является необходимость постоянно их лудить, чтобы на поверхности не появлялась пленка окиси, мешающая приставать припою. Также производители выпускают более дорогостоящий вариант с никелированным покрытием, но оно боится перегрева и требует бережного обращения.
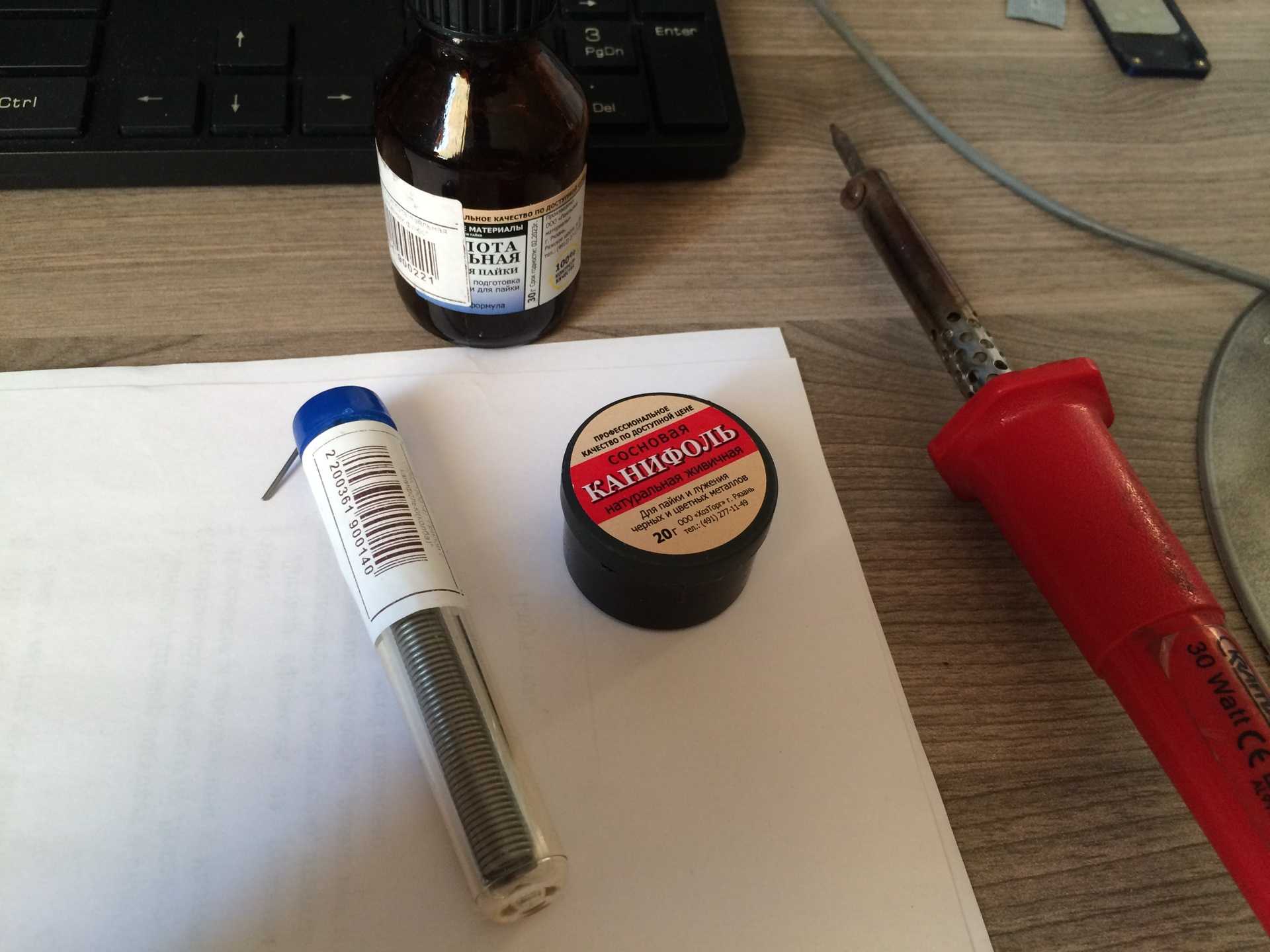
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно. Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Паяльный жир
 На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла. Как раз для этого и нужен парафин. Он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла. Как раз для этого и нужен парафин. Он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
Достоинства:
испаряется медленно с жала паяльника, оставляет мало нагара, очень дешев (от 50 руб. за баночку 20 г.).
Недостатки:
твердую консистенцию сложно наносить, остатки при нагреве работающей платы растекаются и долго испаряются.
Что паять: я бы рекомендовал паять жиром толстенные окисленные провода и небольшие металлические детали, я даже паял автомобильный радиатор этим чудо-жиром.
Чем смывать: смывается лучше всего растворителем или бензином, спирт плохо берет.
Флюс СКФ
Флюсы при пайке применяют в основном для двух целей:
С целью улучшения смачиваемости спаиваемых деталей припоем
Поверхности спаиваемых деталей могут иметь плохую смачиваемость. В этом случае припой будет скатываться в шарики подобно капелькам воды на жирной посуде. Флюс способствует более лучшему распределению припоя по поверхности спаиваемых деталей, припой растекается и равномерно покрывает спаиваемую поверхность.
Для защиты от оксидной пленки (эта пленка препятствует нормальному процессу пайки)
Благодаря кислороду в нашем воздухе поверхность металла может окисляться, появляется некая оксидная пленка. Эта оксидная пленка препятствует проникновению припоя в поры металла и попытки запаять что-либо становятся просто бесполезными. Флюс образует защитную пленку а она в свою очередь защищает металл от воздействия кислорода.
Для различных металлов применяют различные флюсы так как для каждого металла достижение этих целей выполняется по-разному. Так для спаивания алюминиевых деталей нужно применять одни флюсы, для спаивания медных деталей другие.
Флюс СКФ или просто спирто-канифольный флюс — это один из лучших флюсов применяемых для спаивания деталей из меди. Наиболее лучший температурный диапазон применения 250-280°C. За счет своей жидкой формы спирто-канифоль легко проникает в труднодоступные места спаиваемых поверхностей.
К тому же флюс СКФ сделан на основе канифоли поэтому после пайки не требует смывки, канифоль сама по себе не способствует образованию коррозии на металле. Короче после пайки можно не переживать — не заржавеет
Особенности использования
Основным отличием жидкой версии вещества от твердой канифоли является то, что первая способна растечься ровным слоем по рабочей области без использования высокотемпературного воздействия.
Любое изделие перед выполнением процедуры пайки, нужно очистить от следов коррозии, жира и т.д. Для этого можно использовать любой доступный растворитель
Важно, что после чистки рабочей области, нужно дождаться полного ее высыхания и только после этого приступать непосредственно к пайке
После этого жидкая канифоль наносится на рабочую область таким образом, чтобы рабочая область была полностью покрыта равномерным слоем вещества. При этом ни в коем случае нельзя выполнять какие-либо дополнительные операции: нагрев, смешивание с чем-либо и т.д. После выполнения всех вышеописанных манипуляций можно приступать непосредственно к пайке.
Стоит отметить, что нужно применять достаточно количество флюса, чтобы он смог защитить рабочую поверхность от появления оксидной пленки.
Также отсутствует гарантия того, что полностью завершить процедуру пайки удастся с первого раза. Если это не удалось, то следует увеличить количество используемого флюса и повторить всю процедуру с начала.










Важно выполнять все движения плавно и аккуратно. В том случае, если флюс попадет на нерабочую поверхность
Убрать потом его оттуда будет очень сложно. В идеале нудно выполнить процедуру пайки таким образом, чтобы после окончания отсутствовала необходимость в зачистке рабочей области.

Легкоплавкий флюс для пайки
Мягкие флюсы плавятся при температуре не более 400ºС. Они создают мягкий, эластичный и достаточно прочный шов.
Легкоплавкие флюсы делятся на такие категории:
Флюс для пайки и легкоплавким припоем.
- Свинцово-оловянные.
- С низким содержанием олова.
- Сверхлегкоплавкие.
- Специальные.
Лучшим припоем считается олово, однако его крайне редко используют в чистом виде. Данный материал дорогой, поэтому чаще всего применяют оловянно-свинцовые припои. Соединения получаются прочными и плавятся при температуре 180-200ºС.
Оловянно-свинцовый припой обозначают так: ПОС-40, ПОС-60. Буквы являются аббревиатурой названия флюса, а цифры указывают процентное содержание олова. Данные припои содержат в себе небольшое количество сурьмы: 3-5%. Эти флюсы применяют для неответственных соединений, которые не подвержены вибрациям и нагрузкам.
Бессвинцовый флюс с малым содержанием олова применяют при пайке контактов малых электрических схем. Процесс должен происходить при температуре не более 300 ºС.
Сверхлегкоплавкие флюсы переходят в жидкое состояние при температуре от 60 до 145ºС. Их используют для ручной пайки очень деликатных деталей. Данные соединения не обладают высокой прочностью, так как их применяют чаще всего для повторного процесса.
Специальные припои готовят в частных случаях, когда необходимо получить совместимость свойств с основным материалом. В качестве таких материалов выступают составы, не поддающиеся пайке: никель, алюминий, низкоуглеродистая сталь, чугун.
Например, для пайки алюминия готовят припой, который на 99% состоит из олова. Для хорошей диффузии в смесь добавляют небольшие примеси буры, цинка и кадмия.
Какие преимущества дает
Мы выяснили, бензин с этанолом – нормальное явление. Но какие преимущества он способен дать двигателю машины? Водители адаптированных под эксплуатацию на таком топливе транспортных средств отмечают следующие преимущества:
- примерно на 20-30% меньшая стоимость горючего;
- двигатель стабильнее и тише работает;
- улучшенный запуск мотора особенно зимой;
Показатели токсичности выхлопных газов в 5-10 раз ниже нормы, это доказывает – этилосодержащий бензин более экологичный продукт. Но наряду с плюсами есть и минусы наличия этанола, о которых расскажем ниже.
Соляная и фосфорная кислота
Очень эффективный флюс получается, если растворить в соляной кислоте гранулы цинка. Для этого концентрированную кислоту нужно разбавить в равных долях с водой и залить этим раствором гранулы, помещенные в стеклянную посуду. Для полного растворения потребуется цинк из расчета 412 г на 1 л соляной кислоты.
Процесс растворения будет сопровождаться бурным выделением водорода из кислоты, поэтому приготовлением лучше заниматься в помещениях с очень хорошей вентиляцией и вдали от открытого огня.
При помощи полученного из соляной кислоты флюса успешно паяют стальные заготовки. Если в раствор добавить нашатырь (столько же, сколько цинка), то использовать такой состав можно при пайке совершенно любых металлов и сплавов.
Хороший флюс – фосфорная кислота. Ее используют при пайке нихрома и нержавеющей стали.
Зачем лить спирт в бензобак?
Есть разные причины, по которым вода может попасть в бак. С учетом того, что ее плотность выше, чем плотность топлива, она оседает на дне емкости. Бензонасос качает топливо практически со дна, поэтому часть воды может захватываться вместе с бензином. Это плохо скажется на эффективности работы системы питания и двигателя. По возможности этого лучше не допускать.
Зимой нижний слой воды в баке вообще может замерзнуть, и лед перекроет путь для поступления бензина. В результате машина даже не заведется. И если автомобиль забирают с холодной улицы, завозят в теплый гараж и после этого он успешно заводится (лед тает), то это говорит о наличии воды в баке. В этом случае можно попытаться залить спирт в бензобак для удаления излишней влаги.
Способы получения
Паяльный флюс получают из сока сосны. Канифоль можно получить из других деревьев хвойных пород, но в ней будет больше примесей. Сосновую живицу очищают, выгоняя с нее нагревом воду и скипидар. В результате получается твердое вещество, куски неправильной формы. Канифоль сорта Живица самая чистая, в своем составе не имеет жирных кислот.
Для изготовления Экстракционной канифоли используют бензин. В нем растворяют смолу, затем состав фильтруют, удаляя примеси. После этого растворитель выпаривают. Получается канифоль оранжевого или светло коричневого цвета. Она уступает по качеству Живице, поскольку кислотное число у нее выше.
При изготовлении сульфатного мыла выделяют побочный продукт – Таловую канифоль. Состав ее зависит от используемых материалов и технологии обработки.
Состав флюса СКФ
Первый ингредиент, входящий в состав СКФ — это канифоль. Она получается после выпаривания из хвойной смолы всех летучих элементов (по большей части, скипидара). Объем канифольной части после этой процедуры составляет ¾ от первоначальной массы смолы.
Канифоль можно использовать и без спирта, но тогда вся рабочая поверхность покроется грязью из-за нагревания, а это мешает увидеть детали, требующие спайки.
Поэтому канифоли потребовался растворитель, и сначала в его качестве использовался этиловый спирт (а иногда даже винный). Сегодня в состав канифольного раствора входят этанол или изопропиловый спирт, так как он наиболее близок к этиловому по свойствам. Но такой спирт сложнее получить, поэтому применяется он не так часто.
 Обычно флюс СКФ состоит из размельченной канифоли и этилового спирта
Обычно флюс СКФ состоит из размельченной канифоли и этилового спирта
Свойства

Талловая канифоль размягчается в диапазоне температур от 56 ℃ у образцов второго сорта до 60 ℃ у образцов высшего сорта. Максимальное содержание золы может достигать 0,06 %, механических примесей – 0,03 %.





Талловая канифоль хорошо горит. При хранении она не должна нагреваться больше, чем до 80 градусов. При температуре около 400 градусов она может самовоспламеняться.
Кислотное число талловой канифоли укладывается в диапазон 154 – 165 мг КОН на 1 г продукта.
Сосновая канифоль может содержать примеси воды в количестве, достигающем 0, 2 % от общей массы. Это объясняется тем, по-видимому, что добывают ее из живицы.
Золы в сосновом продукте содержится максимум 0,04 %, механических примесей – также не более 0,04 %. Кислотное число сосновой канифоли варьируется от 166 до 169 мг КОН, требуемых для нейтрализации 1 г продукта.
Следовательно, канифоль из живицы сосны имеет немного более кислый характер, чем талловый продукт.
Интервал температуры размягчения сосновой канифоли варьируется от 66 у образцов второго сорта до 69 ℃ у образцов высшего сорта. Температура, при которой масса может воспламениться сама, составляет 321 °С. Хранить канифоль для пайки нужно при комнатной температуре.
Экстракционная канифоль встречается редко. Ее технические характеристики оставляют желать лучшего. Так, содержание основных смоляных веществ составляет только 75 %. Это почти на 20 % меньше, чем у других видов канифоли.
Применение
Спирто-канифольный флюс на протяжении многих лет не теряет актуальности благодаря удобству применения и положительным результатам пайки.
Он гарантирует прочное соединение многих деталей, прежде всего, медных изделий. С помощью спирто-канифольного флюса паяют радиосхемы и платы. Он хорошо растекается, достигая труднодоступных мест. При работе используют легкоплавкие припои (до 330 ℃).
В настоящее время в продаже есть весь ассортимент средств для пайки, в том числе спирто-канифольный флюс СКФ. Стараются как отечественные, так и зарубежные производители.
Можно купить готовый флюс СКФ и не заниматься самодеятельностью. Если все пропорции соблюдены в соответствии со стандартами, состав оправдает надежды.
https://youtube.com/watch?v=szxXw8udeos
Зачем лить спирт в бензобак?
Есть разные причины, по которым вода может попасть в бак. С учетом того, что ее плотность выше, чем плотность топлива, она оседает на дне емкости. Бензонасос качает топливо практически со дна, поэтому часть воды может захватываться вместе с бензином. Это плохо скажется на эффективности работы системы питания и двигателя. По возможности этого лучше не допускать.
Зимой нижний слой воды в баке вообще может замерзнуть, и лед перекроет путь для поступления бензина. В результате машина даже не заведется. И если автомобиль забирают с холодной улицы, завозят в теплый гараж и после этого он успешно заводится (лед тает), то это говорит о наличии воды в баке. В этом случае можно попытаться залить спирт в бензобак для удаления излишней влаги.
https://youtube.com/watch?v=niSnFAloI6E