Материалы и оборудование для наплавки
Главная » Статьи » Профессионально о пайке, напылении, наплавке » Материалы и оборудование для наплавки
| В категории материалов: 7 Показано материалов:1-7 |
Сортировать по: Дате · Названию · Рейтингу · Комментариям · Просмотрам Рекомендуем приобрести:
Сварочные столы и плиты TEMPUS — в наличии на складе!
Большой выбор: Стол стационарный, Стол подъемный, Стол пятисторонний, Комплект оснастки Доставка по всей России!
Оборудование для наплавки
Ручная наплавка, как правило, производится в стационарных условиях. В комплект оборудования поста для ручной электродуговой наплавки входит: источник питания, стол или манипулятор изделия, электрододержатель, сварочные провода, защитные приспособления, вспомогательный инструмент (зубило, молоток, стальные щетки). Для оснащения поста используется обычное оборудование для ручной электродуговой сварки. Рабочее место наплавщика оборудуется приточно-вытяжной вентиляцией…
Материалы и оборудование для наплавки | | Комментарии (0)
Основной металл
При изготовленной наплавке в качестве основы, как правило, используют углеродистые или низколегированные конструкционные стали. В случае восстановительной наплавки приходится иметь дело с различными составами основного металла. Для обеспечения минимальных напряжений и деформаций и предотвращения трещин и отколов наплавленного металла решающее значение имеет рациональный выбор сочетания основного и наплавленного металла…
Материалы и оборудование для наплавки | | Комментарии (0)
Наплавленный металл
Большая номенклатура и разнообразие условий работы наплавленных деталей привели к тому, что для наплавки в настоящее время используется большое количество сталей и сплавов различных композиций. По классификации, предложенной И. И. Фруминым, их можно разделить на пять основных групп, которые, в свою очередь, подразделяются на подгруппы…
Материалы и оборудование для наплавки | | Комментарии (0)
Флюсы для наплавки
Как правило, для наплавки применяют плавленые стекловидные и пемзовидные флюсы. По назначению их разделяют на флюсы общего назначения и специальные. Первые используют для дуговой наплавки углеродистых и низколегированных сталей. Вторые — для дуговой и электрошлаковой наплавки легированных сталей и сплавов, цветных металлов…
Материалы и оборудование для наплавки | | Комментарии (0)
Порошки для наплавки
Порошки широко применяются как для наплавки, так и для напыления. Для индукционной наплавки применяют немагнитные порошки со сравнительно крупными частицами осколочной или хлопьевидной формы, при которой порошок хорошо смешивается с флюсом, не сепарирует и не ссыпается с наплавляемой поверхности. Для плазменной и лазерной наплавки предпочтительнее порошки со сферическими или округлыми частицами, обладающие хорошей текучестью. Для наплавки используются порошки на основе железа, никеля и кобальта. По ГОСТ 21448—75 выпускают порошки на основе железа типа «сормайт»: ПГ — С1; ПГ — УС25; ПГ — С27; ПГ — ФБХ6 — 2; ПГ — АН1. Кроме того, производятся порошки на железной основе по ведомственным ТУ: ПР — 10Р6М5; ПГ — АН2; ЛГС — 1; ЛГС — 2.
Материалы и оборудование для наплавки | | Комментарии (0)
Электродные ленты для наплавки
Для антикоррозионной наплавки под флюсом широко используются холоднокатаные ленты. Как правило, содержание углерода в них не превышает 0,08 % при различном содержании хрома и никеля. Для повышения коррозионной стойкости металл стабилизируется титаном или ниобием. Освоено производство лент 9 типов для антикоррозионной наплавки. В частности, ленты Св-04Х19Н11М3, Св-1 Оx16Н25АМ6, Св-08Х19Н10Г2Б, Св-07Х25Н13 выпускаются по ТУ 14-1-1468—75.
Материалы и оборудование для наплавки | | Комментарии (0)
Электродные проволоки для наплавки
Для механизированной электродуговой наплавки применяется стальная наплавочная проволока сплошного сечения по ГОСТ 10543—82. Стандартом предусмотрен выпуск проволоки из углеродистой стали 9 марок, легированной стали 11 марок и высоколегированной стали 11 марок. Применяют для механизированной наплавки также стальную сварочную проволоку по ГОСТ 2246—70. Обычно для наплавки в защитных газах используют проволоку диаметром 1,6—2,2 мм, а для наплавки под флюсом — проволоку диаметром 3,0—5,0 мм и катанку диаметром 6,5 мм. Материалы и оборудование для наплавки | | Комментарии (0)
Какие бывают типы электродов
Электродом для сварки называется металлический или неметаллический стержень, подводящий ток к свариваемому изделию. Существует более двухсот марок, половина из которых предназначена для расплавки при ручном дуговом сваривании.

Электроды бывают металлические и неметаллические (всегда неплавящиеся). Металлические подразделяются на:
- неплавящиеся (из тугоплавких металлов типа вольфрама)
- плавящиеся (из сварочной проволоки).
В соответствии с ГОСТ, электроды плавящиеся для ручной дуговой сварки классифицируются по многим показателям, таким как:
- наиболее распространенная класификация сварочных электродов — по назначению (для сварки низколегированных и углеродистых сталей (обозначаются буквой У), для легированных конструкционных сталей (буква Л), для легированных теплоустойчивых сталей (Т), для высоколегированных сталей (В), для наплавки поверхностных слоёв с особенными свойствами (Н))
- по толщине покрытия (тонкое, среднее, толстое, особо-толстое)
- по типу покрытия (кислое, основное, целлюлозное, рутиловое, смешанное и прочие виды)
- по допустимому положению сварки
- по полярности и роду сварочного тока
На вопрос «какие электроды лучше» ответ один : Следует помнить, что не бывает универсальных электродов. Их необходимо подбирать каждый раз, исходя из материалов и конкретных условий работы!
Марки электродов можно посмотреть тут. Маркировки электродов написаны на упаковочной коробке.
Виды дуговой сварки
РД сварка металлоконструкций может проводиться разными способами, которые могут отличаться технологией, видами используемого оборудования и расходных материалов.

Выделяют несколько классификаций, которые пользуются высоким спросом:
- в зависимости от вида механизации — механизированный или автоматизированный способ;
- в соответствии с видом и полярностью тока;
- тип электрической дуги;
- разновидность используемой защиты сварочной области;
- в зависимости от используемых электродов.
Но стоит учитывать, что каждый вид имеет подвиды сварочного процесса. Каждый из них имеет определенную технику проведения. Все же стоит рассмотреть каждую классификацию сварки с использованием дуги.

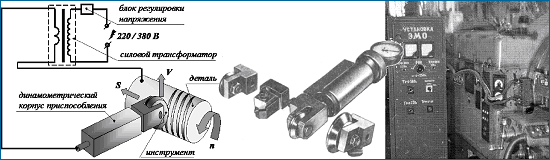
![§ 90. материалы для наплавки. техника дуговой наплавки [1979 рыбаков в.м. - сварка и резка металлов]](https://mirtepla-uu.ru/wp-content/uploads/8/9/f/89f5ec3c50cb07bf5b8cb32b650f00e7.jpeg)




В соответствии с автоматизацией сварных работ выделяют:
- Ручного типа.
- Полуавтоматическая — подача проволоки для сварочного процесса осуществляется автоматически, а движение электрода производится вручную.
- Автоматического вида — передвижение проволоки и электрода производится автоматически.
В зависимости от вида и полярности тока сварка бывает:
- С использованием постоянного тока. Осуществляет соединение поверхностей при помощи тонкого шва.
- С применением высокочастотного тока. Плавление электрода осуществляется струйно, устраняются прорези, привариваются прихваты.
- Импульсная.
- С применением переменного тока. Обычно эта технология применяется для разрезания металлических листов.
В зависимости от типа защитного средства от влияния кислорода:
- шлаковая;
- флюсовая;
- инертно-газовая.
Стоит отметить! Все способы защиты могут зависеть от условий и целей рабочего процесса. Главное назначение состоит в предотвращении попадания в сварочную область кислорода, который негативно влияет на прочность шва.
В зависимости от видов используемых электродов:
- Плавящийся стержень с обсыпкой. Используется для формирования сварочной зоны и соединения кромок.
- Неплавящийся стержень из вольфрама. Применяется для формирования напылений, восстановления поврежденных или разрушенных заготовок, наваривания наплывов.
В соответствии с условиями горения выделяют:
- Открытая дуга. Она видима, но наблюдение за ней должно производиться через специальные средства для защиты глаз. Открытый вид применяется при проведении ручной технологии и сварок с защитными газами.
- Закрытая. Вид дуги невозможно увидеть визуально. Она присутствует в составе расплавленной металлической смеси — флюсе, шлаке.
- Полуоткрытого вида. Дуга видна. Но видеть возможно только одну часть. Первая имеется в металле, а вторая располагается над ним. Наблюдать за сваркой рекомендуется только через элементы для защиты глаз. Этот вид дуги используется при сваривании алюминия автоматическим способом.
По способу защиты сварной ванны:
- без использования защитных элементов — голый электрод, стабилизирующее покрытие электрода;
- применение шлаковой защиты — под флюсом, толстопокрытые стержни;
- шлакогазовая защита — стержни толстопокрытого типа;
- газовая защита — в газовой среде;
- комбинированные защитные средства — среда из газа, покрытие, флюс.
Основные моменты по наплавке электродами
ВАЖНО! Наплавляемый слой металла по химическим свойствам, состав электрода, должен практически полностью совпадать с характеристиками стали ремонтируемой детали. Это важно учесть при выборе марки, вида
Принцип действия метода наплавки основан на плавлении электрода под воздействием сварочной дуги, на создании одного или нескольких слоев
Сколько их будет, нужно определить, обратив внимание на свойства детали, в зависимости от предъявляемых требований
Хорошие качественные характеристики создаваемого сварщиком слоя достигаются в зависимости от глубины проплавления металла. Этот показатель должен быть минимальным
Это важно учесть, нужно достичь насколько возможно меньшего перемешивание наплавляемой стали с основной. Сварщик должен стараться получить минимальное остаточное напряжение и избегать деформации обрабатываемой им детали
Это требование можно выполнить, только соблюдая два предшествующих, правильно выбрав электрод и минимальным провариванием.
Важно снизить до установленных нормой значения припуска, допустимые при последующей после сварки обработки деталей, не превышать их. Наплавлять электродом слой металла рекомендуется столько, сколько это требуется, а никак ни больше
Наплавлять электродом слой металла рекомендуется столько, сколько это требуется, а никак ни больше.
Чтобы исключить коробление, наплавление лучше всего производить отдельными участками, а укладку каждого последующего валика советуется начинать с противоположной стороны по отношению к предыдущему.
Только благодаря соблюдению этих простых правил достигается защита наплавляемого металла от разрушающего воздействия газов. Получается плотный, не имеющий пор, любых видов трещин и посторонних включений слой
Важно учесть и то, что поверхность ремонтируемой детали перед началом выполнения работ по наплавке необходимо тщательно очистить от масла, следов коррозии, ржавчины и любых других видов загрязнений
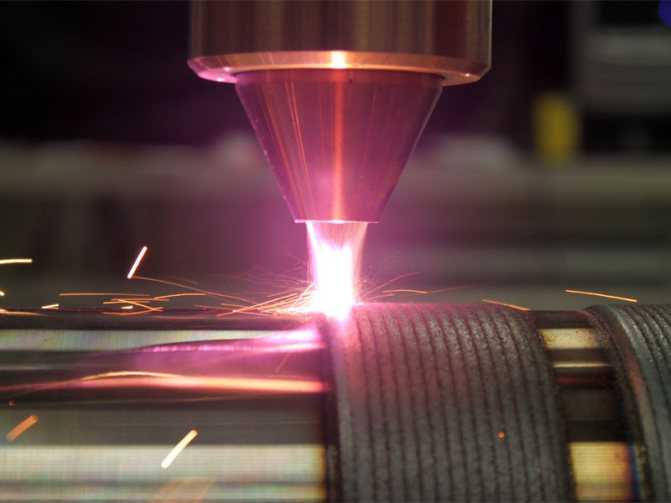
Особенности плазменной наплавки металла
Прочные практически неразрывные под любой силой давления узлы производятся при помощи плазменной наплавки. При помощи подобной обработки каждое из прошедших процедуру изделий приобретает необходимые диэлектрические, тепловые, физические и другие свойства. Другими словами, изделия закаляются в процессе наплавки. Резка металла, а также его обработка совершается при использовании специального резака с раскаленным плазменным потоком.

Изделия, изготовленные при помощи наплавки плазменной дугой, отличаются износостойкостью, жаростойкостью, кислотоупорностью и т.д.
По сравнению с наплавкой при помощи электрода плазменная наплавка обладает рядом преимуществ, но может применяться только в условиях производства. Монтировать специальную установку и закупать оборудование для работы с такими агрегатами дома как минимум дорогостоящее удовольствие. Потому еще раз подумайте, есть ли необходимость в приобретении инструмента для редкого использования в домашних условиях или есть место применению старого доброго электрода, что окажется более выгодным в финансовом плане, но никак не худшим вариантом.
1 Основные сведения о классификации наплавочных электродов
Имеется два Госстандарта – 9466 и 10051, которые содержат техусловия и рассказывают о типах, на которые подразделяют электроды для наплавки. Интересующие нас изделия принято подразделять на отдельные группы по следующим показателям:
- Вид покрытия. Ручная дуговая наплавка производится электродами с целлюлозным, основным, кислым, смешанным или рутиловым покрытием. Также существуют сварочные (наплавочные) стержни, на которые наносятся особые составы.
- Толщина покрытия. По этой величине наплавочные изделия делят на четыре вида – с очень толстым покрытием (отношение сечения покрытия к сечению сварочного стержня – более 1,8), с толстым (от 1,45 до 1,8), со средним (от 1,2 до 1,45) и с тонким (менее 1,2).
- По полярности и роду тока, используемого при наплавке металлов электродами (переменный и постоянный ток, прямая и обратная полярность).
- По разрешенным положениям наплавочного процесса в пространстве. В этом случае дуговая наплавка металла (ручная) может выполняться четырьмя видами изделий – для вертикального, горизонтального и нижнего положений, для любых положений, для нижнего в лодочку и обыкновенного нижнего, для всех за исключением вертикального сверху вниз.
Рекомендуем ознакомиться
Основными же параметрами, по которым делят сварочные стержни для наплавки изделий из металлов и стали, считается твердость получаемого наплавленного слоя и его химический состав. С этой точки зрения существует более 40 типов электродов, которые подразделяют на шесть больших категорий. О них рассказывается далее.




https://youtube.com/watch?v=xiOBL4-0xUY
Восстановление металлических деталей сваркой и наплавкой
Эти несколько способов актуальны тогда, когда нужно получить неразъемные соединения, вернуть исходные размеры сильно деформированным или даже разрушенным элементам, а также повысить стойкость поверхностей к физическим воздействиям.

На заре становления данные операции проводились вручную, сегодня же технологические процессы ремонта автоматизированы, что улучшает точность результата и повышает экономическую эффективность проводимых работ.
Примером современных решений в данной области могут быть мобильные станки от ряда известных производителей, в частности – модели НК450, НК750 и НС Пионер-4000 от ижевского . Такие машины предназначены для возвращения исходной геометрии отверстиям (устранения элипсности, стандартизации диаметра) и отличаются высокой производительностью, а также опцией удобной регулировки скорости вращения и подачи.
Исправлять полученные повреждения вручную, естественно, не столь просто: нет такого количества дополнительных возможностей, итог сильно зависит от опыта и мастерства человека, легче допустить ошибку и так далее. Но если случай нестандартный, или когда ремонтные работы нужно проводить в труднодоступном месте, где не установить даже самое мобильное оборудование, это до сих пор единственный из реальных вариантов.

При этом актуальны 3 метода – рассмотрим каждый по очереди.
Газовая сварка
Применяется для самых разных элементов, выполненных как из серого чугуна, так и из стали толщиной до 3 мм (тонколистовая). Для нее характерны следующие особенности:
- Горючая среда – ацетилен (чаще всего) или метан, пропан-бутан, водород.
- Чем ближе основной слой по химическому составу к присадке, тем лучше.
- Для улучшения прочности шва берут высокоуглеродистые и/или высоколегированные проволоки – марок НП-40 и НП-50, Св-08А и Св-08ГС, НП-651 и НП-10ГЗ и так далее.
- Мощность пламени и скорость нагрева регулируются в течение технологического процесса – наконечниками и мундштуком соответственно, так, чтобы конец присадочного прутка и расправленный материал как можно дольше находились в рабочей зоне.

Это эффективный способ восстановления изношенных деталей после образования усадочных раковин, изломов, пробоин. Она остается актуальной даже несмотря на то, что чугун сваривается сравнительно плохо (из-за большого содержания углеродистых, фосфорных, серных добавок). Затрудняет ситуацию и склонность материала к растрескиванию под воздействием внутренних напряжений и резких перепадов температур, а именно эти явления и наблюдаются в ходе работ. Чтобы шов был ровным и непористым, задачу решают или при местном (до 300-400 0С), или при полном подогреве (до 600-800 0С).
Электродуговая сварка
Если сравнивать ее с газовой, то она экономичнее и обеспечивает лучшую надежность стыка. Это более рациональный способ восстановления детали, особенно при правильной подготовке, в рамках которой нужно сделать следующее:
- очистить и разделать кромки;
- пройтись по поверхности стальной щеткой для очистки налипших частиц, напильником и наждачкой для абразивного эффекта, пескоструйной машиной для шлифовки – чтобы удалить неровности;
- промыть с помощью керосина или бензина, протравить щелочным составом;
- скосить кромки (если свариваются листы) под углом 60-70 градусов, выровнять края пробоин или изломов.
Естественно, все эти вспомогательные операции отнимают какое-то количество времени, но это кажущийся минус, так как они способствуют итоговому качеству результата – это целесообразные траты.

Способ восстановления деталей наплавкой
Актуален тогда, когда в процессе эксплуатации определенные элементы постоянно контактируют друг с другом и поверхность хотя бы одного из них необходимо защитить от истирания. Для этого наваривается два-три слоя более твердых материалов, значительно продлевающих общий срок эксплуатации.
Внимание, итоговый уровень стыка самым серьезным образом зависит от того, насколько поврежден элемент, в каком состоянии он находится. Если он выполнен из стали или чугуна с малым содержанием углерода и обладает значительным количеством трещин и пор, их следует обезжиривать, потому что они практически наверняка насобирали достаточное количество масла
Для этого необходимо провести обжиг – используя простую паяльную лампу, газовую горелку или даже нагревательную печь. Образовавшийся при этом налет нужно удалить с помощью наждачки или ветоши, вымоченной в бензине или керосине, а затем пройтись по участку будущего стыка стальной щеткой или абразивом.
Технология ручной дуговой сварки покрытыми электродами
Технология ручной дуговой сварки включает в себя следующие операций: разделку и подготовку сварочных кромок, возбуждение сварочной дуги, перемещение электрода в время сварки, порядок наложения сварных швов в зависимости от марки материалов и конструкции сварных соединений.
Ручная дуговая сварка требует качественной подготовки кромок и прилегающий поверхности свариваемых деталей. Механическую обработку и зачистку, свариваемых деталей выполняют на станках или вручную. Свариваемые кромки зачищают до металлического блеска, не должно быть следов ржавчины, рыхлого слоя окалины грязи, масляных пятен, потому что недостаточно качественная подготовка приведет к дефектам и как следствие уменьшению прочностных характеристик сварного соединения. Обязательной зачистке подлежат свариваемые кромки и прилегающая к ним поверхность металла шириной не менее 20 мм;
Форма подготовки кромок под ручную дуговую сварку покрытыми электродами устанавливается стандартами на конструктивные элементы сварных соединений в зависимости от толщины деталей. Угол скоса кромок, притупление и зазор между соединяемыми деталями должны быть равномерными и не выходить за пределы установленных допусков.
Конструктивные элементы сварных соединений
Сборочно-подготовительные работы следует проводить в таком порядке, чтобы конструкция располагалась удобно для работы и проведения сварки в нижнем положении. Все изделия, поступающие на сборку, должна проверятся на соответствие чертежам и правильности подготовки кромок под сварку. Для предотвращения в процессе сварки деформаций сборку следует проводить на прихватках или в жестко закрепленных кондукторах. Для прихватки применяются те же электроды что и для сварки если иное не оговорено в технической документации. Длина прихваток должна быть не менее 50 мм с шагом не менее 500 мм. Для избежания дефектов в конце сварки необходимо использовать выводные планки.
Зажигание сварочный дуги производится двумя способами, сварщик касается концом покрытого электрода до поверхности свариваемого изделия, или чиркает концом электрода по поверхности металла и быстро отводит его в сторону примерно на 2-4 мм. Так возбуждается дуга. При сварке длину дуги следует поддерживать постоянной, минимально возможной, для чего сварщик подает покрытый электрод по мере его плавления. Слишком длинная дуга не обеспечивает необходимой глубины проплавления основного металла, идет чрезмерно сильное разбрызгивание металла, и плохая защита от атмосферного воздуха, в результате возможно образование недопустимых дефектов. Короткая сварочная дуга обеспечивает, мелко капельный перенос металла, покрытый электрод расплавляется равномерно процесс сварки идет более стабильно чем при длинной дуге.
Если сварочная дуга обрывается, следует зачистить место обрыва. Возобновлять сварку следует отступив от места обрыва 5 — 10 мм на ранее наплавленный валик, и тщательно заварить кратер образовавшийся в месте обрыва.
При сварке электрод нужно держать под определенным углом к свариваемым деталям. Наклон электрода зависит от пространственного положения, толщины и марки основного металла, диаметра электрода его вида и толщины покрытия.Сварку можно вести слева направо, справа налево,от себя и к себе. Независимо от направления сварки электрод должен быть наклонен к оси шва так, чтобы основной металл проплавлялся на наибольшую глубину и правильно формировался шов.
Во время сварки следуют соблюдать режимы сварки установленные в технической документации.
Достоинства
- нанесение покрытий значительных толщин;
- отсутствие ограничений по размерам наплавляемых поверхностей;
- получение требуемых размеров восстанавливаемых деталей путем нанесения материала того же состава, что и основной металл;
- использование не только для восстановления размеров изношенных и бракованных деталей, но и ремонта изделий за счет залечивания дефектов (раковин, пор, трещин);
- низкое тепловложение в основной металл при плазменной наплавке;
- многократное проведение процесса восстановления и, следовательно, высокая ремонтоспособность наплавляемых деталей;
- высокая производительность;
- относительная простота и малогабаритность оборудования, легкость автоматизации процесса.
Особенности и терминология: основное о понятии «наплавка»
В чем кроется секрет такой технологии, какими особенностями она обладает и как реализовать ее в быту, постараемся понять вместе. Промышленными технологиями читатель вряд ли интересуется, тем более с использованием роботизированных машин. Потому дальше разберемся с особенностями наплавки металла вручную, то есть при помощи электродов для сварки.
В повседневной жизни под понятием металл человек может иметь ввиду и сплав, к примеру, сталь. Если словесно эти названия можно обобщить, то в работе использование технологий для конкретного металла/сплава и рабочие детали отличаются.
Рассмотреть тему подробно просто нереально из-за объема предлагаемого материала, потому приступая к ознакомлению с таким процессом, сначала уточните детали, касающиеся работы с металлом выбранного типа. Все, что мы вам предлагаем в статье, — рекомендации при проведении наплавки.

В целом наплавка металла имеет схожие черты со сваркой, не помешает ознакомиться с последними технологиями, применяемыми к обработке сплавов и металлов: меди, алюминия, чугуна, нержавейки и других в плане специфики предполагаемых работ.
Под наплавкой подразумевают соединение металлов разнородного характера посредством нанесения одного расплавленного металла на поверхность другого. Присадочным материалом зовется тот, который наносится, основным – подвергающийся поверхностной обработке по методике наплавки металла.




Наплавка деталей, работающих на истирание с ударными нагрузками и без ударных нагрузок
Изделия, эксплуатирующиеся в условиях интенсивного поверхностного износа и высоких ударных нагрузок, необходимо наплавлять электродами следующих марок:

Сварочные электроды для наплавки ОЗН-400М
Преимущества ОМГ-Н: соответствуют государственным стандартам, наплавление может проводиться постоянным и переменным током обратной полярности.
ЦНИИН-4 является одной из самых востребованных и ходовых марок.
Металл, наплавленный стержнями ОЗН-7М при многослойном наплавлении, имеет повышенную стойкость к образованию трещин.
Достоинства ОЗН-400М: высокая производительность, наплавленный металл характеризуется повышенной твердостью.
Плюсы ОЗН-300М: наплавленный металл обладает повышенной стабильность показателей износостойкости и твердости, наплавка выполняется постоянным и переменным током обратной полярности.
Примером таких деталей могут служить элементы строительного и землеройного оснащения.
Для наплавки деталей, эксплуатирующихся на истирание и без ударных нагрузок применяются следующие марки электродов.
Ремонт изделий из различных металлов и сплавов также обладает собственными специфическими характеристиками.