
Введение
Обязательно заземлите металлические части, такие как сварочный стол, трансформаторное основание и прочие неизолированные устройства.
Используйте электропровода и кабели с изолированным покрытием. После окончания сварки неповоротных стыков труб возьмите молоток и зубило и уберите весь оставшийся шлак. Затем, при необходимости, шов можно сгладить болгаркой.
На данный момент применяются 3 основных метода сваривания металлических неповоротных фрагментов, принципиально определяющих концепцию работы каждого из них:
- При горизонтальном положении;
- При вертикальном положении;
- Под углом в 45 градусов.
Выбирать конкретный метод сварки неповоротных стыков труб надо исходя из:
- толщины стенки;
- расположения трубопровода;
- угла размещения во время сварки.
Совмещение труб с помощью трехслойного шва применяется, если толщина составляет 12 мм. Каждый шов должен быть высотой не более 4 мм, а ширина валика шва – не более трёх диаметров проводника.
Как можно судить из названия, поворотные трубы можно провернуть в нужную сторону, благодаря чему сварочный процесс неповоротных стыков труб облегчается и не будет необходимости создавать комплексные швы (например, потолочные).
Журнал «Дизайнер
Как обрезать потолочный плинтус правильно. Важные мелочи
Замеры, необходимые для обрезки плинтуса на потолок, следует делать особым образом.Для определения и отметки внутреннего угла, длина должна отмериваться от самого угла. Для отметки внешнего угла обязательно учитывается, что вглубь помещения плинтус будет выступать на расстояние, которое равняется его ширине.
Планки плинтусов не желательно закреплять до того момента, как будет примерено их точное расположение и обрезан ответный плинтус. Лишь после идеального схождения в углу обеих ответных планок можно начинать их монтаж и крепление. Если работа ведется с полиуретановыми или деревянными плинтусами, дефекты и огрехи можно исправить пилочкой или напильником. Чтобы подогнать изделие из пенопласта, следует вооружиться острейшим ножом.
Если и после доработки плинтусов остается хоть маленькая щель, не спешите расстраиваться – ее несложно заделать обычной шпаклевкой.Обрезать точно и аккуратно потолочный плинтус не так уж сложно. Но чтобы приобрести хотя бы небольшой навык, предварительно постарайтесь потренироваться на небольших заготовках.
Способы отрезать наличник под 45 градусов не прибегая к использованию стусла
Самым простым способом является использование обыкновенного транспортира, который есть в каждом доме, где живёт ребёнок школьного возраста. При его помощи сделать разметку не так уж и трудно.
Важно:Важен и сам пропил. Чтобы избежать образования щелей, рекомендуется использовать ножовку не по дереву, а по металлу
Да, этот способ требует больше времени, но за то прорез будет намного точнее и ровнее.
Когда разметка с использованием транспортира сделана, нужно расположить наличник на горизонтальной поверхности так, чтобы лицевая сторона оказалась вверху. Рекомендуется делать рез по всей плоскости наличника.
Если поблизости нет никаких канцелярских приспособлений, можно использовать обычную плитку, при помощи которой можно начертить угол 90-та градусов. Разделив его на 2 половины, мы получим шаблон для 45-градусного угла, который можно использовать для разметки вместо стусла.
READ Как правильно распилить ЛДСП под углом
Если есть линейка – задача упрощается сразу в несколько раз. Нужно просто взять листочек А-4 и нарисовать квадрат, после чего провести биссектрисы углов. Чтобы было удобнее, можно взять небольшую досочку и приложить её к одному из углов, что позволит зафиксировать конструкцию. Ну а далее нужно приложить наличник и начать пилить.
Обрезание угла
Сначала нужно взять пару заготовок, затем обрезать их под прямым углом. Упирая торец планки к перпендикулярной стене, прикладываем одну планку. Очерчиваем на потолке леску по контуру плинтуса. Убираем первую планку, затем так же, упирая в стену торец, прикладываем планку ответную. Точно так же отмечаем по контуру леску.
Точка пересечения двух отдельных линий является отметкой, по которой обрезается заготовка. Каждая планка прикладывается к поверхности снова, на обеих отмечается точка будущего отреза. От найденной точки до другого края планки плинтуса чертим леску. Плинтуса обрезаем по сделанным ранее наметкам, аккуратно состыкуем, располагаем в место их установки.
Такой способ позволяет более аккуратно обрабатывать внутренние углы.
https://youtube.com/watch?v=_HfHlBBwSrc
Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства. Ленточнопильный станок Mini Cut от – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами
Ленточнопильный станок Mini Cut от – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.
Удобный и продуктивный аппарат для резки труб малого и среднего диаметров. Резак сделан на базе ленточного стального полотна, который может устанавливаться для выполнения реза под углом
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Галерея изображений
Фото из
Установка для резки трубы на объекте
Станок для пространственной резки в семи направлениях
Механизированный ручной газовый прибор
Мобильное устройство для больших труб
Правила техники безопасности
Приступая к соединению поворотных стыков труб или неповоротных аналогов, нужно знать, что работы такого типа имеют высокий уровень опасности. Поэтому необходимо выполнять определенные требования.
Соединение трубных изделий встык посредством газовой или электрической сварки необходимо выполнять на специально оборудованных площадках, которые имеют специальное оснащение, включая различные средства защиты от электрической дуги. Эти элементы распределяются так, чтобы присутствующие поблизости люди были полностью изолированы.
Для соединения трубных изделий, имеющих большое диаметральное сечение и вес свыше 20 кг, рекомендуется использовать специальные подъемники. Вход на площадку требуется освободить, его ширина не может быть менее 1 м. Рабочие температурные значения в помещении должны поддерживаться в пределах +160С. Обязательным условием считается наличие вентиляционной системы и свободное пространство.
Согласно технологии осуществления работ, предполагающих использование сварочного оборудования, все металлические детали и элементы должны быть заземленными (про
Особенности сварки каркаса из профильной трубы
Каркасы из профильной трубы очень популярны. Они легкие, прочные, дешевые, просты и быстры в изготовлении.










Отличиями при сварке каркасов является пространственные положения сварных швов. Еще одна особенность — это деформации, которым подвержены все сварочные изделия. Сварные соединения применяемые для данного типа изделия регламентирует ГОСТ 5264. Наиболее часто используемые — стыковые С17, а также тавровые Т1.
Теперь про деформации и как с ними бороться. Очень часто бывает, что при сборке выявляется такой момент, что труба недостаточно качественно изготовлена, имеет не ровные боковые грани.

Это увеличивает зазоры при стыковке, а в процессе сваривания придется наплавить больше металла и сильнее нагреть изделие. Вот тут возникают сварочные деформации, профильную трубу «ведет». Чтобы конструкцию не повело и для снижения этих воздействий используют специальные приспособления кондукторы. Они фиксируют элементы конструкции не давая возможности отклонений от заданных размеров.
Использование кондукторов значительно увеличивает скорость и точность сборки изделий, что несомненно требуется при серийном изготовлении конструкций. Крупногабаритные конструкции необходимо жестко фиксировать к стапелю при помощи струбцин. Производится прихватка деталей по углам. Выполнение производится с противоположной стороны от установленных прихваток.
Начинаем варить с середины, постепенно продвигаясь к краям. При сваривании разнотолщинных профилей, зажигать дугу необходимо на более толстой трубе и переходить на более тонкую. Колебания можно совершать как круговые, так и зигзагообразные.
Немного об особенных свойствах пластика для пищевых продуктов
Интересно, что пластиковые «полторашки», в которых мы покупаем многие напитки, изначально выглядят как твёрдые колбы небольшого размера. Эта форма называется «приформ». И чтобы приформ превратился в объёмную ёмкость, его нагревают и надувают, как воздушный шар. И при повторном нагревании пластика он стремится вернуться в исходное состояние, то есть сжимается. Такая термоусадка может быть очень полезной, и свойства пластика уже повсеместно применяются: по такому принципу работают термоусадки для электропроводки, красивые обложки для пасхальных яиц и многое другое.
Именно это особенное свойство пластика и предлагает использовать автор идеи, только теперь для сложных соединений.
Приёмы резки труб под углом
Рассматривая приёмы работы – реза прямо или под углом – следует учитывать разный материал изделий, подвергаемых обработке. Так, рукава, изготовленные из полипропилена или тонкой меди, резать легче и проще, чем толстостенные стальные трубы.
Пластиковые изделия малых диаметров обрезаются под нужным углом с помощью специальных ножниц. При этом контролировать угол можно обычным транспортиром. Резка полимерных труб также производится обычной ножовкой с мелкозубчатым полотном.
Наиболее частой потребностью в монтаже становится резка водопроводных, канализационных и вентиляционных труб под углом 45º.
Выясним, какие приспособления можно использовать для реза под различными углами.
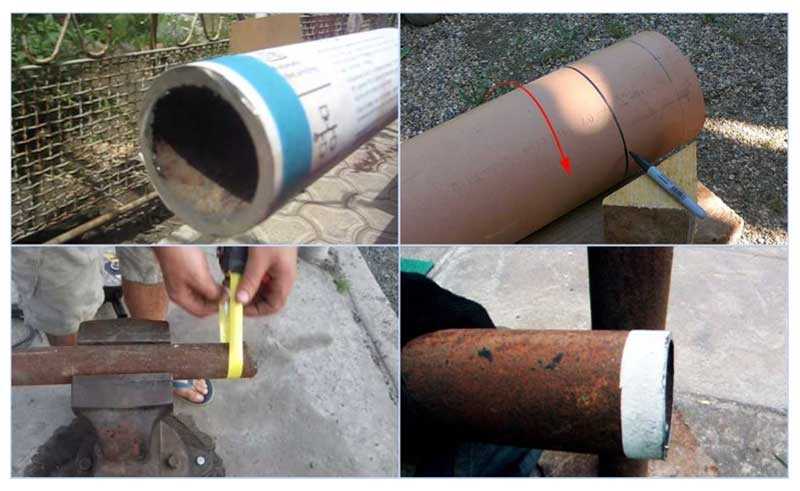
Бумажное лекало для трубы
Для исполнения относительно точного реза можно применить несложную методику, где в качестве своеобразного лекала выступает обычный лист бумаги. Например, удачно подходит для создания лекала бумага принтерная формата А4.
Предварительно лист размечается под квадрат с помощью линейки. Размер диагонали квадрата должен быть равен длине окружности трубы, которую нужно отрезать. Лишние части листа обрезаются.
- Согнуть лист по диагонали, совместив противоположные углы.
- Полученный треугольник повернуть так, чтобы линия гипотенузы была перпендикулярна оси трубы.
- В таком положении обернуть бумагой трубную поверхность, совместив вместе крайние точки гипотенузы.
- Нанести маркером метку реза по линии любого из катетов треугольника.
- Обрезать трубу по намеченной линии.
Этим способом вполне удобно размечать и резать трубы под углом 45º в диапазоне диаметров от 32 до 63 мм. Для большего удобства разметки рекомендуется брать толстую, но мягкую бумагу. Также можно использовать паронит и похожие материалы.
Как грамотно подобрать труборез для пластиковых труб и как его применять на деле, подробно описано в предложенной нами статье.
Грамотно сделанные лекала для фигурного раскроя трубы позволяют с предельно высокой точностью выполнить срезы. При этом зазор между подготовленными заготовками все же не исключен. В соединении металлических труб он “закрывается” сварным швом, при соединении пластиковых деталей используется специализированный шнур для пайки.
Программы расчёта углов реза
Технология резки по лекалам позволяет получать разные углы среза. Но для формирования лекала на углы, отличные от 45º, уже потребуется выполнять математические расчёты и по расчётным данным вырезать шаблон из бумаги или подобных материалов.
Источник
Особенности и характеристики профильных труб
Пустотелый прокат различного профиля производится из низкоуглеродистых или низколегированных сталей. По сечению профиль подразделяется на:
- овальный;
- плоскоовальный;
- многогранный;
- прямоугольный;
- квадратный.
Наибольшей популярностью пользуется квадратная труба из-за равномерно распределённых ребер жесткости и легкости монтажа. Из нее выполняют лестничные перила, уличные конструкции, каркасы ворот, теплиц, элементов городской среды: беседок, скамеек, игрового инвентаря. Пустотелый прокат при низком удельном весе отличается большой прочностью, металлоконструкции способны выдерживать большие динамические и статические нагрузки, если качественно выполнен стык.
https://youtube.com/watch?v=dNVdUdZ8YGY
Как отрезать трубу под 45 градусов с высокой точностью в домашних условиях

При проведении работ по монтажу газовых или водопроводных магистралей часто возникает необходимость в изменении направления линии, при этом трубопровод обрезается и затем сваривается под нужным углом. Чаще всего направление меняется на 90 градусов, при этом встает вопрос – как отрезать трубу под 45 градусов, чтобы точно соединить стыки при сваривании.
Справиться с проблемой при углах обрезаемой кромки в 45 или 90 градусов можно при владении соответствующими знаниями и приемами, которые помогут сэкономить не только время, но и материалы при проведении работ. При других углах разворота решить задачу с помощью линейки и листа бумаги невозможно – на помощь придется вызывать компьютерную технику.
Рис.1 Как режут трубу под углом 45 градусов
Резка под 45 градусов
Обычно, для того, чтобы повернуть трубу на 45 градусов используют фитинги, отводы с углом поворота 45 градусов, выполненных из того же материала, что сами трубы, если трубы стальные, то и повороты привариваются из стали. Для ПНД труб существуют электросварные или литые отводы под 45 градусов (заметим, что компрессионных фитингов с таким углом поворота в России найти практически невозможно).
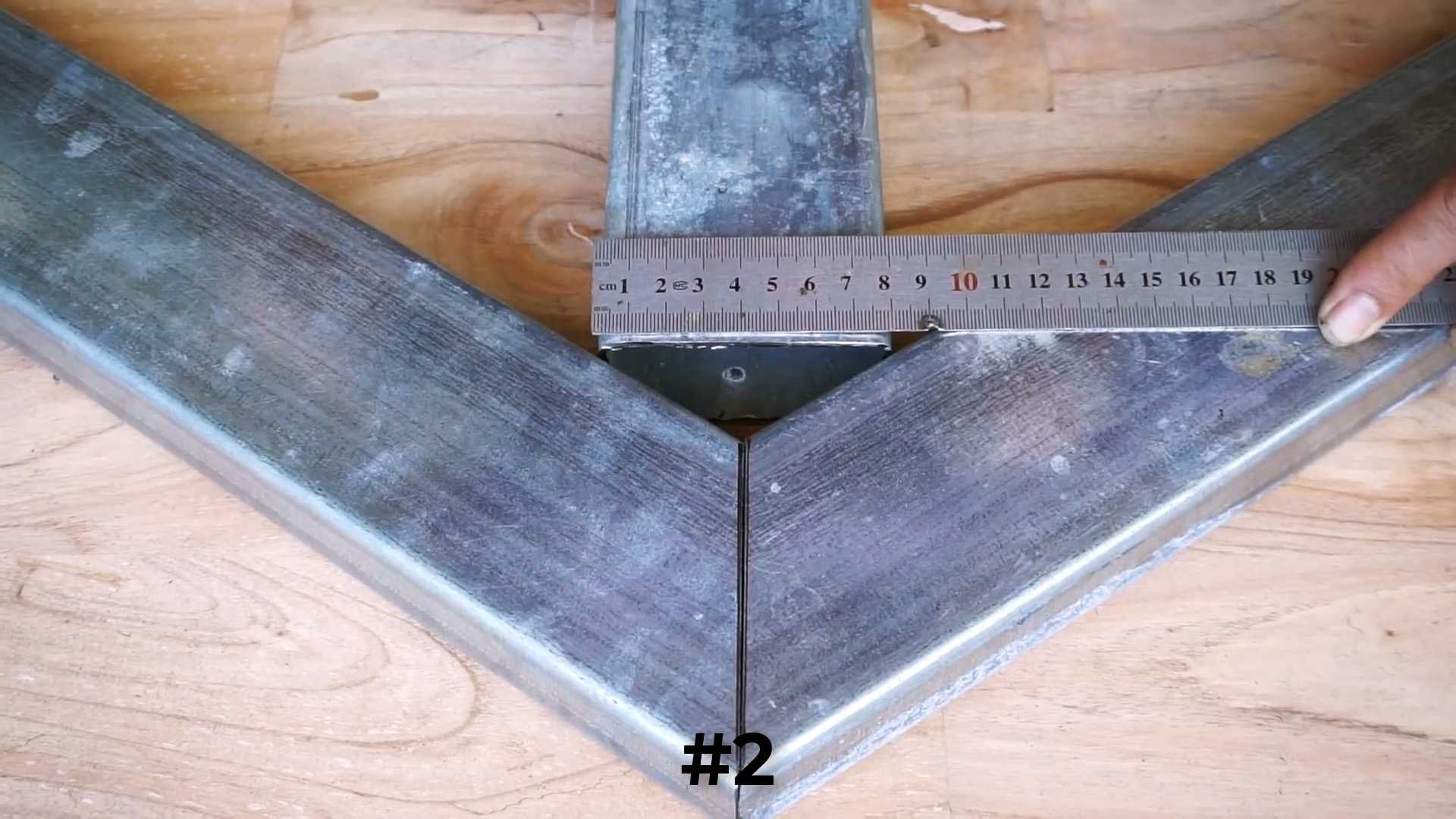
Но, если все же нужно отрезать трубу круглого сечения из стали или различного вида пластмасс, то для этого понадобится лекало для резки труб под углом, форма которого рассчитывается ручным или машинным способом. Задача существенно упрощается, если под углом сорок пять градусов необходимо отрезать металлический профиль квадратного сечения.
Для обрезки на скорую руку можно воспользоваться обычным листом бумаги, сложенным по диагонали, с помощью которого размечают поверхность для будущего реза. Применяя сложенную бумагу, поступают следующим:
- проводят на прямой поверхности профиля в месте, где выполняется рез, строго перпендикулярную линию;
- прикладывают сложенный по диагонали лист бумаги к боковой поверхности острым концом к линии таким образом, чтобы верхний край бумажного треугольника находился заподлицо с верхней стороной металлического профиля.
Рис. 2 Самодельный шаблон для резки трубы под 45 градусов
проводят карандашом линию по боковой части листа под углом 45 градусов, после чего бумажный угол прикладывают к другой боковой стороне и обводят его карандашом (лучше воспользоваться тонким маркером).
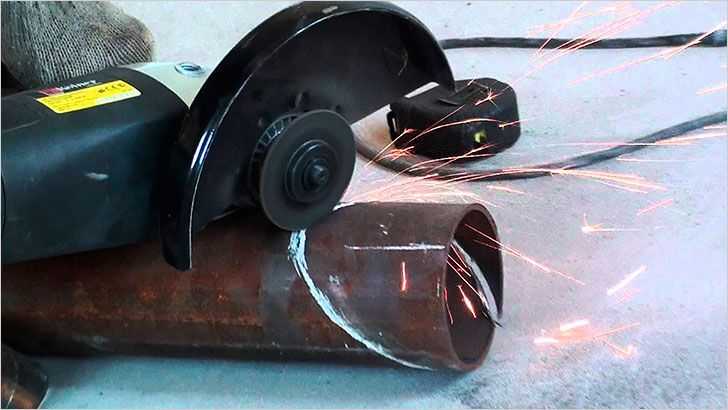
Для отпиливания можно использовать болгарку с диском по металлу, проводя в начале тонкую линию по разметке, после чего постепенно ее углубляя до полного отделения кромок.
При работе с болгаркой необходимо учитывать следующий фактор – при полном обрезании кромок диск может быть поврежден об острый угол, что приведет к его выходу из строя, а при отсутствии защиты на болгарке даже к травмам работника. Поэтому угловые кромки желательно не обрезать до конца, а оставлять узкую канавку и затем обламывать, зашлифовывая впоследствии выступ.
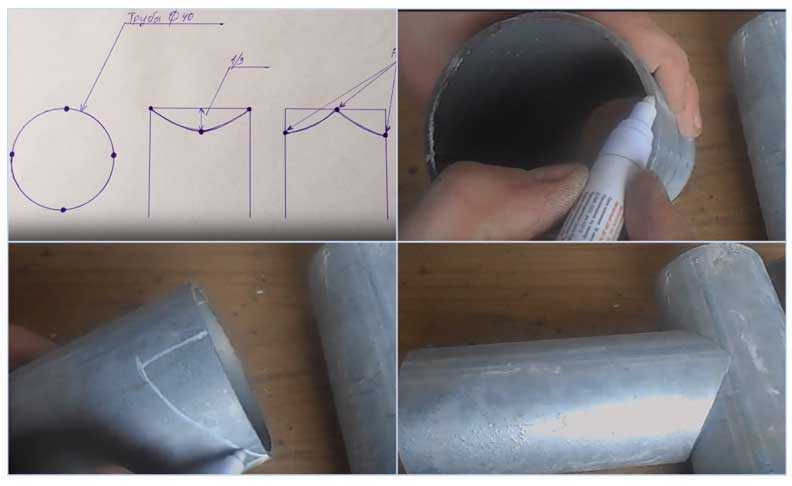
Изготовление шаблона для обрезки металлопрофиля
Если необходима нарезка большого количества труб, можно сделать шаблон из металлопрофиля большего диаметра по бумажному листу приведенным выше способом. Угол наклона проверяют транспортиром или строительным угольником – в этом случае две кромки обрезанных деталей шаблона соединяют.
При работе на разрезаемую деталь в нужном месте одевается шаблон и плотно прижимается, разметка наносится остро заточенной чертилкой при обводке шаблонного контура. Деталь обрезается в несколько заходов с постепенным углублением канавки.
Рис. 3 Отрезание металлопрофиля с помощью стусла
Стусло для резки труб своими руками
Использование шаблона не слишком удобно – приходится совершать рез по линии, держа болгарку на весу, что приводит к большим погрешностям. При наличии сварочного аппарата можно сделать простое стусло – направляющие для диска болгарки, не дающие ему уходить в сторону.
https://youtube.com/watch?v=xG6Dw0KQTi8
Для этого используют сделанный ранее шаблон, в боковой части которого просверливают отверстие и приваривают гайку. При работе самодельное стусло надевают на профиль, в его гайку вкручивают болт и прижимают устройство к профильной поверхности.









Болгаркой с диском по металлу проводят рез, слегка прижимая диск к боковой поверхности устройства. Понятно, что при длительной работе края в стусле постепенно стачиваются, и хотя процесс происходит одновременно на всех кромках, с течением времени появятся некоторые погрешности.
Поэтому устройство лучше сделать из твердого износоустойчивого металла, чтобы увеличить срок его службы и получить более точный инструмент.
Рис.4 Пример выполнения реза под углом 90 градусов
Соединение при помощи фитингов
Монтажные элементы, применяемые при сборке трубопроводов, различаются по виду и области применения. Виды фитингов:
- прямые предназначены для стыковки двух элементов системы в одной плоскости;
- переходники нужны при соединении заготовок разного диаметра, часто необходимы при ремонте старых трубопроводов;
- поворотные, позволяют менять направление потока;
- торцевые заглушки необходимы при изменении схемы прокладки трубопровода;
- разводные (тройники, крестовины) нужны при врезке в магистральные линии или при монтаже отводов;
- штуцеры – гибкие фитинги, используемые при подключении к запорной арматуре.
Для фитингового соединения без резьбы используют обжимные или компрессионные фитинги. В конструкции предусмотрено уплотняющее кольцо, оно фиксируется регулируемым зажимом. С помощью таких фитингов несложно соединять трубы без сварки. Стык плотно и герметично фиксируется с двух сторон. По прочности такое соединение превосходит сварочный шов. Фитинги используют при монтаже труб в технологических системах, где создается высокое давление. Их применяют при разводке водопровода, монтаже теплосистем. Специального оборудования для фиксации фитингов не требуется. Их выпускают для пластиковых и металлических труб.
Как сваривать профильные трубы — Welding Materials
Различные металлокаркасы изготавливаются из профильных труб путем их сваривания. Использование металлических изделий обусловлено их неоспоримыми преимуществами, главными из которых являются надежность, долговечность, простота монтажа конструкций и возможность изготовления различных по виду и сложности каркасов. Для того чтобы разобраться, как правильно сваривать профильную трубу при изготовлении строительных каркасных конструкций, необходимо иметь определенные знания об устройстве трубы и вариантах сварки.
Виды профильных труб и варианты сварки
Данный вид металлопроката имеет несколько стандартных вариантов, отличающихся по размерам самой трубы, виду сечения и толщине стенок металла. В зависимости от этих показателей выбирается способ, как сварить профильную трубу встык, или под 90 градусов – дуговой, газовой, контактной или точечной сваркой. Важен и выбор сварочного электрода, диаметр которого должен быть незначительно больше толщины стенки трубы. Как правило, для сваривания профильных труб выбирается дуговая сварка, а если стенка металла очень тонкая, используется точечный вариант сварки.
Как сварить профильную трубу под 90 градусов
Получить при сварочных работах идеальный прямой угол – задача не из легких, и, как правило, под силу она только профессионалам, имеющим опыт подобной работы и тщательно соблюдающим технологию.
Существует несколько тонкостей сварки деталей под углом 90 градусов.
Для начала профильные трубы, которые необходимо сварить между собой, обрезаются.
Сварщику необходимо обустроенное место для проведения работ – ровная поверхность, чтобы выверенный прямой угол не исказился во фронтальной плоскости.
Для фиксации ровного прямого угла необходимо использовать дополнительные детали – 90-градусные уголки, или косынки.
Сварку рекомендуется проводить поэтапно, сначала намечается черновой шов, а затем, убедившись, что угол в 90 градусов соблюден, трубы свариваются начисто со всех сторон.
Тщательно соблюдая определенную технологию, человек, знакомый со сваркой, сможет самостоятельно изготовить, например, дачную теплицу или металлические ворота.
Как правильно сварить профильную трубу встык
Сварить профильную трубу встык – задача немного более простая, здесь не нужно выравнивать и соблюдать градус угла. Однако не следует забывать, что сварочные работы необходимо проводить по определенным принципам, с учетом всех норм безопасности.
Сам процесс происходит в несколько этапов:
- Присоединить конструкции друг к другу, нанести точечные швы для фиксации.
- После этого, сверив с рабочими чертежами полученную конструкцию, ее необходимо выправить. Как правило, для этого используется кувалда.
- После того как все части конструкции заняли свое место, стыки свариваются.
При этом важно не допустить деформации конструкции, которая может произойти вследствие воздействия напряжения
Лучшие производители
Краб-системы не являются сложной конструкцией, и в каждом регионе есть как небольшие, так и крупные компании, занимающиеся производством металлоконструкций и креплений, что делает их всех конкурентоспособными
При выборе изделия важно придерживаться указанных выше рекомендаций
Также можно предложить несколько критериев, по которым можно выбрать производителя:
- антикоррозийное покрытие изделий;
- покупка изделий через фирму-производителя, а не через посредников, это позволит сэкономить средства;
- сроки изготовления продукции, есть ли товар в наличии;
- гарантия;
- способы оплаты и доставки.
Используемые инструменты
Несложная я на первый взгляд операция — резка труб на практике обнаруживает немало нюансов и подводных камней. Не так — то просто ровно отрезать тубы:
- Тонкостенные.
- Большого диаметра.
- Со скосом.
Очень важно выбрать подходящий для каждого конкретного случая метод резки и специальное оборудование. Его подразделяют на индивидуальное, бытовое и промышленное

Для индивидуального использования
Применяются в домовладениях, частном строительстве и мелком бизнесе. Имеют дело с малыми и средними диаметрами (до 250 мм), применяемых в системах
- Водоснабжения.
- Отопительных.
- Канализационных.
- Вентиляционных.
К такому инструменту относятся:
Резаки. Применяются, чтобы ровно отрезать полимерную трубу до 75 мм. Для проведения ровного и аккуратного разреза имеют зубчатый механизм. Заготовка сначала зажимается полочным зажимом, который надежно ее фиксирует и не дает уйти с линии реза.
Дисковый резак. Подходит для вентиляционных и канализационных полимерных труб диаметром до 200 мм. Лезвие не секаторного типа, а в виде диска, катящегося по поверхности заготовки. Разрез осуществляется за несколько оборотов. Не подходит для металлопластикового проката, поскольку может смять тонкий металлический вкладыш.
Гильотина. Плоский косой нож движется в направляющих и позволяет ровно отрезать необходимую длину за один проход. Выпускается как с электроприводом, обеспечивающим большую производительность, так и с ручным.
Ножовка по металлу. Классический слесарный инструмент позволяет ровно отрезать зажатую в тиски заготовку
При использовании важно вести пилу плавно, с постоянным усилием и без перекосов. Образующиеся после работы ножовкой заусенцы следует зачищать напильником.
Угловая шлифмашина, УШМ
В обиходе называется «болгаркой». Этому универсальному инструменту по зубам любые материалов и диаметры. Для того чтобы обрезать трубу болгаркой, используют специальные абразивные отрезные диски.
Электрический лобзик. Весьма популярный среди домашних мастеров инструмент может резать и трубы, но из- за увода гибкого лезвия в сторону о точности придется только мечтать
Сабельная пила. Инструмент пока не получил широкого распространения среди российских мастеров. Регулируемый упор пилы и ее мощное лезвие позволяют отрезать прокат даже на весу и вплотную к стене.
Как ровно отрезать трубу
Чтобы срез от инструмента общего назначения был ровным, следует использовать специальные приспособления для фиксации заготовки. Это могут быть шаблоны, тиски или стусла
Кроме того, очень важно правильно разметить будущий распил и во время работы следить за тем, чтобы линия реза не ушла в сторону
Для промышленного использования
Такое оборудование применяют на производствах, там, где объемы работ велики либо приходится разрезать трубы большого диаметра. Для того чтобы отрезать ровно, используют:
- Токарный станок. Пригоден для высокоточной нарезки заготовок, снятия фасок, выполнения уступов, переходов диаметров и прочих фасонных обработок. Позволяет токарный станок и нарезать резьбу, как внутреннюю, так и внешнюю. Длина детали ограничена вылетом бабки станка. Диаметр — вылетом кулачков патрона.
- Ленточные машинки. Применяются для того, чтобы отрезать трубу большого диаметра без извлечения ее из траншеи или коллекторного пункта. Работают и на деформированных изделиях.
- Дисковые отрезные станки. Высокоавтоматизированная установка с маятниковой пилой и механизмом подачи заготовок. Часто включается в состав производственной линии, применяется для высокопроизводительной нарезки проката на равные куски.
- Ручные дисковые установки. Мобильное оборудование применяется, чтобы отрезать прокат ровно прямо на месте монтажа. Снабжены многофункциональным зажимом, позволяющим надежно фиксировать изделия разных диаметров и ровно отрезать их, не повреждая краев. Поворотный рабочий стол позволяет резать ровно под произвольным углом. Наиболее продвинутые модели оснащены системой орбитальной сварки. Это позволяет не только отрезать, но и соединять отрезки.
ЧИТАТЬ ТАКЖЕ: Как соединить пластиковые трубы для водопровода: соединение без пайки, видео

Станок для резки труб с ЧПУ
Правила заполнения заделки труб
Начинать заполнение заделки нужно с низа кромки, которая является площадкой. Это необходимо для выбора оптимального способа сварки. Валик горизонтального расположения следует выполнять в повышенном режиме. Также метод сварки определяется расположением шлака, «угол назад» или « под прямой угол».







Для получения валика необходимо усиление или «горбинка», образующаяся при сварке в положении снизу для создания полки, благодаря которой выполняется сварка следующего валика при повышенном режиме. Вторая обработка должна проводиться аккуратными движениями, придерживаясь нижнего края.

Перед началом сварки третьего валика определяют уровень его полноты
При этом важно, чтобы разделка, незаполненная между соединительным швом и верхней кромкой, была не очень большой для четвертого валика и не очень узкой для двух валиков. Третий валик по верхнему краю должен иметь наименьшее значение ширины до верхней кромки
Оптимальный размер может совпадать с диаметром электрода.
Заполнение разделки проводится при формировании еще 3 валиков, которые позволяют заполнить основу сварного шва и укрепить стык
При проведении работ важно держать прямой угол, а разделку заполнять при высокой скорости сварки. Только так можно добиться прочного скрепления слоев между собой
Советы профессиональных сварщиков
Профиль сваривают под любым, удобным углом, используя при этом все разрешённые ГОСТом методики соединения.
Какие использовать электроды?
Профессиональные исполнители советуют использовать следующие марки:
- АНО-4 — распространенная и универсальная марка, не надо прокаливать перед использованием, подходят для работы с разным сварочным оборудованием;
- МР-3С надо использовать, когда к шву предъявляются повышенные требования по качеству;
- профессионалы используют марку УОНИ-13/55;
- хорошее качество соединения обеспечивают изделия ОЗС-12, но у них отсутствует устойчивость к сырости.
Данные рекомендации касаются профильной трубы с размерами 20х40 мм.
Выбор режима
Здесь надо учитывать следующие параметры:
- Сила, полярность и род тока (постоянный или переменный).
- Скорость проводки электрода.
- Диаметр и угол наклона.
- Напряжение сварочной дуги.
Для максимальной эффективности соединения исполнитель должен в каждом конкретном случае использовать наивысшие показатели силы тока, но помнить, что превышение снижает качество шва.
Методом в стык
Для проведения такого режима сварки существуют следующие требования:
- вначале делается прихватка по углам конструкции, затем проверяется точность стыковки, а затем уже обвариваются стыки по всему периметру;
- изделия с тонкими стенками проваривают за один раз, а толстостенные — в несколько проходов;
- дугу ведут с такой скоростью, чтобы металл не проседал, но кромки успевали оплавиться.
Проварку одного стыка заканчивают таким образом, чтобы край шва совпадал с первоначальным и был выполнен внахлёст.
Для тонкостенных изделий
Как варить электродом 2 мм тонкий металл профтрубы — такой прокат относится к тонкостенному виду и соединяется при помощи электродов диаметром от 1,5 до 2 мм, к сварочным работам допускаются исполнители с большим опытом работы. Сила тока — не выше 60 ампер, используются изделия марки МР-3С или АНО-21. Начинающим сварщикам тонкостенные профили надо варить при помощи инвертора.
Под прямым углом
Чтобы добиться при сварке профиля точного угла под 90 градусов, надо иметь опыт и соответствующие вспомогательные инструменты. Существует такая методика проведения работ:
- Профильные трубы разрезаются на части нужной длины.
- Все работы выполняются на ровной поверхности.
- Для надёжной фиксации используются магнитные угольники или подручные средства.
- Соединение выполняется поэтапно с обязательной проверкой угла соединения.
Вначале соединяемые изделия прихватываются, затем измерительным инструментом уточняется угол, если всё в порядке, то производится сварка профиля по периметру.
Устранение прожога
Такие негативные последствия сварки возникают при соединении тонкостенных профильных труб, чтобы предотвратить прожог металла, надо точно подбирать диаметр электрода и устанавливать малые величины сварочного тока, а полярность применять обратную. Аналогичные дефекты появляются из-за неопытности исполнителя.



