
Простые способы гибки труб
Метод прогиба с нагревом неуместен для заготовок из нержавейки, меди, металлопластика и полипропилена.
Профильные
Профильный металлопрокат – изделия с квадратной, овальной или прямоугольной конфигурацией. Их очень сложно прогнуть, не нарушив технические параметры. Оптимальный вариант – сваркой с предварительным подрезанием стенок болгаркой в нескольких местах на сгибе. Сначала выполняют пропилы, сгибают деталь до желаемого радиуса, затем сваривают швы. Детали небольшого диаметра можно запаивать специальным паяльником.

Нержавеющие или стальные
Изделия из нержавейки нельзя гнуть посредством нагревания. Для снижения вероятности деформации используют различные наполнители: мелкозернистый песок, замерзшую воду либо калибрующую пробку. Жесткие наполнители позволяют сберечь форму заготовки, упругие – меньше растянуть наружную стенку. Для получения равномерного изгиба устанавливают ограничители и внутри, и снаружи детали.

Важно! Чтобы избежать насечек и изъянов от калибровочной пробки, применяют смазку: машинное масло либо мыльную антикоррозийную эмульсию
Медные и алюминиевые
Алюминий и медь достаточно мягкие. Выгибание можно выполнять холодными методами и с подогревом. В качестве наполнителя пригоден песок, вода, пружина или канифоль. Горячий метод лучше всего подходит для заготовок с небольшим диаметром.
Металлопластиковые
Металлопластиковые заготовки сгибаются без нагрева руками, достаточно приложить усилия. Необходимо следить, чтобы не образовывался перегиб. Допустимое значение — 15⁰ на каждые 2 см.
Изделия легко выгибаются с помощью проволоки, которую вводят в обе полости, равномерно заполняя полость. Допускается горячий метод. Заготовку прогревают газовой горелкой или строительным феном, постепенно сгибая. Температуру нагрева контролируют бумажным листом. Прогревание следует длить до тех пор, пока лист не задымит.
Полипропиленовые
Выгибать полипропиленовые детали рекомендуется только в случае крайней необходимости. Поверхность прогревают строительным феном до температуры 150⁰С, сгибают в перчатках вручную без подручных средств. Таким методом можно сгибать заготовки с радиусом, равным 8 диаметрам детали.
Видео: Советы мастеров по гибке разных труб
Важно! Толстая стенка при изгибе должна располагаться с внешней стороны, более тонкая – на изломе
При выборе метода выгибания следует обратить внимание на материал детали, ее диаметр и необходимый радиус изгиба. Не все материалы допускают выполнение процедуры посредством нагрева
Предварительно рекомендуется попрактиковаться на ненужных остатках. Следует помнить, что с помощью подручных средств получить идеальный изгиб невозможно. Для толстостенных изделий лучше взять трубогиб.
Основные промышленные способы холодной гибки:
- с обкаткой;
- наматыванием;
- волочением;
- вальцовкой;
- на двух опорах;
- растяжением;
- с внутренним гидростатическим давлением.
Способы холодной гибки труб: а —с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е— растяжением; ж—с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Гибка обкаткой
Таким способом можно изогнуть трубу диамом до 150 мм и значительной толщиной стенки. Принцип метода: вокруг неподвижного гибочного ролика нужного размера по дуге двигается обкатывающий ролик, прижимающий заготовку и выполняющий изгиб.
Гибка наматыванием
Метод получил широкое распространение в цехах трубной заготовки с большими объемами выпускаемой продукции. Этим способом можно загнуть трубу диамом от 10 до 426 мм в разных плоскостях. Для сохранения круглой формы внутреннего сечения заготовок применяют калибрующие пробки (дорны), сплошные в виде стержня или составные.
Самым простым дорном для труб диамом до 32 мм может служить стальной канат, один конец которого закреплен в рукоятке, а второй соединен с проволокой для протягивания каната в просвет. Диам дорна должен быть меньше внутреннего диама трубы на 0,1 – 0,5 мм.
При работе с дорном на внутренней поверхности трубы могут возникать насечки и задиры в результате больших контактных усилий. Чаще всего это наблюдается при гибке труб из нержавейки. Профилактика этих недостатков достигается соответствующим выбором материала дорна, чистотой его поверхности и смазкой.
Лучше всего смазывать внутреннюю и наружную стенки заготовки. Для этого короткие трубы перед сгибанием погружают в ванну со смазочным маслом. К месту изгиба длинной трубы, удаленному от ее концов, смазку лучше подводить через отверстия дорна. Для смазки используют машинное масло или антикоррозионную мыльную эмульсию.
Гибка на двух опорах
Труба укладывается на две опоры, поворачивающиеся вокруг своих осей по мере изгиба заготовки. Шаблон для гибки соединяется со штоком гидравлического или винтового домкрата таким образом, чтобы усилие изгиба прикладывалось в середине трубы между опорами. Этим методом можно гнуть трубу диамом до 351 мм. Оборудование данного типа особенно удобно, когда элементы трубопровода надо загнуть непосредственно на строительном участке.
Гибка вальцовкой
Используется для того, чтобы загнуть трубу небольшого диама в кольцо или спираль. На гибочных вальцах заготовка перемещается в направлении вращения роликов и приобретает кривизну, определяемую взаимным расположением этих роликов.
Гибка волочением
Тонкостенную цельнотянутую трубу можно согнуть способом волочения. Сущность метода заключается в том, что в качестве заготовки берется труба большего диама, чем требуемая, и укороченной длины. Конец заготовки обжимается под нужный диам, затем продевается через фильеру и удерживается зажимом, укрепленным на гибочном шаблоне. Вращением шаблона труба протягивается через фильеру и одновременно загибается вокруг него.
Гибка с растяжением
Преимущество данного способа заключается в уменьшении возможности образования деформаций внутренней стенки трубы в месте изгиба. При этом труба фиксируется по краям, растягивается и одновременно сгибается с помощью выдвижения гибочного шаблона.
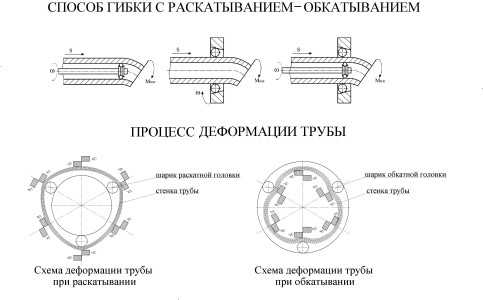
Гибка труб с помощью раскатывания.
Гибка с внутренним гидростатическим давлением
Выполняется нагнетание жидкости в трубу, в концы которой предварительно вставлены заглушки. В результате возникающих в стенке напряжений металл доводится до состояния, близкого к пластическому. Затем к месту изгиба подводят гибочный шаблон, который гнет трубу.








Гибка проталкиванием
В основном применяется, чтобы гнуть трубы из нержавейки диамом от 3/16″ до 3/8″. Метод состоит в проталкивании заготовки через подвижную и неподвижную матрицу. Величина смещения матриц относительно друг друга определяет кривизну изгиба. Данным способом на одной трубе можно сделать до 20 изгибов в разных плоскостях.
Описанные способы изгиба труб эффективны в условиях промышленного производства и строительства, позволяют получить качественные результаты, регламентированные отраслевыми стандартами.
Используем наполнители — песок и воду
Полости заполняют водой без примеси. На торцы крепят заглушки, затем замораживают в морозильной камере либо на морозе. Выгибание проводят после прогрева газовой горелкой. Процедуру нельзя использовать для изделий с оцинкованным напылением, иначе оно повредится.
Такой вариант подходит для изделий большого сечения либо с квадратной конфигурацией. Если его нужно выгнуть под небольшим углом, лучше в качестве наполнителя взять песок. После тщательного прогрева по всей поверхности деталь выгибают, постукивая киянкой. Оцинкованные конструкции сгибают без нагрева.
Важно! При заполнении полости сыпучим наполнителем, его нужно утрамбовывать, чтобы внутреннее пространство было заполнено без пустот. При закрытии заглушки оставляют запас, чтобы по окончанию процедуры ее легче было снять
Сложности процесса
Весь металлический материал может быть частично или целиком изогнут. Процесс изворота проводят двумя способами:
- механическое воздействие;
- нагревание металла.

 Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Круглое изделие из металла имеет ориентировочно ровные показатели. Однако профильная труба имеет угол под 90°. Такой угол трубы мешает спокойному изгибу, в результате появляются различные складки, которые впоследствии могут лопнуть или сломаться.
Для того чтобы не портить металл, нужно четко знать, как согнуть профильную трубу в домашних условиях. Многие дачники, не зная чуткостей изгиба, тратят немало материала, который вследствие выбрасывается.
Секторная сварка
 Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Часто люди не знают, как согнуть трубу из нержавейки, так как нержавеющий материал имеет более прочный сплав, чем обычная сталь. Конечно, благодаря профессиональному оборудованию это сделать просто. Но как быть, если под рукой нет ничего, что может обеспечить достаточное механическое давление? Именно для этой цели выдумали секторную сварку.
Принцип ее в том, что профильное изделие надпиливается с одной стороны на равных расстояниях, после чего материал загибается в необходимом направлении и прорези завариваются сваркой
В таком случае важно знать, что профтруба чаще всего тонкостенная и когда прорези находятся рядом, ее очень легко прожечь
 Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Люди, имеющие малый опыт работы с инструментом, часто промахиваются в надпилах, делая их то чрезмерно частыми, то редкими. Чтобы удостовериться в правильности разметки, можно взять другой эластичный квадратный материал и использовать его как шаблон.
Если иметь под рукой газовую горелку, то профильный материал можно изогнуть с помощью нагрева. Как только металл становится горячим, он легче подвергается искажению, что помогает избежать складки с внутренней стороны стенки. Если радиус изгиба небольшой, то можно обойтись обычным зажимом. Но если требуется более точный изгиб, потребуется направляющая стенка.
С помощью песка
Чтобы сделать изделие из гнутой профильной трубы, можно использовать песок. Конец материала плотно закрывается особой пластмассовой или медной втулкой. После этого в трубу засыпается мелкий песок
Важно, чтобы изделие было полностью забито песком. Поскольку пустое пространство внутри трубы теперь плотно забито, материал будет гораздо проще подвергаться механическому изгибу. Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие
Главное, изначально создать стандарт, по которому можно выгнуть и направлять изделие.
Изгиб на дереве
 Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Такой метод сравнительно часто используют, если диаметр трубы не превышает 15 мм. Чтобы сгибание прошло успешно, конец материала необходимо плотно закрепить. Но что делать, если руками материал не удержать, а других мест крепления попросту нигде нет? И на это мастера на все руки придумали метод крепления. Наверняка на всех дачных участках могут быть деревья. Именно дерево и может послужить не только прочным креплением, но и диаметром для изгиба профильной трубы.
Методы гибки
Применение ручных или промышленных приспособлений зависит от количества заготовок и параметров сгиба. Чтобы согнуть нержавеющую трубу используют следующие методы:
- Наматыванием можно обработать заготовку сечением от 1 см до 4,26 см, при этом создается различная конфигурация. Для сохранения формы профиля применяют ограничители, состоящие из частей.
- При помощи обкатки сгибают детали диаметром не более 15 см, а также большой толщины стенок. Обработка ведется в результате перемещения ролика вокруг статичного основания.
- Для того, чтобы придать трубе форму кольца или спирали необходимо применить метод вальцовки. Заготовка гнется в результате перемещения между роликами.
- Для предотвращения образования дефектов при гнутье профиля применяется способ растяжения. Концы трубы закрепляют, растягивают и сгибают.
- Для выполнения опорного метода используют пару стоек, на них укладывается труба. При помощи домкрата и шаблона придается форма трубе. Максимальный диаметр до 35,1 см.
- В результате нагнетания внутрь детали избыточного давления воды могут проявляться напряжения, которые делают нержавейку пластичной. Форму придают также при помощи шаблона вручную.
- Заготовку проталкивают через неподвижный и подвижный ролик. При изменении расстояний между роликами изменяется радиус изгиба.
В качестве внутренних ограничителей могут применяться такие приспособления, как пружины, металлические тросы, а также вода или масло. В роли смазки могут использоваться эмульсии, предотвращающие проявление коррозии.

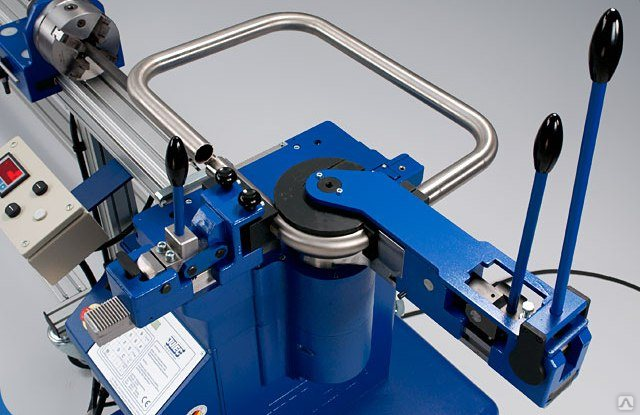
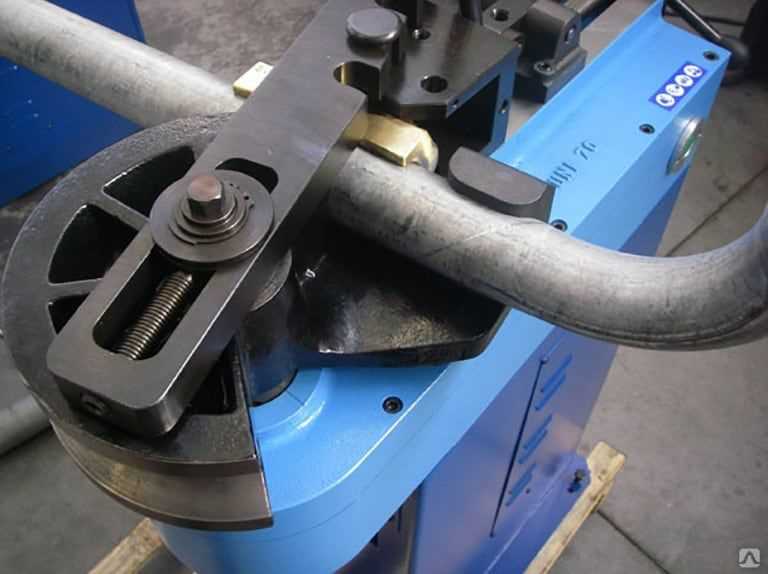
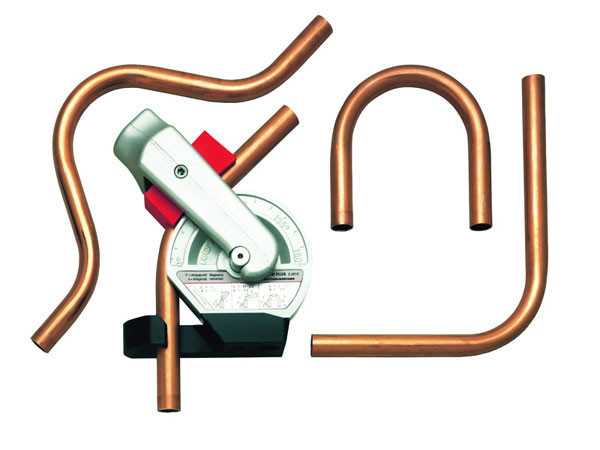
Гибка трубы с помощью станка
Принцип использования трубогиба
Согнуть профильную трубу (особенно это касается изделий крупного диаметра) своими руками далеко не всегда представляется возможным. Для этих целей существуют специальные устройства – трубогибы. Стандартный трубогиб оборудован ведущим колесом, которое, перемещаясь вдоль одной из граней, аккуратно сгибает отрезок трубы в необходимом направлении.
Рекомендуем ознакомиться: Размеры и применение металлической профильной трубы квадратной формы
Трубогибы бывают двух видов:
- Ручные. Колесо устройства приводится в действие вручную, посредством специальной рукоятки. Хорошо подходят для труб с небольшой площадью сечения.
- Электрические. Использование таких устройств оправдано в тех случаях, когда объем работ достаточно велик, а сами трубы обладают при этом солидными габаритами. Аппарат включается в стандартную сеть электропитания, а перемещение колеса осуществляется посредством электропривода. Позволяет получать более ровные изделия при ощутимой экономии времени.
Если работы носят однократный характер, покупка собственного трубогиба может оказаться нерентабельной. В таком случае стоит подумать о взятии устройства в аренду, либо рассмотреть один из альтернативных способов сгибания.
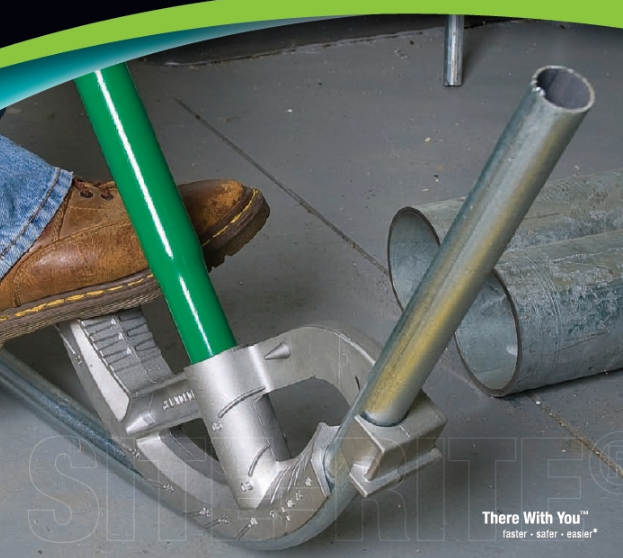
Ручные способы гибки

Чтобы загнуть заготовку в домашних условиях, можно использовать ручной трубогиб. Чаще всего применяют инструмент арбалетного типа, который сгибает элемент, выдавливая его в точке сгибания.
Для того чтобы предотвратить изменение конфигурации сечения трубчатого элемента, используют средства, позволяющие противодействовать деформациям изнутри. Обычно для этих целей применяют чистый просеянный через мелкое сито песок. Процедура выполняется в такой последовательности:
- С одной стороны заготовки вбивается заглушка, например, деревянный чопик.
- В оставшееся отверстие насыпается подготовленный песок.
- Это отверстие тоже плотно закрывается заглушкой.
- После этого труба гнётся вокруг болванки подходящего размера.
- После этого заглушки вынимаются, песок высыпается.
Вместо песка в качестве ограничителя можно использовать замёрзшую воду, если процедура выполняется зимой. В этом случае в закрытую с одной стороны полость заготовки наливается вода. Затем второе отверстие тоже заглушается. Сгибание вокруг болванки выполняют после замерзания воды. После извлечения заглушек лёд сам растает, и воду можно вылить из трубы.
Также самостоятельно согнуть оцинкованную трубу можно с использованием пружины. Для этого делают следующее:
- Специально изготавливают пружину из проволоки диаметром 1-4 мм. При этом она должна свободно помещаться внутри трубчатого элемента.
- К одному концу пружины привязываем проволоку и фиксируем её на краю заготовки, чтобы потом можно было без проблем извлечь пружину. Само пружинное изделие помещаем в том месте трубы, где планируется выполнить изгиб.
- Гнём заготовку вокруг стальной болванки или при помощи ручного трубогиба.
- Теперь пружину можно извлекать.
Эта методика идеально подходит для сгибания профильных труб. Только учтите, что пружина должна иметь конфигурацию сгибаемого элемента.








Ещё один метод выполняется с использованием пучка проволоки. Каждая проволока по отдельности вставляется в заготовку так, чтобы весь пучок плотно заполнял трубчатый элемент. После сгибания проволока таким же образом, по отдельности, извлекается из полости трубы.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
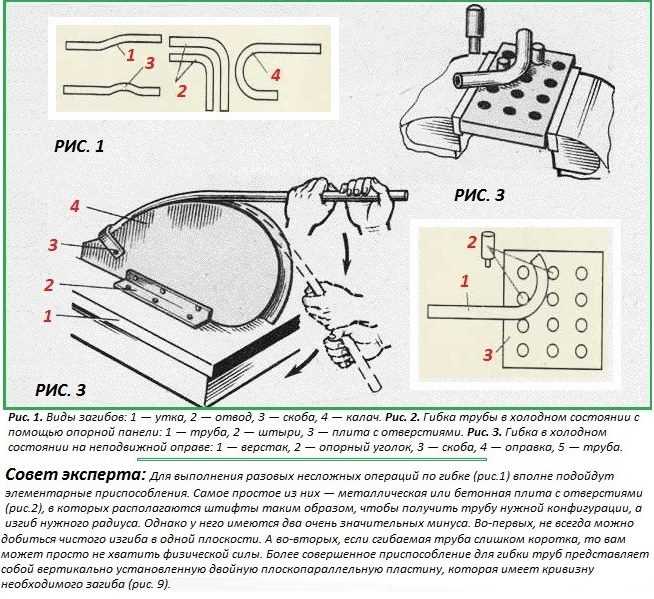
Сделать разовый изгиб трубы помогут элементарные приспособления
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.
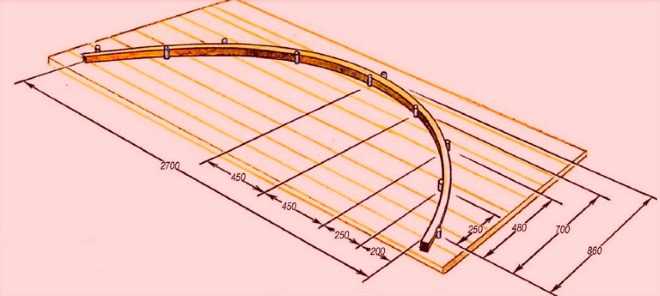
Схема стенда для гибки профильных труб
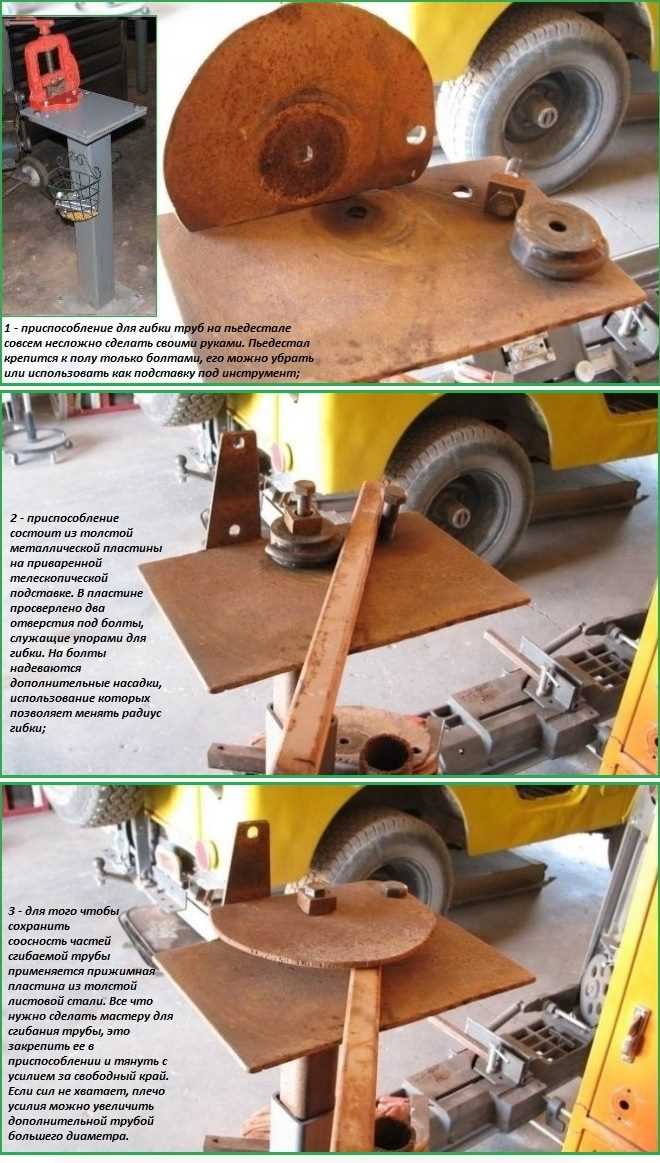
Принцип изготовления несложного самодельного гибочного устройства
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.

Сгибание профильной трубы при помощи оправки
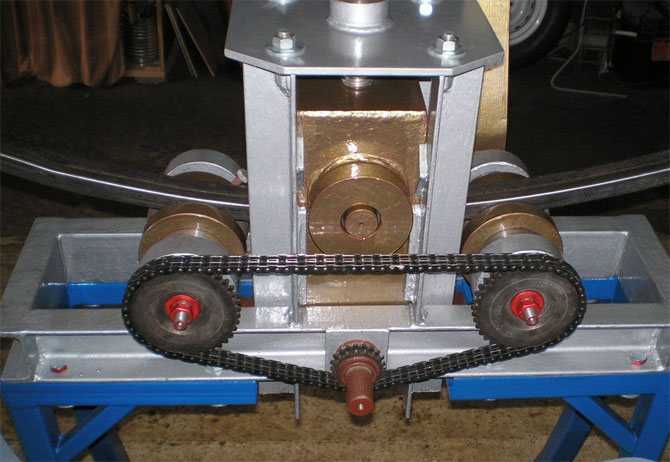
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

Один из многочисленных вариантов самодельного профилегиба
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
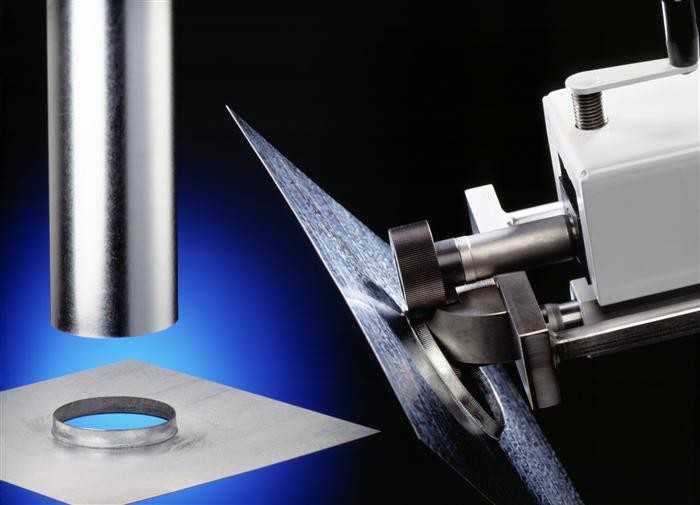
Как согнуть лист из нержавеющей стали
Нержавеющая сталь является одним из самых популярных металлических веществ, используемых благодаря сочетанию долговечности и красоты. Добавление никеля и хрома к базовой стали не только позволяет ей красиво блестеть, но также добавляет прочности и выносливости. Нет числа тому, что можно сделать из листа нержавеющей стали, от красивейшей посуды, до сковородки и нержавеющей трубы. Это качество делает перспективу сгибания листов из нержавеющей стали более сложной, чем сгибание листов из других металлов. К счастью, есть простое решение, которое вы можете выполнять с минимальными средствами и расходами. Прежде чем вы начнете Существует ряд инструментов, необходимых для этого типа проектов, многие из которых можно найти в большинстве гаражей, в то время как другим, возможно, придется арендовать или заимствовать. Крупнейшие инструменты состоят из 4,5-дюймовой угловой шлифовальной машины и абразивного режущего диска. Другие необходимые инструменты, включают в себя шило, молоток, линейку и измерительную ленту. При работе с металлом также следует надевать защитное оборудование, такое как защитная маска, кожаные перчатки и защитные очки. Единственными фактическими компонентами, которые вам нужны для этой работы, являются сами листы из нержавеющей стали.
Измерить изгиб Возьмите рулетку и шило и вдоль края одной стороны листа, отмерьте место сгиба и отметьте его с помощью постоянного маркера. Переключитесь на вторую сторону и двигайтесь к краю листа параллельно первому измерению и повторите предыдущий шаг.
Размещение и подключение к центру Mark Возьмите центральный удар, поместите его на одну из меток и ударите молотком по спине, чтобы создать метку центра для места сгиба. Повторите этот шаг на метке на противоположной стороне. Возьмите свою линейку и выровняйте ее по двум центральным отметкам, а затем нарисуйте линию с вашим маркером, соединяющим две точки.
Сгибание металла Возьмите абразивное отрезное колесо и прикрепите его к 4,5-дюймовой углошлифовальной машине. Если вы еще не надели свой защитный комбинезон и кожаные перчатки, настало время, так как этот шаг будет включать в себя летающие с большой скоростью куски металла. Внимательно начинайте с конца линии, нарисованной на металле, и аккуратно забивайте металл. Будьте внимательны, чтобы не прорезать весь путь, так как это разрушит лист. Глубина должна уменьшаться примерно до 1/2 дюйма по сравнению с листом. Держите один конец металла твердо, и гните его вдоль линии, пока он не станет под точным углом, который Вы хотите.
Использование листового тормоза Из-за жесткости листового металла из нержавеющей стали может быть разумным просто использовать тормоз из листового металла, если таковой имеется. Возьмите зажимные листовые ручки на тормоз и оттолкните их от себя, чтобы вынуть зажимной лист. Поместите металл, который вы хотите согнуть под зажимной лист, двумя метками, выровненными по линии вращения нижнего листа сгиба. Зафиксируйте лист металла, потянув за ручки на зажимных листах вперед. Чтобы на самом деле согнуть лист из нержавеющей стали, потяните ручки изгиба. Чтобы проверить, находится ли угол в идеальном положении, потяните сгибающие листы вверх. Повторите эти шаги, если требуется острый или более низкий угол.
Как согнуть трубу? | BigBender
Если Вы раньше никогда не пользовались трубогибами, которые действуют методом намотки на оснастку, у Вас могут возникнуть вопросы при работе над первым проектом. Самый распространенный вопрос, с которым к нам обращаются покупатели: «Как согнуть трубу? Как правильно разметить трубу для гибки?»
Предлагаем Вашему внимание простую инструкцию по гибке труб на трубогибах BigBender. С ее помощью Вы сможете легко и с большой точностью изготавливать дуги, детали рам и каркасов безопасности, силовых бамперов, багажников и др
Изготовление шаблона
-
Возьмите отрезок трубы того же диаметра, что и труба, которую предстоит гнуть, длиной 750мм. Если Вы работаете с трубами разного диаметра, то нужно изготовить несколько шаблонов; под каждую трубу — свой.
- На расстоянии 150 мм от края прочертите линию по всей окружности трубы (тонким резцом на токарном станке, ножовочным полотном, краской или маркером)
-
Установите заготовку для шаблона в трубогиб чтобы линия шаблона находилась точно напротив края гибочного ролика (см. рис) и согните ее точно на 90º. Проверьте результат гибки угольником. Если заготовка согнута меньше, чем на 90º, установите ее в трубогиб снова и догните. Главное — не перегнуть заготовку, т.к. в этом случае шаблон будет испорчен, и придется начинать все сначала.
Гибка изделия
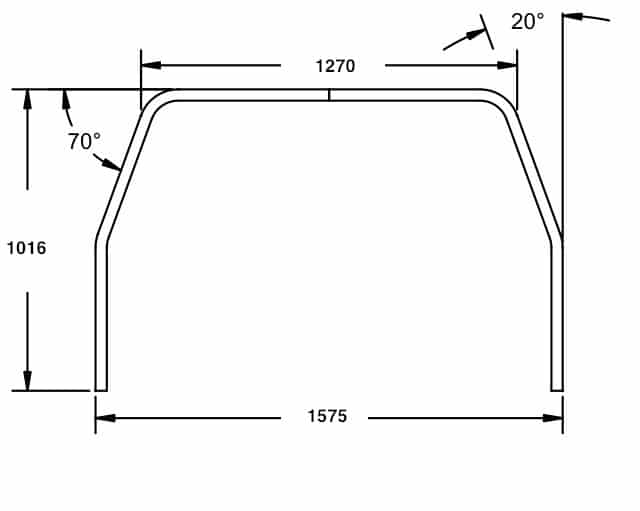
Общая длина заготовки для дуги при гибке: L = w + 2 * h
w — ширина изделия в самом широком месте
h — высота изделия в самом высоком месте
В случае с деталью из примера: L = 1575 + 2 * 1016 = 3607
Лучше взять заготовку чуть большей длины и отрезать лишнее, чем после гибки обнаружить, что не хватает нескольких сантиметров.

Отрежьте заготовку нужной длины и отметьте на ней центр. Отступите от центра расстояние, равное половине ширины верхней части дуги. Приложите к заготовке шаблон так, чтобы внешний его край совпадал со сделанной на заготовке отметкой. Поставьте на заготовке вторую отметку точно напротив линии на шаблоне. Это будет точка начала гиба. Установите трубу в трубогиб так, чтобы точка начала гиба совпадала с краем гибочного ролика и согните трубу на нужный угол









ВАЖНО: при гибке труба пружинит, поэтому, ее нужно перегибать на несколько больший угол, чем требуется. Величина поправки зависит от многих факторов: материал трубы, толщина стенки, радиус трубы итд
и вычисляется экспериментально. Перед началом чистовой гибки необходимо сделать несколько тестовых гибов на обрезках и выяснить, какой должна быть поправка для используемого Вами материала.
Аналогичным образом найдите стартовую точку для второго гиба и сделайте второй гиб. Помните про поправку на перегиб. Следите за тем, чтобы при гибке уже сделанный гиб находился в одной плоскости с трубогибом. Для этого можно использовать строительный уровень или электронный угломер.
Сотрите старую отметку центра заготовки. Измерьте расстояние между гибами и поставьте новую метку точно по центру между гибами. При гибке неизбежно вносятся погрешности, поэтому реальный центр изделия будет находиться немного не там, где Вы его запланировали. Эти погрешности нужно учесть для продолжения работы.
Приложите к детали шаблон так, чтобы внешний его край находился на расстоянии, равной половине ширины изделия. Нанесите на заготовку стартовую точку гиба напротив линии на шаблоне. Установите трубу в трубогиб и согните ее на нужный угол. С помощью уровня следите за тем, чтобы все гибы были в одной плоскости.
Аналогичным образом найдите стартовую точку для следующего гиба и согните трубу.
После того, как все гибы будут сделаны, отрежьте излишки трубы. Дуга готова!
Описанный способ наилучшим образом подходит для гибки труб с помощью трубогибов BigBender Mk2 и Mk3, когда в Вашем распоряжении нет специальных программ для расчета гибки. Если Вам предстоит гнуть более сложные изделия, рекомендуем Вам использовать ПО BendTech или рисовать чертежи изделия в системе SolidWorks.
Сохранить
Сохранить
Сохранить
www.bigbender.ru
Как согнуть трубу ручным способом
В условиях индивидуального строительства может возникнуть потребность согнуть трубу из нержавейки ручными способами. При этом следует учитывать описанные выше возможные негативные последствия изгиба.

Виды ручных турбогибов.
В домашних условиях гнуть трубу из нержавейки можно при помощи ручного трубогиба. Чаще всего применяется трубогиб в виде арбалета, который гнет заготовку, выдавливая ее в точке изгиба.
Чтобы избежать деформации просвета нужно использовать средства внутреннего противодействия деформации – внутренние ограничители. Для этих целей можно применить чистый сухой песок. В один конец трубы плотно забивается заглушка, просвет наполняется песком через свободное отверстие. Затем оно тоже забивается заглушкой. После выполняется изгиб трубы вокруг болванки нужного размера.
В качестве внутреннего ограничителя можно применять специально изготовленную пружину. Она навивается из проволоки толщиной 1 – 4 мм с таким расчетом, чтобы свободно поместилась внутрь трубы в месте предполагаемого изгиба. Трубу с помещенной внутрь пружиной загибайте вокруг металлической болванки или ручным трубогибом. После этого пружина вынимается с помощью проволоки, предварительно оставленной снаружи. Особенно полезна такая технология для сгибания профильных заготовок квадратного сечения. Соответственно, пружина тоже должна иметь квадратное сечение.
https://youtube.com/watch?v=v6ht0GT3Hjk
Еще один вариант внутреннего ограничителя – пучок проволоки, который последовательно, по одной, вставляется в трубу до места сгиба. После выполнения работы проволока также по одной извлекается.
Ручными способами можно согнуть трубы из нержавеющей стали, диам которых не превышает 40 мм, а толщина стенки 3 мм. Во всех остальных случаях необходимо применять профессиональное оборудование.
Сложность сгибания профильного проката
Сущность процесса сгибания металлического проката состоит в том, чтобы профилю придать частичный или полный изгиб. Такую операцию обычно выполняют двумя способами: при помощи воздействия давления на трубу или с помощью нагревания определённого участка в той области, где нужно совершить изгиб.
По мере изгибания металлической трубы на поверхность металла действуют две силы:
- Сила сжатия, что приходится на внутреннюю часть изгиба.
- Сила растяжения, которой подвергается внешняя часть.
Как раз воздействие таких разнонаправленных сил и вызывает различные сложности, которые характерны при процессе сгибания любой металлической трубы.
Распространённые проблемы
 При сгибании материал может утратить свою соосность, а это приведёт к тому, что некоторые участки будут располагаться в разных плоскостях.
При сгибании материал может утратить свою соосность, а это приведёт к тому, что некоторые участки будут располагаться в разных плоскостях.
Стенка, что располагается с внешней стороны изгиба, будет подвергаться сильному растяжению, а потому может не выдержать каких-то нагрузок и просто лопнуть.
Внутренняя стенка также подвергается сжатию, поэтому покрывается складками, которые напоминают по форме гофру.
Многие люди, что впервые стараются согнуть трубу своими силами, вместо того, чтобы придать необходимую форму, просто сминают изделие и портят его.
Чтобы таких проблем не возникло, необходимо учитывать не только характеристики материала, но и геометрические параметры, такие как:
- толщина стенок;
- размеры сечения;
- радиус, на который необходимо произвести изгиб.
Если обладать информацией обо всём вышеуказанном, то можно выбрать подходящую технологию сгиба трубы. В результате материал не сомнётся и не получит гофрированную поверхность.



