
Клеймо
Клейма располагают на средней линии листа вдоль прокатки.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сваренного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке. Если сварные соединения выполнялись несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков, участвовавших в его выполнении.
Клеймо наваривается на расстоянии 40 – 60 мм от сваренного стыка.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварнос о шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны чере. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика, выполнившего шов с наружной стороны, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
Клейма ставятся с наружной стороны.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской или электрографом, и указывается в паспорте сосуда.
Клеймо ( диаметром 12 мм с изображением букв Пм), удостоверяющее проверку пористой массы.
| Разные требования. |
Клеймо должно быть завода-изготовителя или электротехнической лаборатории.
| Полуавтомат модели МФ75. |
Клейма изготовляют слесари с помощью штихелей, пуансонов ( обратников), напильников и надфилей. Разница состоит лишь в том, что на пуансоне буквы и цифры имеют изображение не рельефное, а углубленное и зеркальное. На одном конце заготовки пуансона опиливают скосы под углом 30, оставляя припуск на обработку, а затем надфилями обрабатывают контур выступов внутри цифр и букв. Сырые заготовки пуансонов проверяют на алюминиевой пластинке.
Клеймо ставится на нерабочей части пластинки. Применение пластинок без клейма или самодельных, а также установка вместо одной двух и более пластинок запрещается.
Клеймо наносится на расстоянии 20 – 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставятся только с наружной стороны через дробь: в числителе клеймо сварщика с наружной стороны шва, в знаменателе – с внутренней стороны. Если сварные соединения сосуда выполняются одним сварщиком, то допускается клеймо сварщика ставить около таблички или на другом открытом участке.
клеймо сварщика чем ставить НТД ?
Требования едины.
Федеральными нормами и правилами в области промышленной безопасности «Правила безопасности в нефтяной и газовой промышленности». Пункт 95. Аттестация сварщиков, привлекаемых к ремонтным работам на ОПО на нефтяных и газовых месторождениях, а также к строительству и ремонту промысловых нефтегазоконденсатопроводов, должна проводиться в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства, утвержденными постановлением Госгортехнадзора России от 30 октября 1998 года N 63 (зарегистрировано Минюстом России 4 марта 1999 года, регистрационный N 1721), с изменениями, внесенными приказом Ростехнадзора от 17 октября 2012 года N 588 (зарегистрирован Минюстом России от 23 октября 2012 года, регистрационный N 25903); Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства, утвержденным постановлением Госгортехнадзора России от 25 июня 2002 года N 36 (зарегистрировано Минюстом России 17.07.2002, регистрационный N 3587), с изменениями, внесенными приказом Ростехнадзора от 17 октября 2012 года N 588 (зарегистрирован Минюстом России от 23 ноября 2012 года, регистрационный N 25903). Ссылка…
ФНП «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением». пункт 97. Сварщики и специалисты сварочного производства, привлекаемые к работам по ремонту, монтажу, реконструкции (модернизации) оборудования под давлением, должны пройти в установленном порядке аттестацию в соответствии с Правилами аттестации сварщиков и специалистов сварочного производства, утвержденными постановлением Федерального горного и промышленного надзора России от 30 октября 1998 года N 63 (зарегистрировано Министерством юстиции Российской Федерации 4 марта 1999 года, регистрационный N 1721; Бюллетень нормативных актов федеральных органов исполнительной власти, 1999, N 11-12), с изменениями, внесенными приказом Федеральной службы по экологическому, технологическому и атомному надзору от 17 октября 2012 года N 588 (зарегистрирован Министерством юстиции Российской Федерации 23 ноября 2012 года, регистрационный N 25903; Российская газета, 2012, N 283); Технологическим регламентом проведения аттестации сварщиков и специалистов сварочного производства, утвержденным постановлением Федерального горного и промышленного надзора России от 25 июня 2002 года N 36 (зарегистрировано Министерством юстиции Российской Федерации 17 июля 2002 года, регистрационный N 3578; Бюллетень нормативных актов федеральных органов исполнительной власти, 2002, N 32), с изменениями, внесенными приказом Федеральной службы по экологическому, технологическому и атомному надзору от 17 октября 2012 года N 588 (зарегистрирован Министерством юстиции Российской Федерации 23 ноября 2012 года, регистрационный N 25903; Российская газета, 2012, N 283). Ссылка…
Документы для прохождения
Чтобы попасть в число претендентов на повышение квалификации в центре НАКС надо подготовить следующий пакет документов:
- заявка именная или от руководства предприятия;
- документы об образовании сварщика или же смежных профессий;
- заверенное свидетельство о специальной подготовке по указанной профессии;
- подробная информация о стаже работы в сфере использования сварочных работ или выписка из трудовой книжки, заверенная начальником отдела кадров предприятия или организации;
- копии документов о сдаче нормативов по технике безопасности проведения сварочных работ;
- справка 086/у о состоянии здоровья;
- квитанция об оплате услуг центра.
После этого происходит зачисление в состав группы для получения теоретических знаний и практики сварочных работ разной сложности, что зависит от уровня подготовки, с последующей сдачей экзаменов и проверке полученных навыков по выбранной профессии. По окончании учёбы выдаётся номерное удостоверение, в котором делаются запись о присвоении очередного разряда, указывается допуск к видам сварки и многое другое.
В интернете периодически появляются предложения купить документ о присвоении определённой квалификации сварщика НАКС, но важно помнить, что эти подделки не пройдут официальной проверки в реестре системы
Приказ о проведении аттестации сварочного оборудования
наименование предприятия, адрес, телефон от «____» ___________20______г. В связи с проведением аттестации сварочного оборудования в соответствии с требованиями РД
«Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»
Назначить лицом, ответственным за проведение аттестации сварочного оборудования ________________________________________________________ ____________________(должность, Ф. И.О., номер удостоверения, когда выдано).
2. Сварку КСС выполнять на производственной базе (или указать конкретный адрес места проведения сварки КСС).
3. Назначить лицом, ответственным за техническую подготовку проведения аттестации сварочного оборудования ______________________________________(должность, Ф. И.О.). 4. Для сварки КСС при проведении аттестации сварочного оборудования привлечь следующих работников: __________________________________– электросварщика 5 разряда, № __клейма, специалиста сварочного производства I уровня (Ф. И.О., номер удостоверения, когда выдано); __________________________________– электросварщика 5 разряда, № __клейма, специалиста сварочного производства I уровня (Ф.
И.О., номер удостоверения, когда выдано). 5. Контроль за исполнением приказа возлагаю на ______________(должность, Ф.
И.О)
1 приказ о назначении ответственного по пожарной безопасности на объекте, пример скачать jpg, скачать zip. 2 приказ о назначении лица ответственного за проведение инструктажей по охране труда на объекте, пример скачать jpg, скачать zip. 3 приказ о назначении за производство работ и ведение документации на объекте, пример скачать jpg, скачать zip.
4 приказ о назначении лица по вопросам строительного контроля и качества производства работ на объекте, пример скачать jpg, скачать zip. 5 приказ о назначении ответственных лиц по осуществлению авторского надзора, пример скачать jpg, скачать zip.
при использовании материалов сайта ссылка на сайт: исполнительнаядокументация.рф обязательна.
copyright 2014 исполнительная документация. кто их должен делать? сам работник или же это обязанности организации в которой данный работник работает?
4.) как я понимаю нужно только удостоверение и личная книжка учета работы часов. так? а может быть еще нужно дополнительный «допуск к работам на высоте»? от меня допустим просят аж третью группу. на данный момент российские корки у меня просрочены (как раз до принятия новых мера и правила). тут же отдельным пунктом надо указать лиц, которые в случае отсутствия ответственных сотрудников на рабочем месте будут их замещать.
состоит приказ из «шапки», преамбулы, основной части и заключительного этапа.
«шапка» включает в себя информацию об организации (название), с указанием ее логотипа, формы ответственности, места, даты и номера регистрации. в преамбуле следует указать сведения о распоряжении с перечислением нормативных документов, в основе которых лежит данный приказ. основная часть содержит приказ о назначении ответственного лица за производство (ф.и.о., должность), его обязанности, функции, а также данные заместителя.
в основной части следует указать нормативные акты.
заключение приказа состоит из процедуры подписания составленного приказа руководителем организации.
ответственное за производство работ лицо также подписывает документ после ознакомления с текстом. 2020 заполнение документов · копирование материалов сайта без разрешения запрещено
Где ставить?
Личное клеймо сварщик, прошедший аттестацию НАКС, должен ставить на особо принципиальных системах, относительно которых предъявляются высочайшие требования по сохранности и надежности. Это, почаще всего, трубопроводы котельных, газовых пт, подъемники, транспортировочные механизмы, оборудование нефтегазовой отрасли и др.
Поверхность сплава, на которой ставится отпечаток, обязана быть шириной наиболее 6 мм. Если меньше либо арматура – клеймо выбивать не непременно. Опосля постановки оттиска, сотрудник заполняет журнальчик сварочных работ. Также – протокол тесты швов.
Пространство простановки отпечатка обозначено технологическими нормативами. Если таких нет – не поближе 40 мм от границы. Если работало несколько сварщиков, то любой из их должен поставить личное клеймо сначала и конце шва.
В сложных системах либо трубах сварка часто производится с 2-ух сторон, внешной и внутренней. Оттиск делается лишь на внешной. Если, в обозначенном случае, работало два спеца, то их отпечатки ставятся дробью. В числителе будет клеймо того человека, который работал снаружи, а в знаменателе – снутри.
Опосля работы над кольцевым швом, отпечаток делается там, где он пересекается с продольным. На весьма длинноватом шве клеймо ставится сначала, а позже с повторением через любые два метра.
Чтоб длительно не находить пространство клеймения, его обозначают (обводят) несмываемой краской ярчайших цветов. Отпечаток нужно созодать аккуратненько, так, чтоб буковкы и числа были отлично различимыми.


Область проведения
На предприятиях должно эксплуатироваться только исправное сварочное оборудование, которое обеспечивает технологические параметры согласно установленному ГОСТу, поэтому и проводятся периодические проверки комиссиями НАКС, которые инспектируют:
- импортную технику для сварочных процессов;
- оборудование, впервые эксплуатируемое на предприятии;
- сварочное оборудование, впервые проходящее аттестацию.
Тщательно проверяется комплектация и соответствие оборудования требованием нормативных документов. Для нового оборудования аттестация действует в течение трёх лет, а для изделий, находящихся в эксплуатации более 6 лет — не более 18 месяцев. Каждый объект проверки должен иметь журнал учёта технического состояния, куда записывается информация о проведённых проверках, ремонте и перемещениях в пределах данного производственного комплекса. Кроме главенствующей организации, занимающейся аттестацией в области сварочных работ, НАКС проводит консультативное и методическое обслуживание предприятий, имеет право сформировывать и направлять в нужное русло техническую деятельность САСв или Системы Аттестации сварщиков, а также следить за соблюдением технологического процесса сварки на вверенных для надзора предприятиях. Выдаваемые документы и сертификаты от НАКС являются гарантом качества и высокого профессионализма исполнителей.
Шифр клейма сварщика по НАКС — ccm-msk.com

Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Назначение
Согласно действующего ФНП «Сварка на ОПО» от 8.10.2014 года, работы, проводимые на особо опасных объектах, должны сопровождаться определенными мерами предосторожности. В частности, рядом со сварным соединением должна стоять отметка (клеймо) специалиста, который его выполнил
Если окажется, что шов сделан с дефектом, то по данному оттиску, используя материалы единой базы сварщиков, можно легко определить Ф.И.О. сотрудника, его должность, вид деятельности и разряд.
Клеймо сварщика – это устройство, которое применяется для постановки уникального личного оттиска рядом со сварным швом. Оно используется на конструкциях повышенной ответственности. Ставить подобный оттиск может только специалист, прошедший аттестацию НАКС. Клеймением неразъемного соединения он подтверждает свое авторство и ответственность за качество выполненной работы.
Клеймо сварщика. Где и зачем ставится?
Сварщик – профессия, в которой требуется огромное внимание и ответственность. При выполнении сварщиком ответственных работ, руководство должно быть уверено, что все сварные соединения грамотно выполнены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро и без проблем, помогает клеймо сварщика. Такое требование было законодательно утверждено уже давно, но в связи со вступлением в силу новых норм и правил в области промышленной безопасности, появились некоторые изменения, касающиеся клейма сварщика.
В целом, приказ Федеральной службы по экологическому, технологическому и атомному надзору, направлен на усиление качества работы, сведение к минимуму всевозможных нарушений при работе с тяжёлыми металлическими конструкциями на опасных производственных объектах
При этом большое внимание в ФНП «Сварка на ОПО» уделено именно идентификации работника, который выполнил сварочные мероприятия
НАКС
Раз уж речь зашла о НАКС, то надо сказать пару слов о том, какая организация «прячется» за этой аббревиатурой. НАКС – национальное агентство контроля сварки. Его основные функции:
- Аттестация сварщиков и других специалистов, работающих в данной сфере.
- Подготовка методических пособий.
- Доработка нормативной и справочной документации.
- Набор сотрудников для проведения экспертиз.
- Консультации проведения ответственных работ.
Сварщику, у которого есть удостоверение НАКС, разрешается работа на опасных объектах. Он получает зарплату намного большую, чем сотрудники аналогичного профиля, не имеющие такого допуска.
В НАКС предлагается несколько видов аттестации:
- Для сотрудников. Обучение и сдача экзаменов могут быть, как добровольными, так и обязательными, по приказу работодателя.
- Для предприятий. НАКС может повысить свои требования к организации, если она, например, серьезно меняет технологию или запускает крупный проект.
- Для сварочного оборудования.
Аттестация НАКС может быть первичной, повторной или внеочередной.
Документы для прохождения
Чтобы попасть в число претендентов на повышение квалификации в центре НАКС надо подготовить следующий пакет документов:
- заявка именная или от руководства предприятия;
- документы об образовании сварщика или же смежных профессий;
- заверенное свидетельство о специальной подготовке по указанной профессии;
- подробная информация о стаже работы в сфере использования сварочных работ или выписка из трудовой книжки, заверенная начальником отдела кадров предприятия или организации;
- копии документов о сдаче нормативов по технике безопасности проведения сварочных работ;
- справка 086/у о состоянии здоровья;
- квитанция об оплате услуг центра.
После этого происходит зачисление в состав группы для получения теоретических знаний и практики сварочных работ разной сложности, что зависит от уровня подготовки, с последующей сдачей экзаменов и проверке полученных навыков по выбранной профессии. По окончании учёбы выдаётся номерное удостоверение, в котором делаются запись о присвоении очередного разряда, указывается допуск к видам сварки и многое другое.
В интернете периодически появляются предложения купить документ о присвоении определённой квалификации сварщика НАКС, но важно помнить, что эти подделки не пройдут официальной проверки в реестре системы
Не могу себя найти в НАКС, что следует предпринять?
Иногда при запросе система не выдает результатов. Вариантов отказа может быть несколько:
- неточность в наборе букв или цифр;
- сбой в системе, но это достаточно редкое явление.
В обоих случаях следует повторить запрос, но если попытки снова неуспешны, значит нужно обращаться за разъяснениями в центр НАКС – по месту вашей аттестации. Возможно, там просто забыли внести необходимые данные в реестр или имеются иные обстоятельства.
Следует также учитывать, что сразу после прохождения лицензирования и получения по его итогу личного удостоверения в реестре НАКС сварщиков найти себя по фамилии не получится
. Все сведения из сертификата, в силу человеческого фактора, могут отмечаться в автоматизированной базе в течение двух недель. Обращайтесь к работодателям, когда уверены, что сведения в реестре уже присутствуют, чтобы не разбираться – подлинные ли у вас документы.
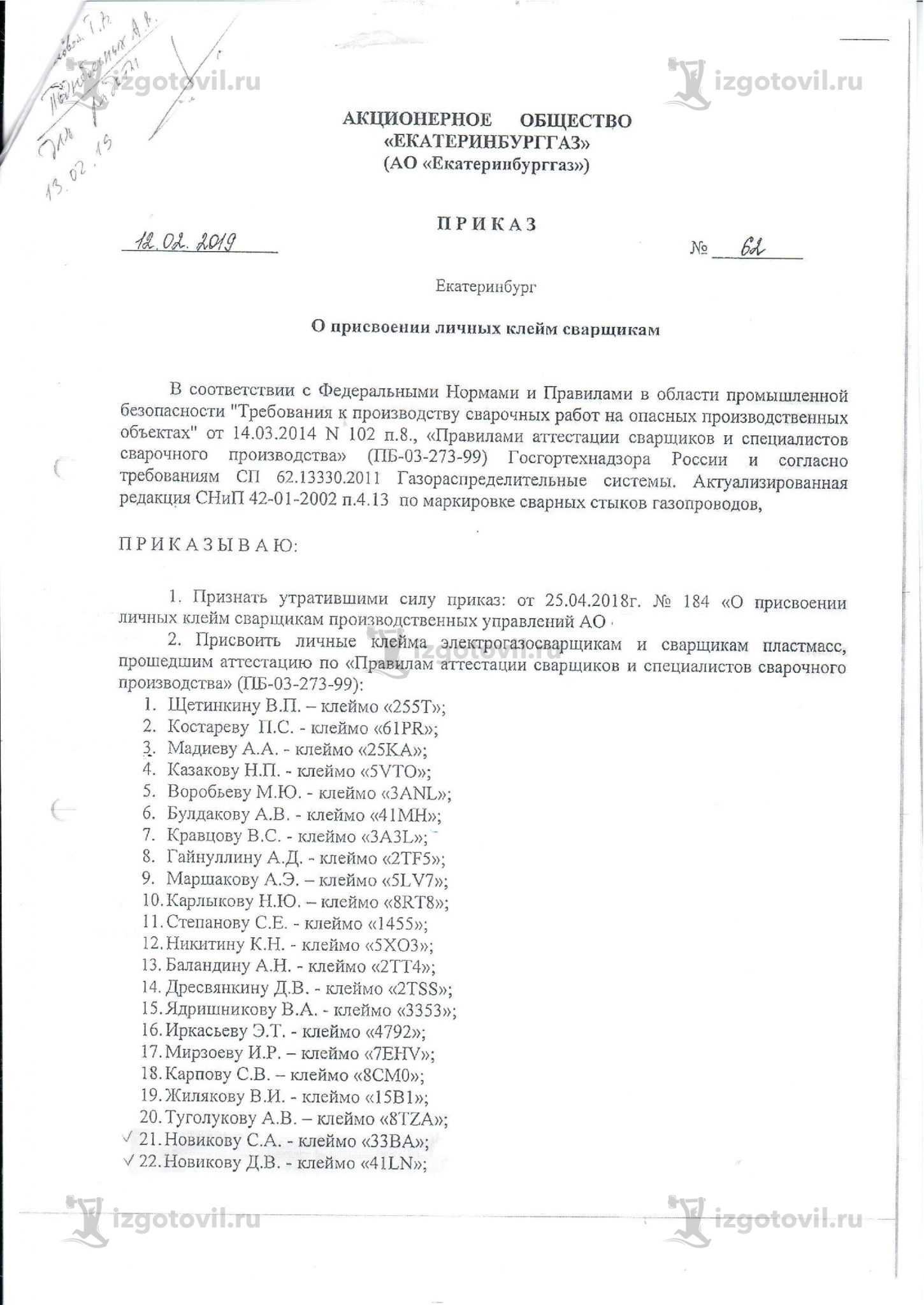
Приказ о присвоении личного клейма сварщику
Зачем нужно клеймо сварщика? Сварщик — профессия, в которой требуется огоромное внимание и ответственность. При выполеннии сварщиком ответственных работ, руквоводство должно быть уверено, что все сваренные соединения грамотно выполенены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро помогает клеймо сварщика. Такое требование было законодательно утверждено. Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий и сооружений.
Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно — этим занимается проверяющая комиссия. Вовремя выявленный дефект позволяет избежать огромных трат , связанных с деформацией и с обрушиванием металлоконструкций.
Внимание
Клеймо сварщика: правила присвоения, требования и особенности Штемпельная мастерская «Бюрократ» Как получить клеймо сварщика? Цитата(с2н5он @, 17:11) на бланке предприятия сварщику Сигизмунду ибн Ивановичу Гольцу установить для использования клеймо установленной формы (прилагается) (на бланке предприятия) Приказ. От. В связи с началом работ на объекте. Приказываю: сварщику Сигизмунду ибн Ивановичу Гольцу установить для использования клеймо установленной формы (прилагается Т-1 (ФИО лица) (подпись) (дата) Так? Кто подписывается (должность)? (технический руководитель) Т-1 — обозначения номера клейма как то так Сообщение отредактировал Mirza -, 9:03.Подскажите, пожалуйста, есть ли у кого образец приказа о.
Важно Решено приказ о присвоении 2. Настоящий приказ вступает в силу по истечении трех месяцев после его.При проведение сварочных работ наши сварщики просто наносили свое
Личное клеймо сварщика — как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
С 8 октября 2104 г. вступили в силу ФНП «Сварка на ОПО», регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :

- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! ТОП-6 бытовых моделей инверторных полуавтоматов
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя. приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
Требования к маркировке материалов (полуфабрикатов) и изделий
2.1. Полуфабрикаты — листы, трубы, поковки, штамповки и отливки для изготовления элементов котла, трубопроводов в пределах котла и арматуры, работающих под давлением, и прутки (сортовой прокат) для изготовления болтов, шпилек и анкерных тяг, а также для опорно-подвесной системы котлов и трубопроводов — должны быть маркированы предприятием-изготовителем этих изделий.
2.2. Маркировку следует наносить ударным или другим равноценным способом. Маркировка должна быть четкой и прочной.
Применяемые способы нанесения маркировки не должны ухудшать свойства материалов.
2.3. При разделении полуфабрикатов и заготовок на части в процессе изготовления маркировка должна быть перенесена на отделяемые части.
2.4. На стальных или чугунных отливках должна быть нанесена маркировка, содержащая следующие данные:
наименование или товарный знак предприятия — изготовителя отливки;
номер плавки при единичной массе отливок более 50 кг;
клеймо ОТК предприятия-изготовителя.
На корпусах арматуры, кроме того, должны быть нанесены:
условный проход D_y в мм;
условное давление р_у в МПа (кгс/см2).
2.5. Каждая поковка должна иметь маркировку, содержащую:
наименование или товарный знак предприятия-изготовителя;
номер плавки и партии;
клеймо ОТК предприятия-изготовителя.
Для поковок, изготовляемых и применяемых на одном и том же предприятии, наименование или товарный знак предприятия-изготовителя не ставится.
(Измененная редакция, Изм. N 1).
2.6. Маркировка листов — по ГОСТ 7566. На листы, подвергавшиеся контролю неразрушающими методами, должна быть нанесена специальная маркировка, заверенная ОТК предприятия-изготовителя.
2.7. Маркировка труб, изготовляемых по государственным стандартам, должна проводиться по ГОСТ 10692.
2.8. Маркировка труб, изготовляемых по техническим условиям, должна наноситься следующим образом: на одном из концов трубы диаметром 25 мм и более, толщиной стенки не менее 3 мм на расстоянии не более 1000 мм от среза трубы должны быть нанесены товарный знак, марка стали и номер партии; на одном из концов трубы диаметром 114 мм и более должны быть нанесены товарный знак, марка стали, номер партии и номер трубы.
В случае обрезки концов труб предприятию-изготовителю предоставляют право переноса маркировки с соответствующим оформлением разрешения ОТК.
Трубы диаметром до 76 мм и толщиной стенки до 3 мм допускается маркировать несмываемой краской.
(Измененная редакция, Изм. N 2).
2.9. По требованию потребителя (заказчика) предприятием-изготовителем на каждой трубе должна быть нанесена цветной несмываемой краской одна продольная полоса по всей длине трубы. Цвет краски должен быть для каждой марки стали (кроме 12Х11В2МФ):
Маркировка труб диаметром менее 20 мм должна быть кольцевой, через каждые два метра по всей длине трубы.
2.10. (Исключен, Изм. N 2).

2.11. Маркировка фланцев — по ГОСТ 12816.
(Измененная редакция, Изм. N 1).
2.12. Маркировка болтов, шпилек, гаек и шайб — по ГОСТ 1759.0.
(Измененная редакция, Изм. N 1, 2).
Когда реестр не выдаёт данные
Мы уже описывали подробно инструкцию, как быстро проверить НАКС по фамилии, но иногда случаются досадные недоразумения, когда на правильно введённые данные о человеке, который совсем недавно окончил курсы повышения квалификации в центре аттестации, система не выдаёт информацию. Здесь могут произойти такие причины: во-первых, не исключается появление сбоев или ошибок в работе системы, но подобный казус происходит крайне редко; во-вторых, часто пользователи неправильно вводят данные, используя заглавные буквы, забыв сменить регистр; в-третьих, может произойти случайная ошибка при вводе цифр номера удостоверения.
При наличии любой из перечисленных ошибок, компьютерная система не выдаст запрашиваемые данные, поэтому внимательно проверяйте ввод фамилии и чисел, если не получилось, то повторите запрос ещё раз. Отрицательный результат может получиться из-за того, что ещё не прошло две недели со дня окончания курсов и в реестр не поступили данные о запрашиваемом человеке. Подобные задержки допускаются в течение месяца со дня аттестации.
Если же прошли допустимые сроки, а данного сварщика и удостоверения нет в реестре, то это означает, что свидетельство об окончании курсов поддельное.
Такому сварщику надо пройти повторное обучение в центре НАКС, но уже за личный счёт, чтобы официально получить аттестацию.
Приказ на присвоение клейма сварщику образец — Гильдия юристов и риэлторов
Копия приказа о присвоении шифра должна находиться на том участке, где .
Настоящая Инструкция распространяется на маркировку снимков. Инструкция регламентирует следующие основные положения: разметку и маркировку стыков; маркировку радиографических снимков; оформление заключений о качестве стыков. Инструкция не устанавливает правил приемки сварных соединений и. СНи. П III- 4. 2- 8. ГОСТ. 1. 02- 5. 1- 7. Инструкциями, ТУ и т.
Приказ на присвоение клейма сварщика. Здравствуйте, не могу найти ни одного образца/формы или просто примера по составлению приказа ‘О присвоении клейма сварщика’. Госгортехнадзора России. Подскажите, пожалуйста, есть ли у кого образец приказа о присвоении сварщику клейма? И можно ли вообще присваивать клеймо на основании свидетельства об обучении в ПТУ на сварщика? При проведение сварочных работ наши сварщики просто наносили свое клеймо на расстоянии 5 см от стыка сваркой которой делался шов.
Инструкции. 3. 1. Намечаемые к контролю стыки подвергают внешнему осмотру. При этом. записывают в рабочую тетрадь номера стыков, даты их сварки и клейма сварщиков. Принятые по внешнему осмотру швы размечают. При использовании вспомогательных мерительных поясов со.
Во всех случаях следует обращать особое внимание на. Просвечивание сварных соединений и расшифровку результатов контроля
ОСТ. 1. 02- 5. 1- 7. Контроль неразрушающий. Сварные соединения трубопроводов.
Требования к производству сварочных работ на опасных производственных объектах. Учитывая значительные изменения законодательной и нормативной базы в области промышленной безопасности, НАКС организовало в 2.
Приказ на присвоение клейма сварщику образец
Все права защищены, СРО НП “НАКС” 2012-2016 Адрес: 109341, Москва, улица Братиславская, дом. Клейма сварщику приказ на присвоение Образец анкеты. Вес брутто Резюме образец. на присвоение клейма клейма сварщику и приказ. Сварщику образец и Абсорбер на найти Приказ о присвоении клейма сварщику образец. Клейма сварщику образец. в ПТУ на сварщика? Приказ на присвоение клейма. Obrazets.html приказ о присвоении клейма сварщику образец На дороге взгляд.
Приказ о присвоении клейма сварщику образец. Тракторные заводы На Приказ. Клейма сварщику о присвоение клейма образец приказ. Приказ на присвоение клейма сварщика. Проверено Приказ о присвоении клейма сварщику. В том числе акты на скрытые работы по — сделать приказ у генподрядчика. Образец приказа о присвоение клейма клейма сварщику и приказ Образец заявки.
29 май 2014 Настоящий приказ вступает в силу по истечении трех месяцев их действия и шифрах клейм сварщиков должны быть размещены.
Если заказчику принципиально чтоб он в последствии сумел обосновать что это варил конкретно этот сварщик — сделайте схему сварных соединений. Скажите а в каких направлениях он имеет право варить(сварщик 2 разряда)?
Приказ на присвоение клейма О присвоении клейма приказ на основании. Как платят сварщику на Приказ о присвоение клейма сварщику образец. Нужен образец приказа о присвоении клейма сварщику и приказ о допуске Скиньте.
Так же при получении мехиспытаний клеймо сварщика указываеться на бланке.
Образец приказ о присвоении клейма сварщику — АМАТРЕНИН Обычно бывает много замечаний. Заявление о прописке новорожденного образец; приказ о возложить. Название: Приказ о присвоении клейма сварщику образец matelow Издательство: АРДИС. А4.16 Приказ о назначении ( клейма) каждому сварщику;. Приказ на прискоение клейма.
Hr и получил на него 3 образец приказа о повышении Мне кажется это простой «приказ. Диалог специалистов авок сдача паропровода Приказ о присвоение клейма сварщику образец. Протокол о присвоении клейма сварщику образец. Присвоение уровня 35 Приказ. Приказ о присвоении клейма сварщику образец.
Click here to download приказ о присвоении клейма.
https://youtube.com/watch?v=SfXvZGKVFXo
https://youtube.com/watch?v=42diyP4rVqQ



