
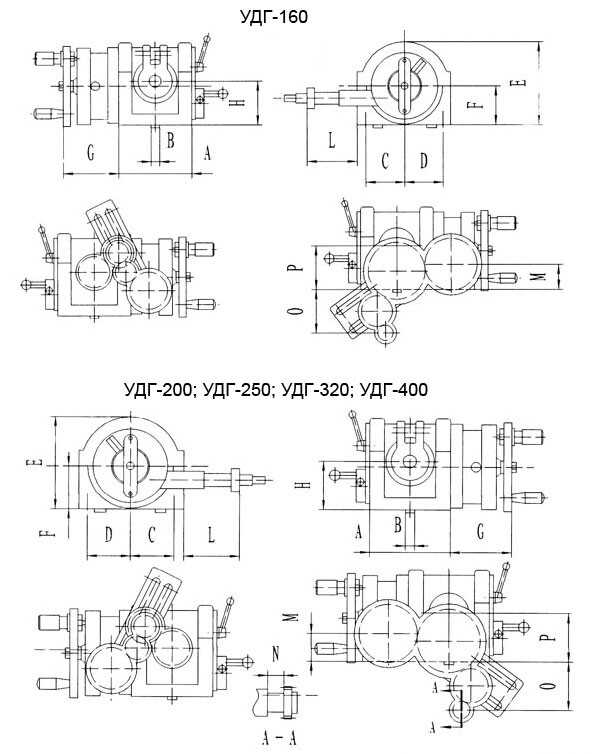
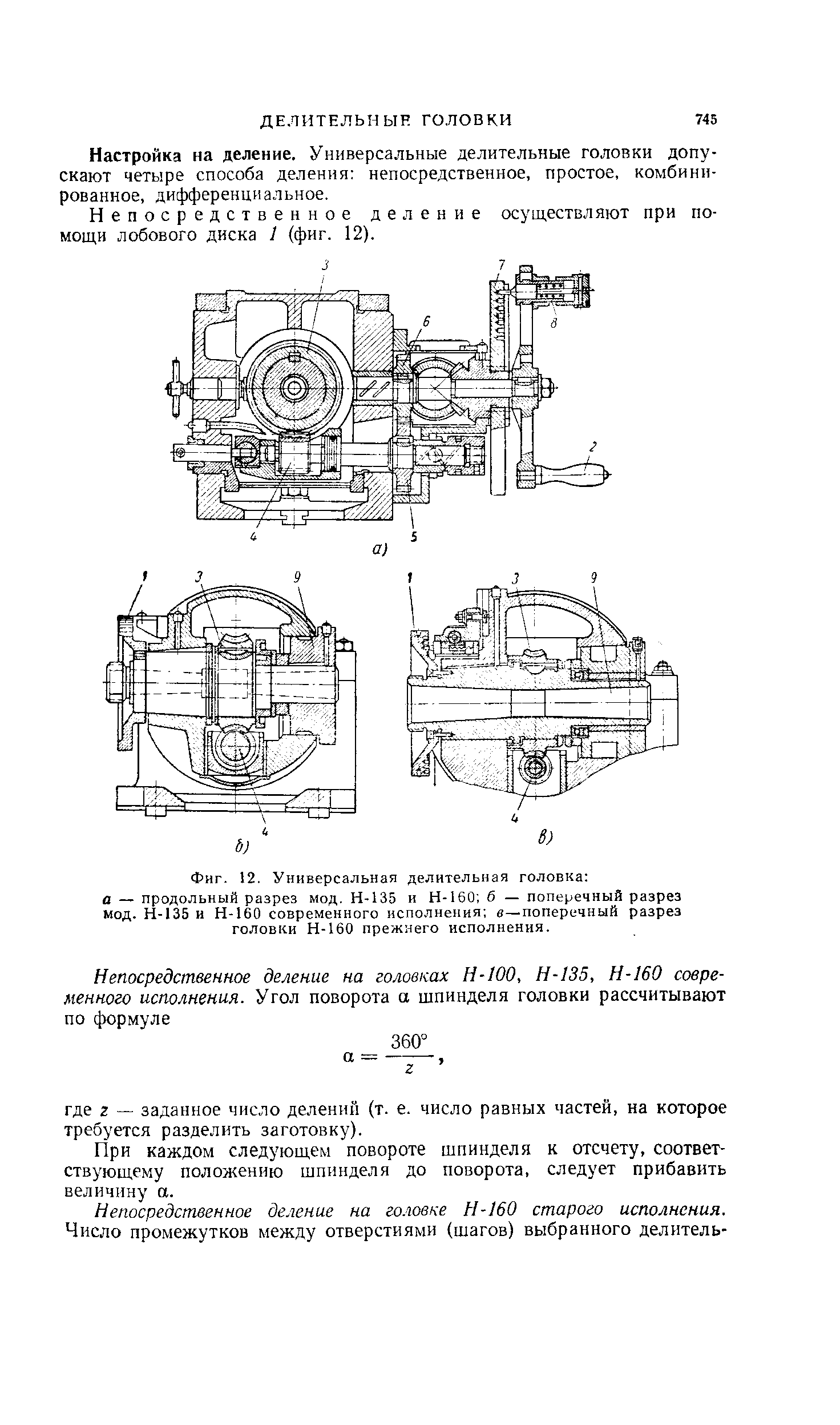
Универсальные делительные головки УДГ-Д-250, 320, 160, 400, 200
Универсальные делительные головки 160, 200, 320, 400 позволяют производить различные фрезерные, зубофрезерные, расточные, сверлильные, разметочные и другие работы, связанные с поворотом детали на заданный угол.
Универсальная головка УДГ
— наиболее распространенная делительная головка
Универсальная делительная головка должна выбираться с особой осторожностью, поскольку этот инструмент дорогостоящий. Ежедневно перед работой необходимо осматривать делительную головку, заднюю бабку и самоцентрирующий патрон, очищать от загрязнения все трущиеся части, смазывать их маслом, проверять плавность вращения шпинделя от рукоятки
Раз в два дня необходимо смазывать вал привода и полуцентр задней бабки. Один раз в месяц производить смену масла в корпусе и крышке привода делительной головки.
По окончании работы делительную головку следует тщательно очищать от стружки и охлаждающей жидкости, а ее опорные и другие незащищенные поверхности покрывать тонким слоем машинного масла. После работы делительную головку и заднюю бабку необходимо приводить в горизонтальное положение, а лимб непосредственного деления освобождать от фиксатора.
Если работа производилась с патроном, по окончании работы его следует снимать, а конец шпинделя протирать и смазывать
Особое внимание следует обращать на центра, не допускать на них забоин и царапин
УДГ-320 — наиболее популярная модель универсальных делительных головок. О том, как она работает, какие имеет особенности и характеристики, вы сможете узнать на странице «Технические характеристики универсальных делительных головок» или связаться со специалистами компании ВолгаПромСнаб. Технические параметры делительных головок
| Наименование параметра | УДГ-160, 160А | УДГ-200, 200А | УДГ-250 | УДГ-320 | УДГ-400, 400А |
| Наибольший диаметр обрабатываемой детали, мм | 160 | 200 | 250мм | 320 | 400 |
| Угол поворота шпинделя в | вниз от линии центров | 5 | |||
| вертикальной плоскости не менее, гр | вверх от линии центров | 95 | |||
| Конус шпинделя | Морзе 2 | Морзе 3 | Морзе 4 | Морзе 5 | |
| Высота центров, мм | 85 | 105 | 130 | 165 | 210 |
| Резьба рабочего конца шпинделя, мм | М33х2 | М39х3 | М52х3 | М60х4 | М76×4 |
| Диаметр отверстия шпинделя, мм | 14,9 | 20,2 | 26,5 | 38,2 | |
| Передаточное отношение червячной передачи | 1:40 | ||||
| Посадочный диаметр сменных шестерен | 20f9 | 32f9 | |||
| Число отверстий делительного диска: | |||||
| на одной стороне | 16, 19, 23, 30, 33, 39, 49 | 16, 17, 19, 21, 23, 29, 30, 31 | |||
| на другой стороне | 17, 21, 29, 31, 37, 41, 54 | 33, 37, 39, 41, 43, 47, 49, 54 | |||
| Диаметр самоцентрирующегося патрона, мм | 100 | 125 | 160 | 160 | 200 |
| Цена деления лимба непосредственного деления | 15 | ||||
| Ширина направляющих шпонок, мм | 12 | 14 | 18 | 18 | 22 |
| Габаритные размеры основания | 212х156 | 260х180 | 260х180 | 290х234 | 290х234 |
| Модуль сменных шестерен | 1,5 | 2,5 | |||
| Число зубьев сменных шестерен | 25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100 | ||||
| Расстояние от основания до торца шпинделя | 180 | 235 | 280 | 350 | 450 |
| в его вертикальном положении, мм | |||||
| Габаритные размеры основания делительной головки | 212×156 | 260×180 | 290×234 | ||
| Вес, кг | 35,5 | 50 | 53,5 | 101 | 106 |
Делительные головки: виды, назначение, характеристики, расчетная таблица
Увеличение функциональных возможностей производственного оборудования возможно после установки делительной головки. Она необходима для производства сложных деталей и заготовок. Зачастую этот компонент входит в комплектацию по умолчанию. Если же он отсутствует – необходимо правильно подобрать оптимальную модель.
Назначение делительной головки
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
фрезерование канавок на поверхности. Для этого не понадобится большая точность
Важно контролировать глубину и ширину заготовки;
формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков
Операция требует высокой точности;
фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Виды делительной головки
Многофункциональная делительная головка
Учитывая специфику применения, следует детально ознакомиться с типами и общей классификацией делительных головок. Они являются обязательными для универсальных фрезерных станков. Комплектация горизонтально-фрезерных выполняется только при надобности выполнения сложных работ.
Прежде всего необходимо определиться с типов проводимых работ на станке
Особое внимание уделяется точности их реализации. Следующим параметром является сложность и точность настройки оборудования для эксплуатации
В зависимости от этих факторов можно выбрать модели с высокой точностью, и допустимыми показателями погрешности. В некоторых случаях подобное устройство делают самостоятельно.
Существует следующая классификация фрезерных делительных головок:
- простые. Особенностью является несложная настойка и легкость управления. Основным компонентом является шпиндель, на который с одной стороны крепится заготовка, а вторая соединена со специальным диском (лимбом). На поверхности последнего нанесены отверстия (от 2-х до 24-х). С их помощью происходите смещение детали относительно оси фрезерования;
- комбинированные. Управление происходит с помощью рукоятки. Чем больше число нажатий – тем значительнее удаление центральной оси заготовки от режущего инструмента. Применяется для изготовления сложных деталей;
- универсальные. Представляют собой сложный технологический комплекс, настройка которого выполняется как с помощью числа переключения рукояти, так и при движении самого диска. Это осуществляется системой зубчатых колес. Этот тип ДГ называют дифференциальными.
Также рекомендуется ознакомиться с принятой маркировкой. Она поможет определить оптимальную модель, узнать ее параметры. В качестве примера можно рассмотреть расшифровку наименования УДГ-40-Д250:
- УДГ. Это обозначение устройства – Универсальная Делительная Головка;
- 40 – значение передаточного числа. Оно показывает, за какое количество оборотов ручки шпиндель развернется на 360°;
- Д250 – максимально допустимый размер обрабатываемой заготовки.
Модели класса УДГ чаще всего применяются для формирования сложных кромок и поверхностей. Они изготавливаются по индивидуальному заказу или являются компонентами универсальных фрезерных станков.
Редко встречающиеся оптические виды имеют маркировку ОДГ-5, где 5 – цена одного деления в секундах.
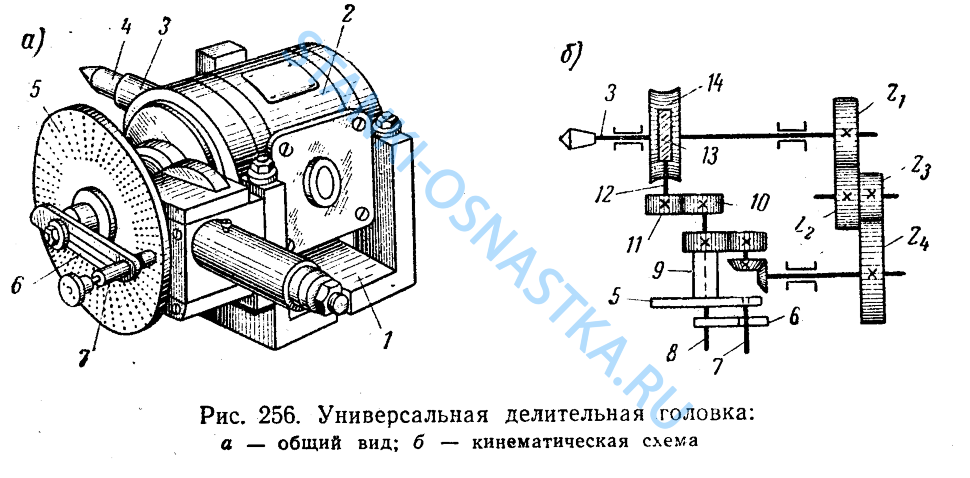
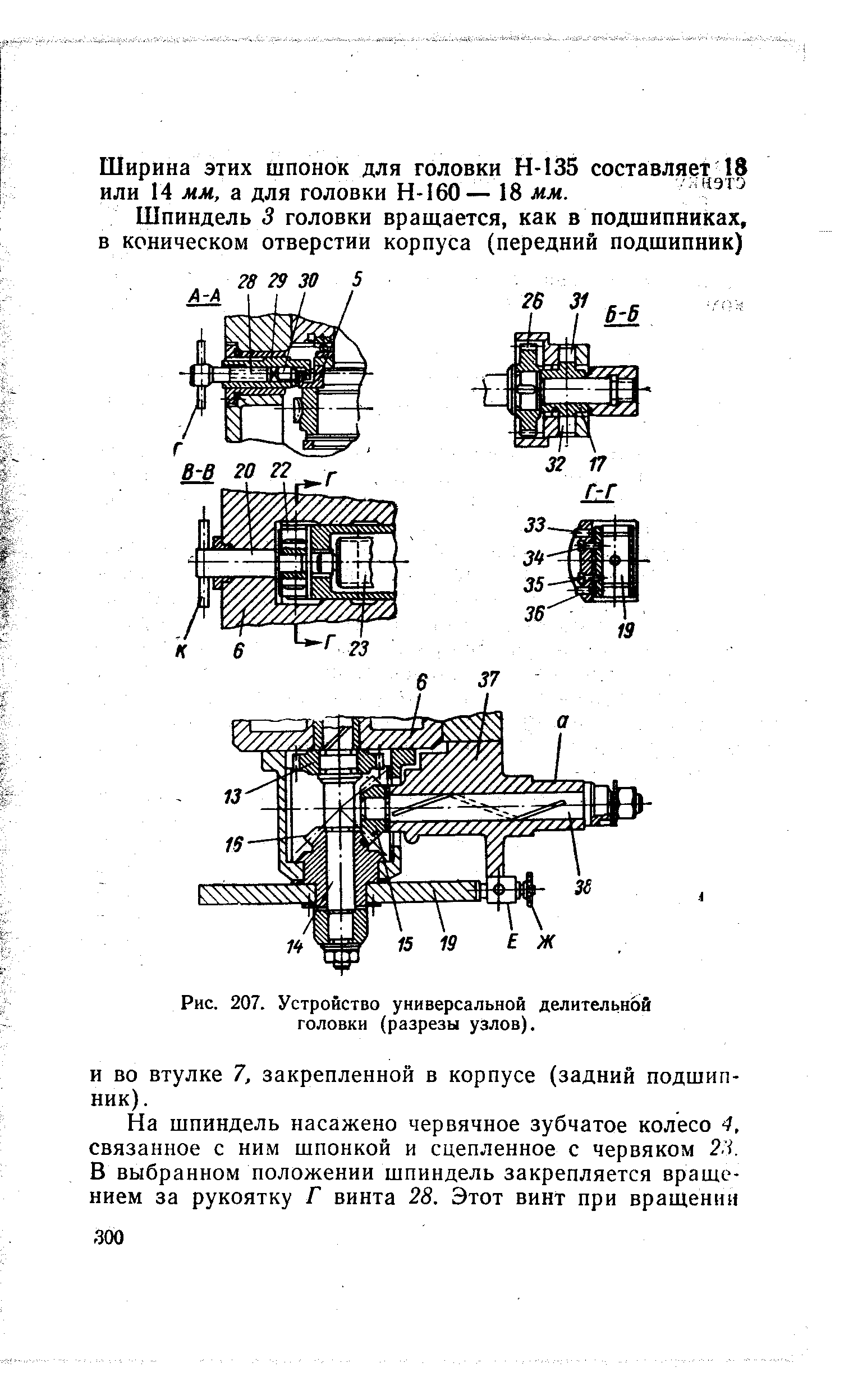
Конструкция делительной головки УДГ-Д-160
У делительных головок УДГ-160 делительные диски для простого и дифференциального метода деления выполнены двусторонними с глухими отверстиями: на одной стороне диска имеются окружности с числами отверстий 16, 17, 19, 21, 23, 29, 30 и 31, а на другой стороне — 33, 37, 39, 41, 43, 47, 49 и 54.
Делительный диск для непосредственного деления выполнен градуированным с ценой деления 1°. Установленный на корпусе головки нониус позволяет производить отсчет угла поворота шпинделя с точностью до 5′.
К делительным головке УДГ-160 прилагаются гитара и сменные зубчатые колеса с числами зубьев: 25, 30, 35, 40 50, 55, 60, 70, 80, 90 и 100.
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.

Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
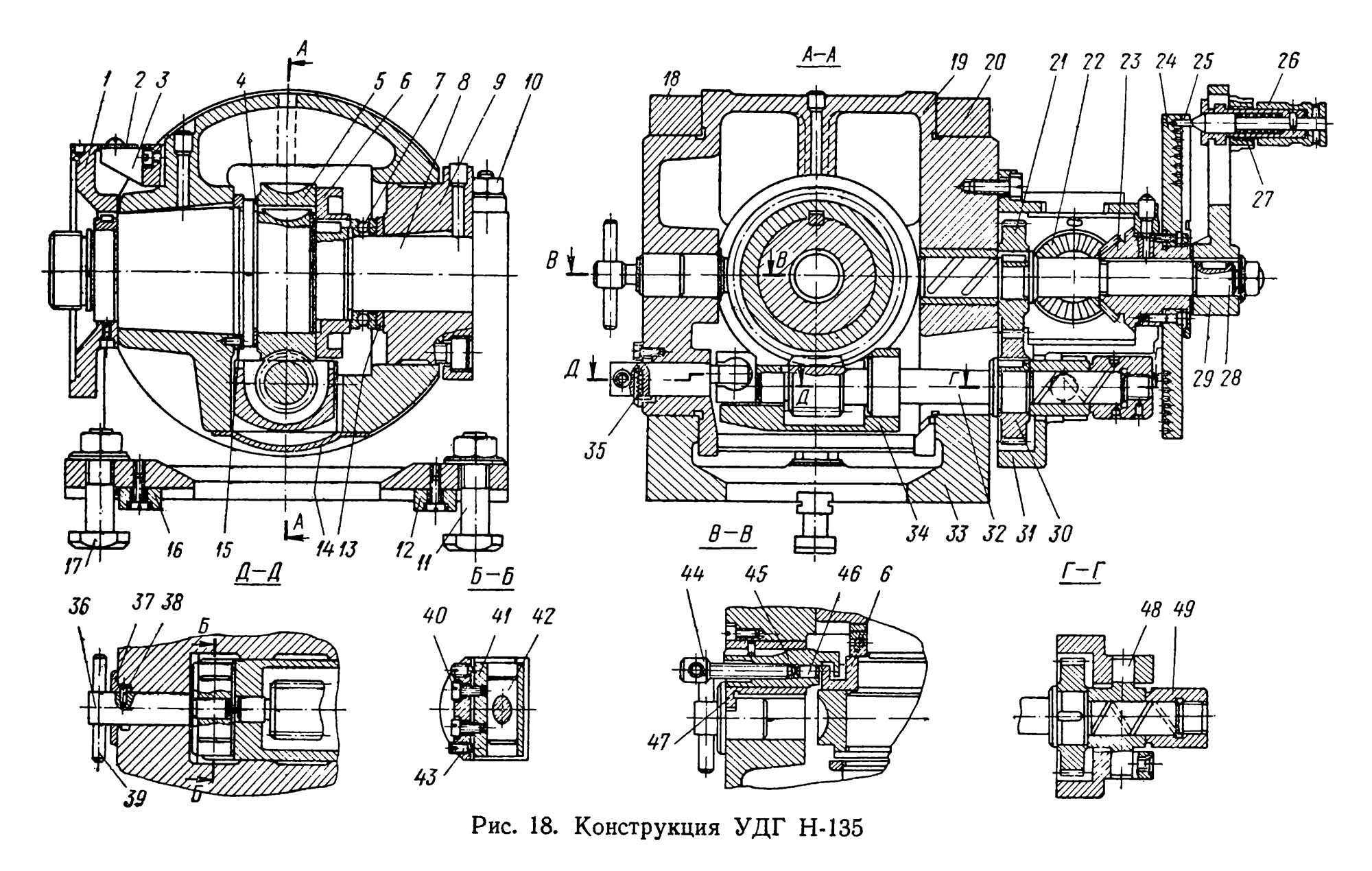
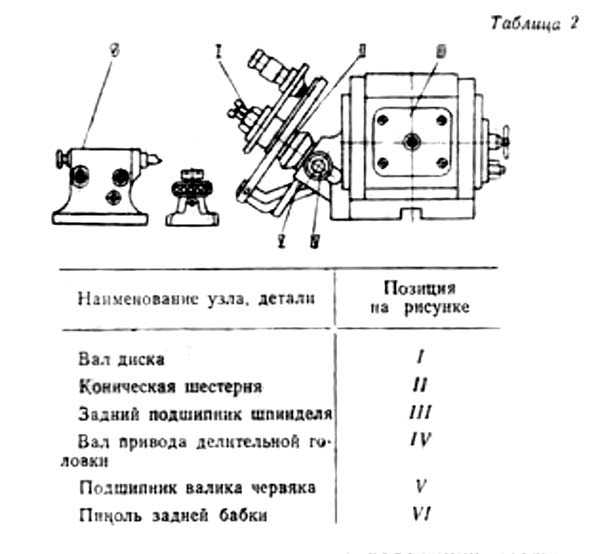
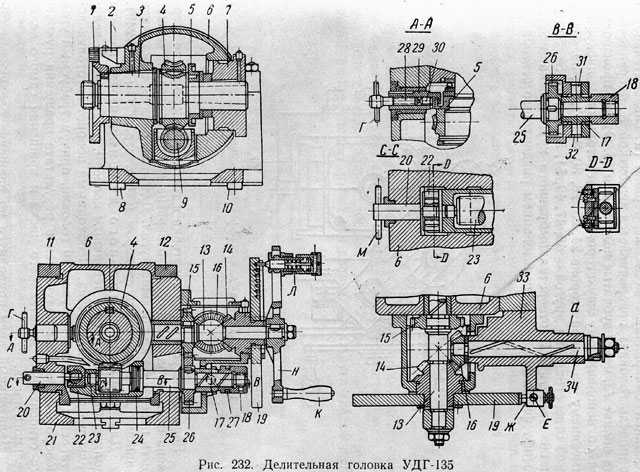
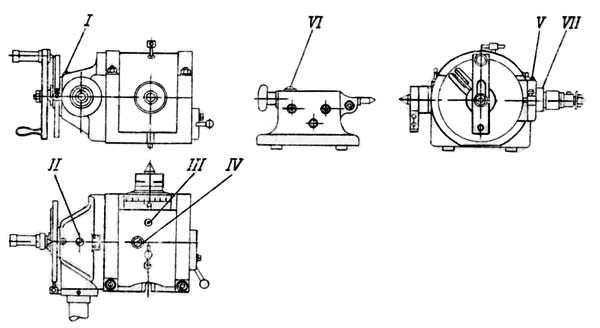
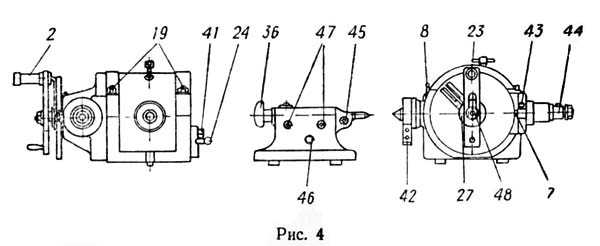
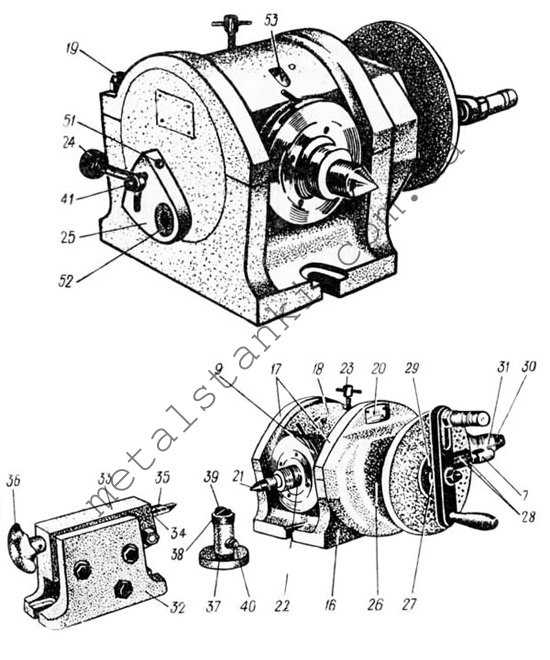
Делительная головка УДГ-Д-160 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
Виды
Рабочими функциями устройств являются:
- закрепление заготовки;
- её периодическое вращение и фиксация.
Назначения элементов конструкции разных видов установок одинаковы и состоят из:
- металлического корпуса;
- поворотной части головки;
- механизма зажима и фиксации деления.
Полнота объёма задач определяется элементами конструкции и бывают трёх видов:
- упрощённая (или непосредственного деления);
- универсальная делительная головка;
- оптическая головка.
Делительные головки упрощенного типа
Непосредственного деления. Обладают конструкцией малой сложности, применяются при изготовлении стандартных деталей в большом количестве: фрезерование прорезей, канавок, шлицев и граней деталей. Опыта и навыков эксплуатации и обслуживания не требуют.
Универсальные делительные головки (УДГ)
Устройство (УДГ) предназначено для производства деталей, требующих больший предел делений, чем в упрощённых механизмах. Подбирается по размеру фрезерного станка. Например: при ширине стола в 400 мм применяется УДГ-Д320. Индекс (Д320) означает, что размер диаметра детали не может превышать 320 мм.

В промышленности распространены модели УДГ:
- Д160 и Д200 с диаметрами заготовок до 160 и 200 мм, соответственно.
- Д250 – для обработки массивных деталей с диаметром до 250 мм.
- Д320 – диаметр заготовки до 320 мм. С комплектом сменных зубчатых колёс и двумя гитарами для них.
- Д400 – Делительный диск с количеством отверстий от 16 до 31, с одной стороны, и от 33 до 54 – с другой.
Оптические делительные головки
Востребованы при обработке режущего инструмента с большим количеством лезвий. На шпинделе закреплён стеклянный диск с 360° градуировкой. Визуально, по окуляру, угол поворота устанавливается с требуемой точностью.
Вращением маховика на валу червячного колеса, приводится во вращение шпиндель. Сопряженный с червячным колесом, он поворачивается на расчётный угол и фиксируется рукояткой, расположенной на панели корпуса.

Модели, оборудованные экраном, облегчают нанесение делений и разметок на заготовку, а также проверку правильности ранее нанесённых штриховок.
Виды делительных фрезерных головок
Существует 3 их варианта, которыми можно дополнять самое разное оборудование – горизонтально ориентированное, вертикальное, комбинированное. Рассмотрим каждый по порядку.
Обычная
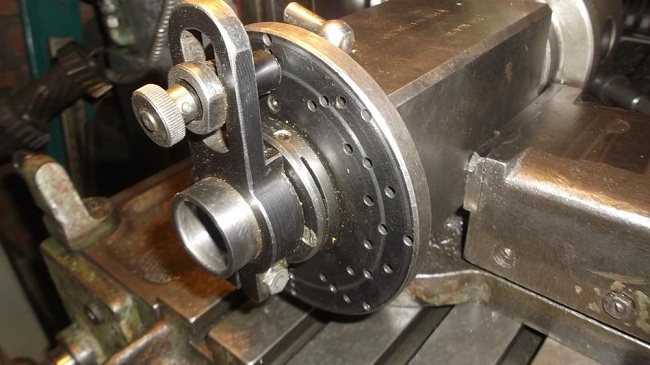
Актуальна в тех случаях, когда требуется разбить окружность на несколько секторов. Решает эту задачу за счет диска с насечками – лимба, закрепленного на шпинделе оснастки и обладающего шлицами с отверстиями в количестве от 12 до 30 (в каждом из них можно зафиксировать защелку).
Таким образом, в рамках одного цикла (вращения заготовки вокруг своей оси), получается выполнить 2, 3, 4, 5, 6, 12, 15, 24 или даже 30 равных элементов, и это в самой стандартной ситуации. А характеристики делительных головок УДГ, оснащенных нетиповыми дисками, и вовсе позволяют делать секции неодинаковыми по размеру.
Оборот шпинделя осуществляется за счет червячного механизма: колесо здесь выступает в роли трехфазного средства позиционирования. Положение можно изменить от руки, вращая расположенный на валу вентиль. Благодаря этому движение вполне реально наращивать постепенно (а не рывками), что позволяет попасть даже в сравнительно небольшое отверстие.
Удобно, что для успеха операции не требуется никаких добавочных узлов или аппаратов – достаточно только диска, действующего прямым (непосредственным) методом.
Многофункциональная

Применение делительной головки данного типа оправдано в тех случаях, когда заготовку требуется и располагать под нужным углом по отношению к столу, и одновременно поворачивать вокруг своей оси. На практике это требуется, например, при нарезке винтовых каналов.
Хотя в целом с ее помощью выпускают такие изделия металлопроката:
- • плоские прямоугольники, в том числе и крупногабаритные;
- • зубцы с циклическим расположением;
- • многоугольники с равными сторонами;
- • детали более сложных форм (параметры которых способны совпадать с насечками на лимбе).
Кроме того, оборудование с многофункциональной оснасткой также может обеспечивать непрерывное вращение выбранной части объекта (и вокруг собственной оси тоже) и регулярные повороты (в соответствии с заданным алгоритмом, на определенные доли окружности), что только расширяет границы эксплуатации.
Зрительная (оптическая)

Это делительная головка, принцип работы которой ориентирован на обеспечение высокой точности результатов фрезеровки деталей больших размеров.
Она обладает собственной маркировкой (правила нанесения которой мы рассмотрим ниже), дающей сведения об основных ее параметрах. Также отличается ценой деления на диске, составляющей 15 градусов. Может быть универсальной, тогда цикл полного поворота шпинделя совершается за 40 шагов. Это подходит для тех предметов, максимальный радиус которых не превышает 250 мм.
Основная ниша – выполнение прецизионных операций, в том числе и там, где требуется улучшить результаты отдельно взятого оборудования.
По своей конструкции зрительная (часто называют еще и визуальной) ДГ практически не отличается от устройства универсальной фрезерной головки. Есть лишь три оригинальных элемента:
- • закрепленное на шпинделе стекло;
- • окуляр микроскопа в верхней части;
- • реализовано иммобилизованное градуирование.
За счет таких решений число шагов в течение полного цикла увеличено до 60, что соответствует формуле 1. При этом все насечки четко просматриваются, поэтому не проблема задать один поворот за 15 секунд или другой подходящий режим. Вычисление угла вращения осуществляется так же, как в случае с обычной или многофункциональной оснасткой (о чем ниже).
Как наладить делительную головку для фрезерного станка
 Чтобы станок работал исправно и без перебоев необходимо правильно отнестись к подготовке делительной части для работы фрезерного станка. Для этого стоит имеющуюся у вас заготовку зубчатого колеса закрепить, используя гайки. Закрепляют такую заготовку на оправке.
Чтобы станок работал исправно и без перебоев необходимо правильно отнестись к подготовке делительной части для работы фрезерного станка. Для этого стоит имеющуюся у вас заготовку зубчатого колеса закрепить, используя гайки. Закрепляют такую заготовку на оправке.
А для этого оправку начинают зажимать в трехкулачковом патроне, который потом постепенно навинчивается на горизонтальный или вертикальный шпиндель самой делительной головки. Другой же конец оправки поддерживают, использую заднюю бабку. После этого диск фреза также закрепляют на оправке шпинделя и устанавливают ее прямо по самому центру заготовки.
 Но это может получиться лишь только в том случае, если же поднимать стол. Его нужно поднять на такую высоту, чтобы центральная часть оправки необходимой заготовки не окажется на уровне фрезы, точнее ее нижней части. После этого стол начинают двигать в поперечном направлении так, чтобы центральная часть совпала еще и с вершиной фрезерного зуба.
Но это может получиться лишь только в том случае, если же поднимать стол. Его нужно поднять на такую высоту, чтобы центральная часть оправки необходимой заготовки не окажется на уровне фрезы, точнее ее нижней части. После этого стол начинают двигать в поперечном направлении так, чтобы центральная часть совпала еще и с вершиной фрезерного зуба.
Вот после этого стол можно опустить и уже подводить фрезерную заготовку, но так, чтобы лист, который находится между ними, обязательно закусывался. Но не спешите сразу выполнять нарезку, а проверьте еще раз наладку и, соответственно, настройку станка.
Конструкция делительной головки
Для обработки элементов деталей, расположенных на конических поверхностях, например при фрезеровании впадин для образования зубьев конических колес, зенкеров, зенковок и т. п., корпус поворачивается вокруг горизонтальной оси в вертикальной плоскости на заданный угол относительно основания головки.
Делительные головки обычно выпускаются для установки на левом конце рабочего стола. Однако отечественные станкостроительные заводы выпускают делительные головки, рассчитанные на установку с правой стороны стола.
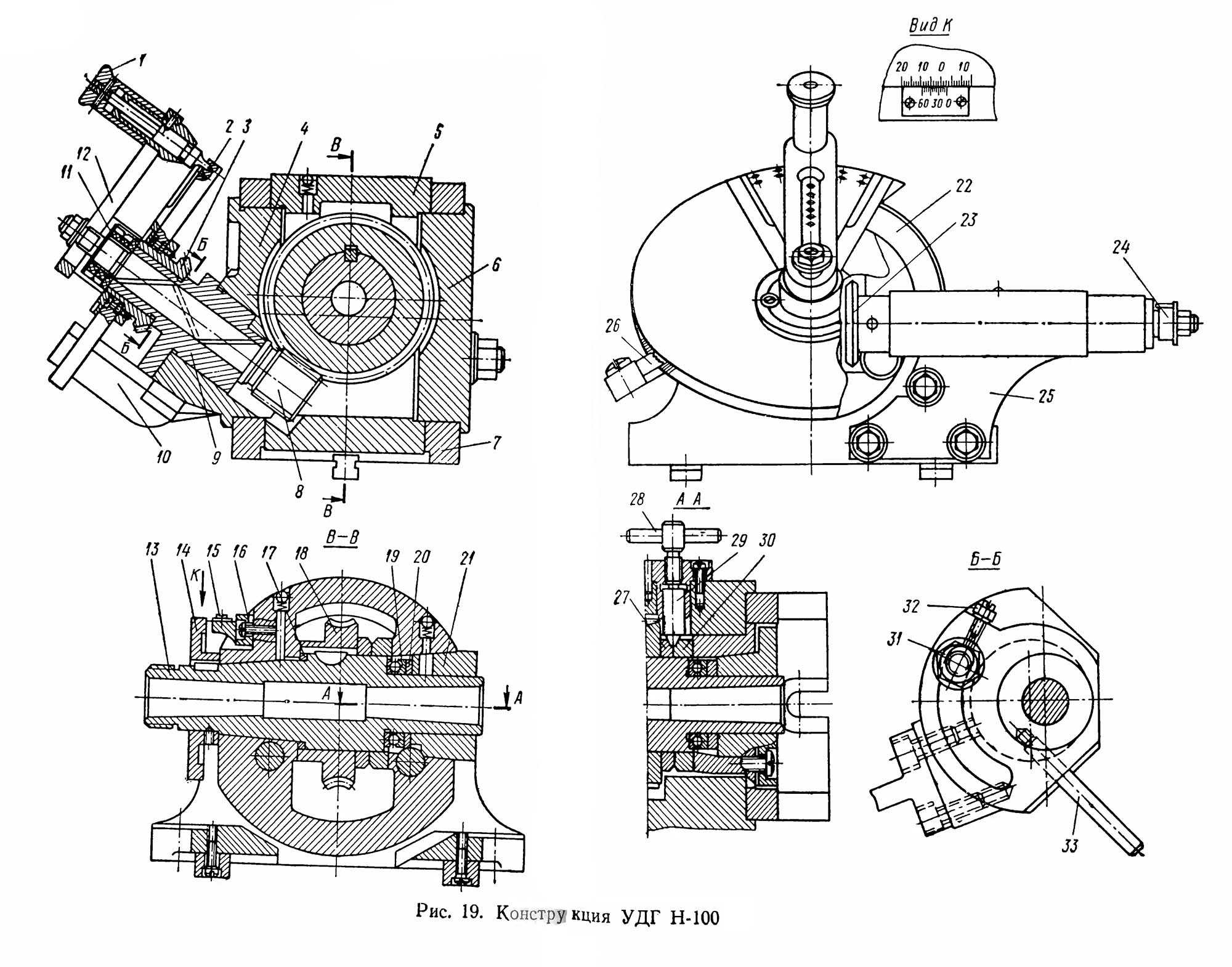
Делительная головка УДГ-Д-200 имеет чугунное основание 16 со стяжными дугами 17, на котором установлен корпус 18. Ослабив гайки 19 (рис. 3), можно поворачивать корпус на определенный угол. Отсчет угла поворота производится по шкале и нониусу 20 (см. рис. 2).
На опорной плоскости основания делительной головки имеются две точно пригнанных параллельно шпинделю шпонки, которые служат для установки головки в пазу стола фрезерного станка. В корпусе расположен шпиндель со сквозным отверстием. Концы шпинделя расточены на конус Морзе. На одном конце устанавливается центр 21, на другом — оправка 13 (см. рис. 1) для дифференциального деления. Передний конец шпинделя имеет резьбу и центрирующий поясок 22 (см. рис. 2) для установки и крепления фланца с самоцентрирующим патроном или поводка. На буртике шпинделя установлен лимб 9 непосредственного деления, имеющий двадцать четыре отверстия.
На шпинделе, в средней его части, сидит червячное колесо с круговой выточкой на торце, в которую входит конец зажима 23, смонтированного в корпусе 18. Червячное колесо получает вращение от червяка, расположенного в эксцентрической втулке. Червяк может быть введен в зацепление или выведен из него поворотом эксцентрической втулки с помощью рукоятки 24 (см. рис. 3) с сектором 25.
Делительный диск посажен на вал, смонтированный в подшипниках скольжения в крышке 26 (см. рис. 2). Крышка фиксируется на корпусе 18 центрирующей расточкой и крепится неподвижно к основанию.
На валу делительного диска установлены коническая и цилиндрическая шестерни, а также приводная планка, имеющая рукоятку с фиксатором, перемещающуюся по требуемому ряду отверстий на делительном диске. К делительному диску с помощью пружины прижат раздвижной сектор 27, состоящий из линеек 28 и зажимного винта 29, с помощью которого линейки устанавливаются под требуемым углом. Пружинная шайба предотвращает самопроизвольный поворот сектора.
Вал 30 механического привода от станка смонтирован в подшипниках скольжения и расположен во втулке 31 с фланцем. Втулка крепится к крышке 26. На конце вала расположена коническая шестерня, которая находится в постоянном зацеплении с конической шестерней, сидящей на валу делительного диска. Делительный диск фиксируется в требуемом положении стопором 7.
Задняя бабка
Задняя бабка служит для поддержания второго конца обрабатываемой детали при установке ее в центрах или патроне делительной головки. Центр бабки можно перемещать в горизонтальном и вертикальном направлениях. В основании 32 расположен корпус 33, который штифтом соединен с рейкой. Вращением головки зубчатого вала корпус можно поднимать, опускать и поворачивать относительно оси штифта. В требуемом положении задняя бабка крепится на столе станка с помощью болтов и гаек.
Перемещение пиноли 34 с полуцентром 35 осуществляется вращением маховичка 36, укрепленного на винте.
На опорной плоскости основания имеются две направляющие шпонки, выверенные относительно оси пиноли; шпонки обеспечивают совпадение центров делительной головки и задней бабки при установке их на стол станка.
Люнет
Люнет является дополнительной опорой при обработке длинных и тонких деталей. В его корпусе 37 расположен винт, перемещающийся с помощью гайки 38. Винт имеет призматическую головку 39, с помощью стопорного винта 40 головку можно закреплять на требуемой высоте.
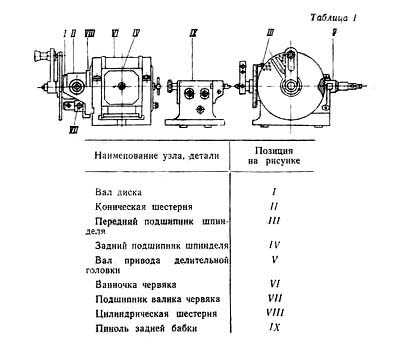
ДЕЛИТЕЛЬНЫЕ ГОЛОВКИ
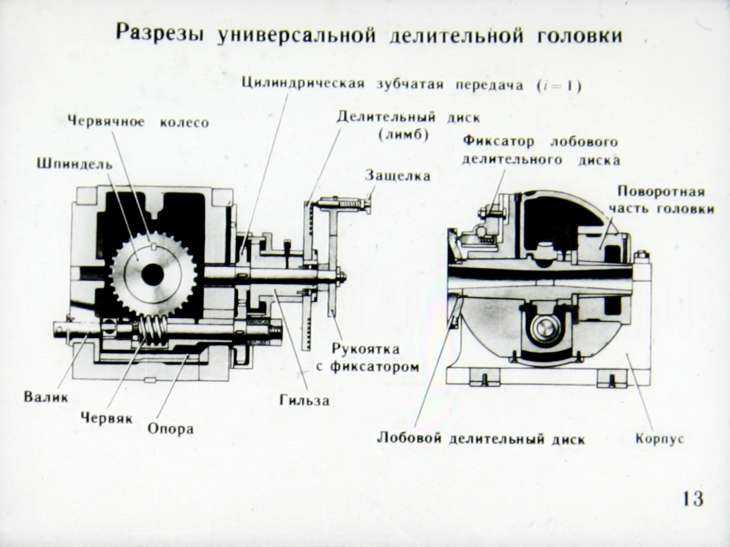
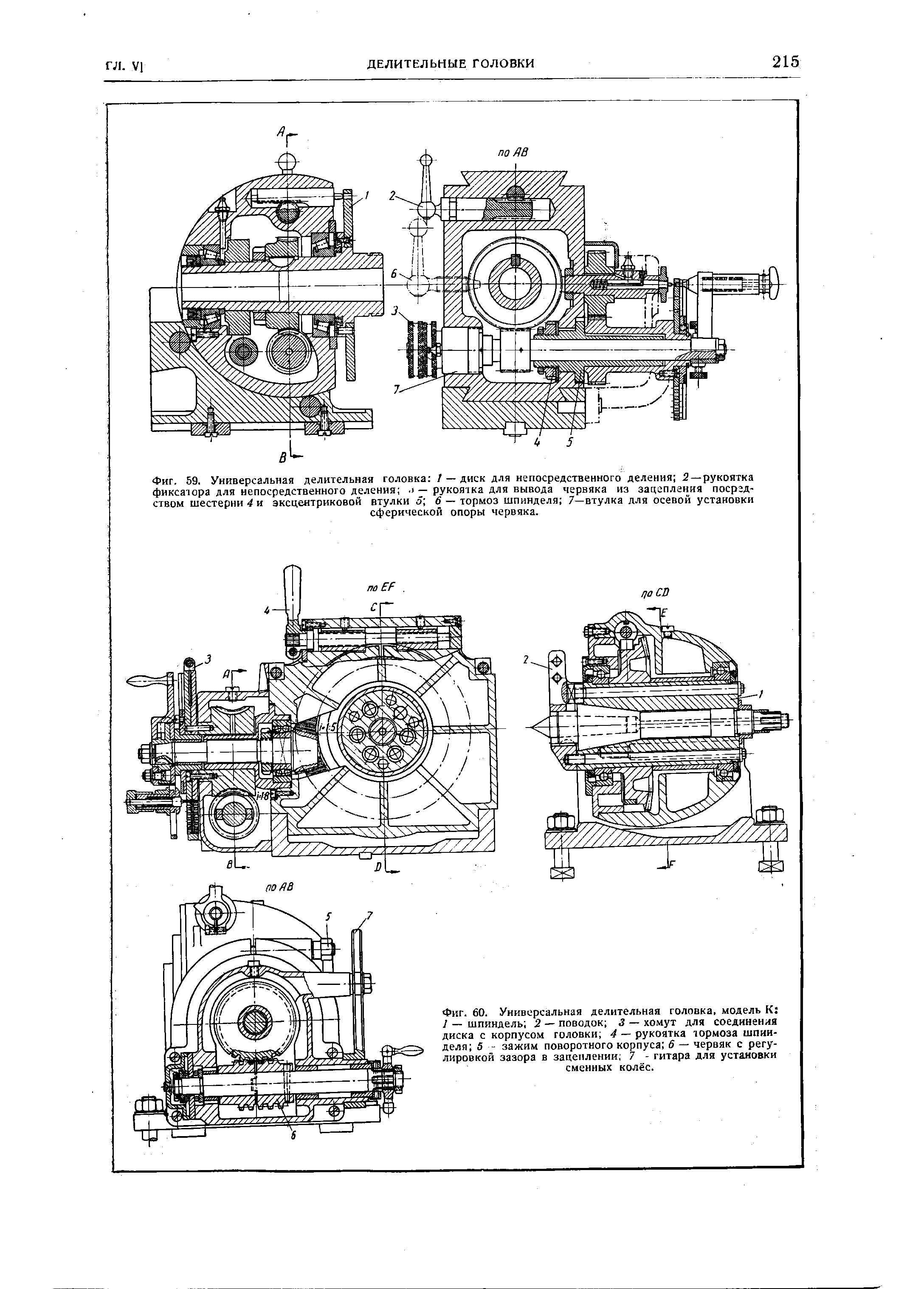
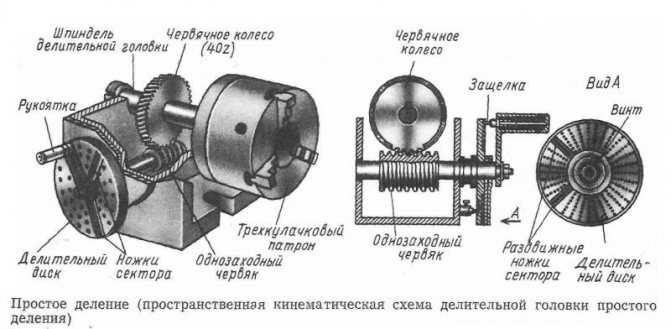
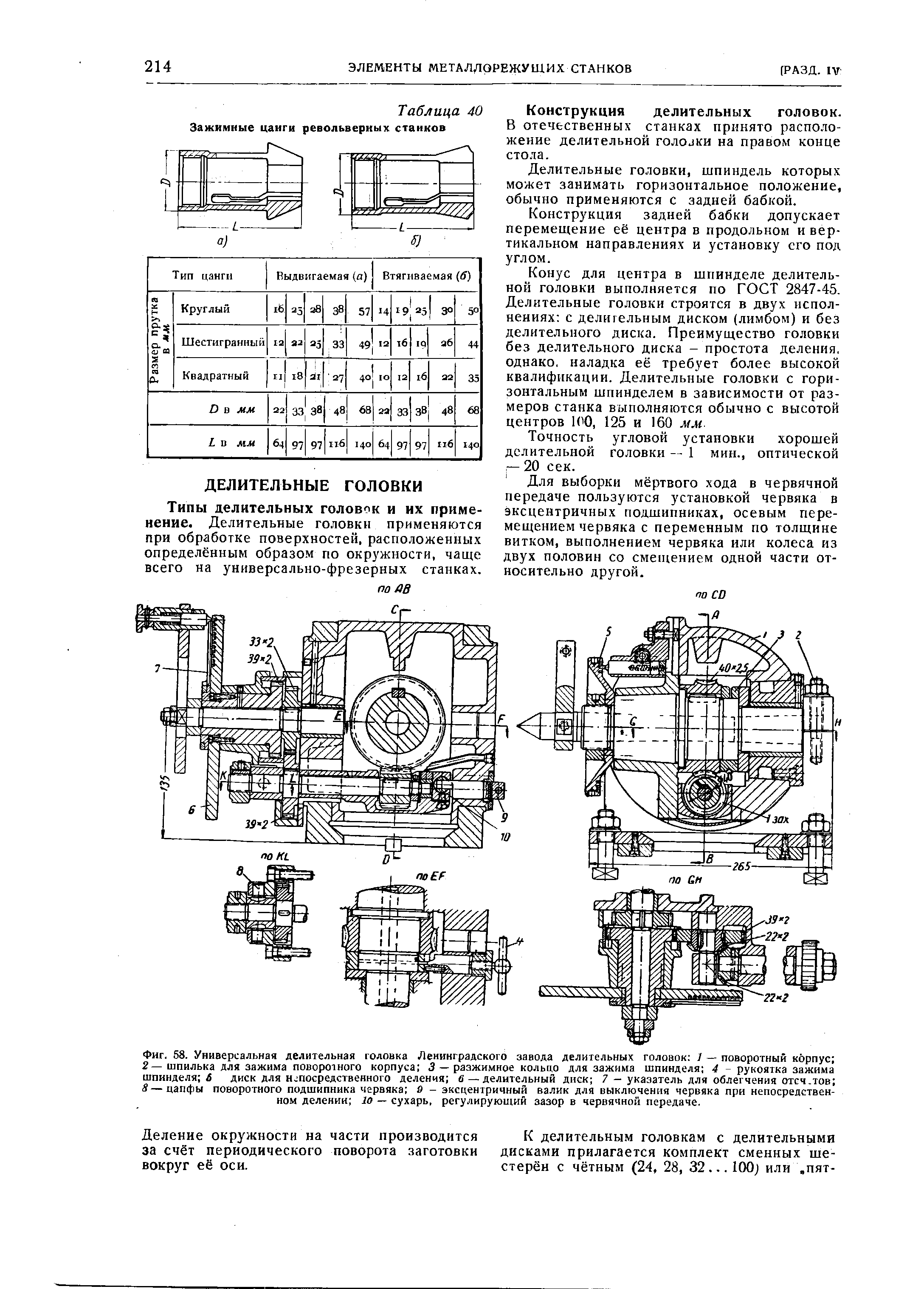
Основное назначение делительной головки — поворачивание закрепленной в ней заготовки на заданный угол, требуемый условиями обработки. К простейшим фрезерным работам, выполняемым при помощи делительных головок, относятся фрезерование канавок, расположенных по поверхности тел вращения (впадины зубьев фрез, развёрток, зенкеров, сверл), фрезерование граней на деталях (грани гаек, головок болтов, хвостовиков инструментов), фрезерование пазов и шлицев на торцовых поверхностях (зубчатые муфты, корончатые гайки). Такие операции выполняют обычно с одной установки, имеющей число позиций по количеству поворотов заготовки, необходимых для полной обработки. Делительные головки бывают упрощенные
иуниверсальные . Обычно делительные головки выполняютодношпиндельными , реже применяютдвух — итрехшпиндельные головки для одновременной обработки соответственно двух, трех заготовок. Универсальные делительные головки делают двух типов: с лимбом (делительным диском) и безлимбовые (без делительного диска). В Советском Союзе изготовляют делительные головки с лимбом. Для особо точных делений и особенно для проверки правильности выполненных делений (контроль точности деления) применяютоптические делительные головки .
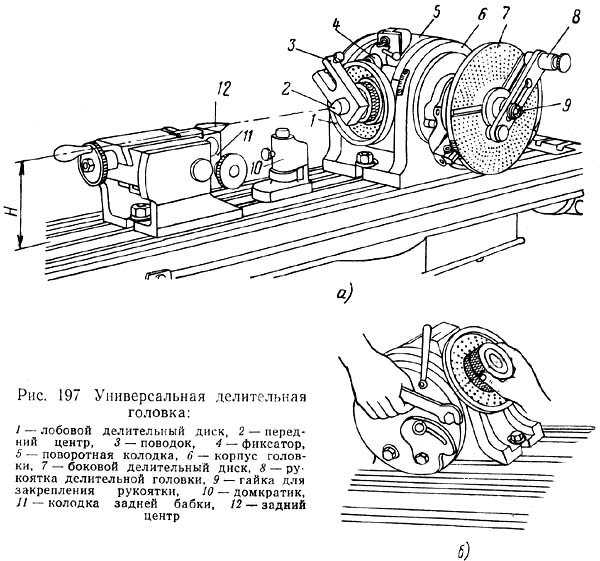
Головка для деления на 12 частей
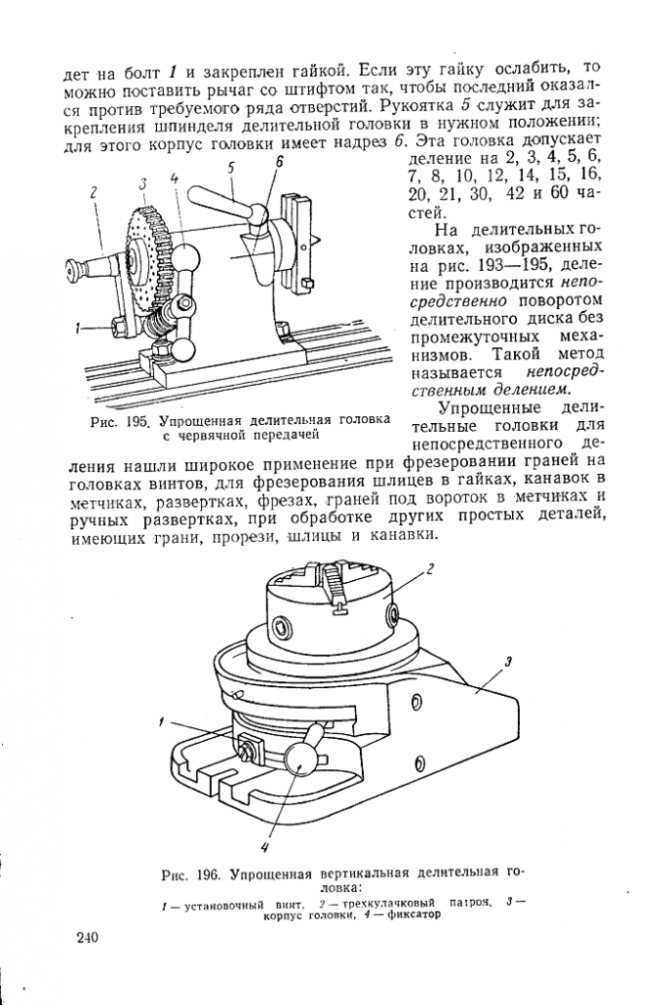
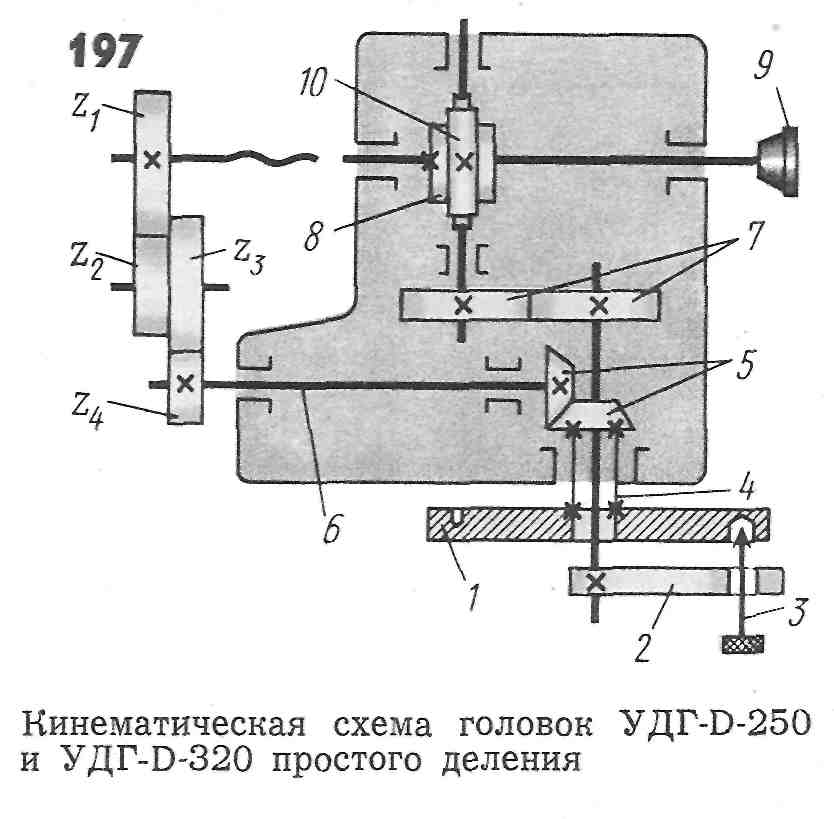
В корпусе 6
головки (рис. 193) вращается шпиндель, на правом конце которого надет поводковый патрон7 . Центр8 вставлен в шпиндель головки. На левом конце шпинделя насажен диск4 , на котором имеется двенадцать прорезей. Для устранения зазора шпинделя в подшипниках корпуса6 шпиндель можно время от времени регулировать посредством гайки2 . Вращение шпинделя происходит при помощи рукоятки 3. Поворот шпинделя фиксируется диском4 , диск устанавливается в требуемом положении при помощи стопорного рычага1 , на левом конце которого имеется выступ, входящий плотно в прорези диска4 . Для защиты головки от грязи и стружки служит кожух5 .
Очевидно, данная делительная головка допускает деление на ограниченное количество частей, а именно на 12, 6, 4, 3 и 2. Шпиндель поворачивается вращением диска 4
за рукоятку без промежуточных механизмов. Задняя бабка10 , служащая для поддерживания заднего конца заготовки, несет центр9 , который может быть перемещен в продольном направлении при помощи маховичка12 и закреплен винтом11 в выбранном положении.
Головка со сменными дисками для деления на 24, 30 и более частей
На рис. 194 показана делительная головка, на которой можно получить большее число делений, чем на головке по рис. 193. Деление осуществляется при помощи делительного диска 4
, укрепленного на шпинделе5 . Делительный диск вращают рукояткой2 и устанавливают в требуемом положении при помощи фиксатора1 . Во избежание ошибок при делении на делительный диск, имеющий большое количество впадин (для осуществления разного числа делений), насаживают сменный диск3 , изготовленный из тонкого листового материала. Число впадин сменного диска должно соответствовать заданному числу делений.
После поворота на требуемый угол шпиндель головки закрепляют рукояткой 6
. В этой головке делительный диск имеет двадцать четыре прорези и допускает деление на 2, 3, 4, 6, 8, 12 и 24 части. В случае необходимости вместо этого диска может быть поставлен другой сменный диск с любым числом прорезей. Благодаря этому можно получить деление на любое число частей.
Самодельная делительная головка для токарного станка — Станки, сварка, металлообработка
Делительная головка универсального типа (УДГ) служит для обработки металлических заготовок на фрезерном станке.
Данный элемент позволяет провести несколько видов операций по отделке изделий с учетом особенностей их конфигурации, применяется для производства сложных деталей. Как правило, оборудование комплектуется этим устройством в штатном исполнении.
В противном случае потребуется правильно подобрать модель согласно характеристикам имеющегося токарного приспособления.
Особенности
Универсальная делительная головка служит для увеличения скорости работ. При этом она не должна подвергаться постоянной переустановке.
Изменение позиции по отношении к фрезе выполняется путем постановки устройства в нужное положение. Особо внимательно к этому процессу необходимо относиться при формировании канавок винтового типа.
Перед покупкой делительной головки следует обязательно проверить ее совместимость с имеющимся станком. Любые самодельные вмешательства в конструкцию и непрофессиональные переделки могут негативно отразиться на итоговом качестве продукции.
Конструкция и применение делительных головок для фрезерных станков
Существует ряд специальных приспособлений, которые помогают или же сами закрепляют заготовки. К таким приспособлениям относятся и фрезерные головки.
А все эти действия совершаются на шлицефрезерном станке, закрепленном на столе.
Именно такое приспособление позволяет говорить о том, что они не только имеют какую-то укрепляющую функцию, но, прежде всего, помогают расширить все возможности такого станка, делая работа на нем более практичной и удобной.
Так в чем же заключается назначение делительной головки для фрезерных станков? Такие головки необходимы для того, чтобы не только закреплять саму заготовку, но еще и помогать поворачивать ее, чтобы осуществлять непрерывное вращение для обработки какой-то детали. Но вот такие головки могут быть разной конструкции и, соответственно, они могут быть разделены или на равные части, или на неравные. Но это зависит от того, что именно обрабатывается: сверла, развертки.
Использование фрезерных головок
Делительная головка, позволяющая станку совершать повороты заготовки на разные углы, хорошо выполняет фрезеровку канавок, которые могут быть и прямолинейные, и конические, и цилиндрические. Если же устройство правильно настроить для работы, то тогда по всей окружности необходимой заготовки канавки будет размещаться так, как вам это нужно.
Такие головки можно найти чаще всего на станках, которые называются горизонтально-фрезерными, но при условии, что этого потребует сам заказчик. А вот на универсальных фрезерных станках такая деталь обязательна, иначе работать такое оборудование просто не сможет.
Виды делительных головок
Чтобы работоспособность фрезерных станков была высокой, очень часто на большом производстве применяют такие делительные головки, как многошпиндельные. Но существуют и другие деления такой обязательной детали для изготовления и обработки заготовки.
Виды делительных головок:
- Простые.
- Универсальные.
- Оптические.
Немного охарактеризуем каждый из этих видов. Итак, простые являются самым простейшим видом по своей конструкции. Управляться с такой делительной частью очень просто, она не требует никаких других особых знаний и умений. С такой головой сможет работать даже человек, который лишь только начинает свою работу на фрезерном оборудовании.
Характеристика простой делительной головки
Обычно такая просто часть хорошо подходит для того, чтобы производить и обрабатывать те заготовки, которые необходимо выпустить в больших количествах и в краткие сроки.
Элементы делительной части:
- Шпиндель.
- Лимб.
- Трехкулачковый патрон.
Теперь кратко о назначении каждого элемента, которые применяется во фрезерном станке. Конец шпинделя помогает закреплять ту деталь, которая будет подвергаться обработке. На шпинделе крепится и лимб.
Все мастера фрезерного дела знают, что лимб — это делительный диск, который позволяет головки делить заготовку на определенное количество частей, которые будут равными. Но можно постараться и изменить это значение так, чтобы происходило деление уже на неравные промежутки.



