«Правило 8»
При гибке низкоуглеродистой стали ширина раскрытия матрицы должна в 8 раз превосходить толщину листа (V=8*S), тогда Р=8хS, где Р выражается в тоннах (например: для толщины 2 мм раскрытие матрицы /=2х8=16 мм означает, что вам необходимо 16 тонн/м)Усилие и длина гиба
Длина гиба пропорциональна усилию, т.е. усилие достигает 100% только при длине гиба 100%.
Например:
| Усилие | Длина гиба |
| 100% | 3000 мм |
| 75% | 2250 мм |
| 50% | 1500 мм |
| 25% | 750 мм |
Cовет:
Если материал ржавый или не смазан, следует добавлять 10-15% к усилию гиба.
Толщина листа (S)
DIN допускает значительное отклонение от номинальной толщины листа (например, для толщины листа 5 мм норма колеблется между 4,7 и 6,5 мм). Следовательно, вам нужно рассчитывать усилие только для реальной толщины, которую вы измерили, или для максимального нормативного значения.
Предел прочности на растяжение ( Rm )
Здесь также допуски являются значительными и могут оказывать серьезное влияние при расчете требуемого усилия гиба. Например: St 37-2: 340-510 Н/мм2 St 52-3: 510-680 Н/мм2
Совет:
Не экономьте на усилии гиба! Предел прочности на растяжение пропорционален усилию гиба и не может быть подогнан, когда вам это нужно! Реальные значения толщины и предела прочности являются важным факторами при выборе нужного станка с нужным номинальным усилием.
V — раскрытие матрицы
По эмпирическому правилу, раскрытие V-образной матрицы должно восьмикратно превосходить толщину листа S до S=6 мм: V=8xS, для большей толщины листа необходимо V=10xS или V=12xS
Раскрытие V-образной матрицы обратно пропорционально требуемому усилию:
- большее раскрытие означает меньшее усилие гиба, но больший внутренний радиус;
- меньшее раскрытие означает большее усилие, но меньший внутренний радиус.
Внутренний радиус гиба (Ri) При применении метода воздушной гибки большая часть материала подвергается упругой деформации. После гибки материал возвращается в свое первоначальное состояние без остаточной деформации («обратное пружинение»). В узкой области вокруг точки приложения усилия материал подвергается пластической деформации и навсегда остается в таком состоянии после гибки. Материал становится тем прочнее, чем больше пластическая деформация. Мы называем это «деформационным упрочнением». Так называемый «естественный внутренний радиус гибки» зависит от толщины листа и раскрытия матрицы. Он всегда больше чем толщина листа и не зависит от радиуса пуансона.
Чтобы определить естественный внутренний радиус, мы можем использовать следующую формулу: Ri = 5 x V /32 В случае V=8хS, мы можем сказать Ri=Sх1,25
Мягкий и легкодеформируемый металл допускает меньший внутренний радиус. Если радиус слишком маленький, материал может быть смят на внутренней стороне и растрескаться на внешней стороне гиба.
Совет:
Если вам нужен маленький внутренний радиус, гните на медленной скорости и поперек волокон.
Минимальная полка (В):
Во избежание проваливания полки в канавку матрицы, необходимо соблюдать следующую минимальную ширину полки:
| Угол гиба | B |
| 165° | 0,58 V |
| 135° | 0,60 V |
| 120° | 0,62 V |
| 90° | 0,65 V |
| 45° | 1,00 V |
| 30° | 1,30 V |
Упругая деформация
Часть упруго деформированного материала «спружинит» обратно после того, как усилие гиба будет снято. На сколько градусов? Это уместный вопрос, потому что важен только реально полученный угол гиба, а не рассчитанный теоретически. Большинство материалов имеют достаточно постоянную упругую деформацию. Это означает, что материал той же толщины и с тем же пределом прочности спружинит на одинаковую величину при одинаковом угле гибки.
Упругая деформация зависит от:
- угла гибки: чем меньше угол гибки, тем больше упругая деформация;
- толщины материала: чем толще материал, тем меньше упругая деформация;
- предела прочности на растяжение: чем выше предел прочности, тем, больше упругая деформация;
- направления волокон: упругая деформация различна при гибке вдоль или поперек волокон.
Продемонстрируем сказанное выше для предела прочности, измеряемой при условии V=8хS:
| Предел прочности в Н/мм2 | упругая деформация в ° |
| 200 | 0,5 — 1,5 |
| 250 | 1 — 2 |
| 450 | 1,5 — 2,5 |
| 600 | 3 — 4 |
| 800 | 5 — 6 |
Все производители гибочного инструмента учитывают упругую деформацию, когда предлагают инструмент для свободной гибки (например угол раскрытия 85° или 86 ° для свободных гибов от 90° до 180°).
Самостоятельная гибка
Каждый металл имеет свой ГОСТ, который следует обязательно учитывать, когда проводится расчет, при котором получается минимальный радиус изгиба листа.
Расчет, в котором указаны параметры, всегда индивидуален. Особенности гибки металлического листа учитывают не только минимальный радиус изгиба, но и коэффициент упругости, а также прочностные характеристики.
Гибка металлического листа позволяет получить профиля с различной конфигурацией, сборные перегородки, откосы, а также многие другие изделия.
Перед тем как перейти к гибке металла, необходимо сделать соответствующий расчет в соответствии с ГОСТ и определить минимальный радиус линии изгиба.
Также обязательно определяется и длина изгибаемой полосы, при этом необходимо сделать минимальный припуск непосредственно на каждую линию изгиба.
Сам листовой металл из алюминия, нержавейки и пр. следует при необходимости выровнять и разрезать в соответствии с чертежом. Резка своими руками, как правило, осуществляется ножницам по соответствующей технологии. если не приложить усилия, то ничего не получится.
Металлическая заготовка прочно зажимается в тисках подходящих размеров по начерченной линии изгиба, после чего при помощи увесистого молотка производится первый загиб.
Далее металлическая заготовка переставляется к следующему месту технологического загиба, вместе с деревянным бруском плотно зажимается, после чего производится следующий загиб, согласно чертежу.
ВАЖНО ЗНАТЬ: Технология цинкования металла в домашних условиях
После этого осуществляется разметка лапок скобы и в тисках при помощи молотка обе лапки отгибаются в заданном направлении.
По окончанию выполнения работ при помощи угольника необходимо убедиться в том, что заготовка соответствует всем заданным параметрам.
Если есть некоторые расхождения с предварительными расчетами, то их следует исправить в той же последовательности.
Более подробно о том, как своими руками осуществляется гибка металлических листов при помощи тисков и молотка, рассказано на видео, которое размещено ниже.
Видео:
Услуги гибки стали на заказ в Москве
Гибочные технологии дают возможность изготовить обширный сортамент изделий из стали, начиная от швеллеров, лотков, опорных поверхностей, и заканчивая изделиями на заказ.
Какую сталь можно гнуть
Наша компания осуществляет гибку стали следующих видов;
- нержавеющая;
- холоднокатаная;
- оцинкованная.
Каждая из них идеально гнется. Существуют изделия с различной толщиной стали. К примеру, сталь 3 миллиметра уже достаточно толстая. А ведь есть и изделия с большей толщиной – 4, 7 и 10 миллиметров. Наши специалисты могут обработать стать даже в 16 миллиметров, при этом длина заготовки должна быть менее 20 сантиметров. Если осуществляется гибка толстой стали, то необходимо, чтобы пресс имел максимальное усилие. Если сталь имеет толщину в 3 миллиметра, то заготовка может иметь длину до 3 метров






Гибка листовой стали дает возможность:
- сократить количество брака;
- увеличить качество гиба;
- существенно снизить длительность и трудоемкость проводимой работы.
Гибка листовой стали в нашей компании делается на современных станках, а контроль работы проводит специалист, которые исключить появление брака. Для гибки используется специальное оборудование – пресс. Благодаря нему получается создать металлическое изделие, в которое количество швов минимально.
Любой технологический процесс подразумевает учет всех нюансов. Вообще, гибочный процесс достаточно сложен. Для стальных листов характерна высокая прочность.
Поскольку сварочный шов является наиболее уязвимым местом в металлической конструкции и более подвержен коррозии, это может спровоцировать утрату формы изделия.
Электромеханические листовые сгибы зачастую применяют в совокупности с лазерной резкой. С помощью лазера из листа вырезают металлическую заготовку в виде развертки, и затем уже с помощью пресса ее сгибают по заданной траектории. Автоматизация технологического процесса гибки стали либо листа дает возможность существенно минимизировать временные затраты на производство одного элемента и обеспечивает высокую трудовую производительность.
Детали, которые изготовлены посредством сгибания, отличаются достаточно привлекательным внешним видом, нежели сварные. На сегодняшний день услуги гибки стали достаточно популярны. Это объясняется тем, что данный процесс позволяет избежать постобработки.
Гибка стали в нашей компании
В нашем станочном парке имеется гибочное оборудовании с числовым программным управлением, которое позволяет выполнить сложнейшие гибочные работы с допуском до 1 градуса.
Виды гибки и форма исходной заготовки
Гибке подвергается не только металл в виде листа или ленты. При изготовлении металлоконструкций нередко требуются изогнутые профили или трубы.
Листовая гибка

При радиусной обработке листового металла нужно точно подобрать линейный размер. Следует ориентироваться на размеры детали, учитывая, что обрабатываемая заготовка по длине должна оказаться несколько больше, чем готовое изделие. Это обусловлено спецификой самого процесса гибки.
Когда части плоской заготовки меняют своё положение, внутренние слои металла сжимаются, а наружные, соответственно, вытягиваются. Отсюда следует, что перед выполнением операции необходимо просчитывать параметры детали, которую предстоит обрабатывать. Для расчёта радиуса изгиба применятся таблицы, содержащиеся в инженерных справочниках, или же соответствующее программное обеспечение.
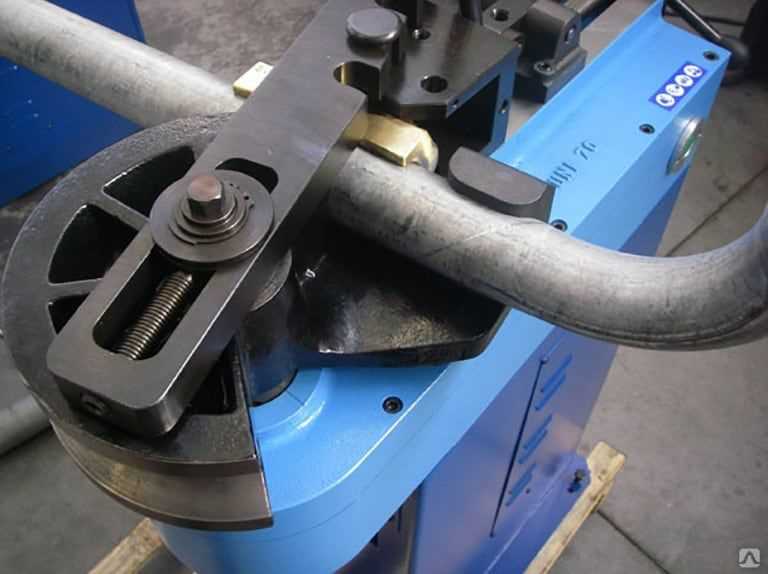
Гибка труб
Гибка выполняется в соответствии с требованиями нормативов из технической документации. Трубы можно изгибать ручным и механизированным способом. Изогнутые трубы широко применяются в строительных и хозяйственных сферах, например при изготовлении перил и ограждений. Как правило, производится зашивание труб по радиусу с формированием полного или частичного изгиба. Он не зависит от сечения трубы.

Когда обрабатывается профиль, имеющий внутреннюю полость, на заготовку действует сразу несколько сил: одна — на внутреннюю стенку, а другая — на наружную.
Выполняя изгибание труб, необходимо учитывать вероятность деформирования из-за взаимодействия таких сил, действующих на две поверхности в одно и то же время. Взаимодействие может привести к потере соосности. Если не все условия технологического процесса будут выполнены с точностью, не исключён риск разрыва заготовки. Если гибка производилась неравномерно, в области сгиба могут возникнуть складки из-за влияния тангенциальных сил, возникающих при деформации.
Вероятность вышеописанных проблем можно снизить, варьируя холодную и горячую гибку металла. Технология холодной гибки целесообразна при обработке небольших труб. Обязательно заранее определяется минимально радиус, проходящий по оси.
Локальный нагрев создаёт подходящие условия для гибки труб, так как при повышенной температуре металл проявляет пластичность. Увеличение пластичности оказывается достаточным для выполнения требуемого изгиба.
Гибка профильного проката
У профилей большой момент сопротивления, поэтому использовать классические виды гибки невозможно. Для обработки применяется специализированное ротационное оборудование. Оно отличается от станков, используемых для листового проката последовательным приложением усилия. В результате общее усилие, прикладываемое к профилю, уменьшается, и одновременно с этим уменьшается крутящий момент силового агрегата.
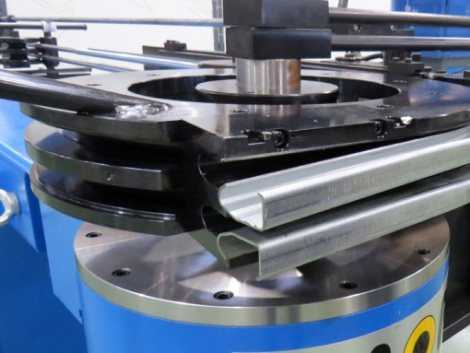
Если нужно изгибать заготовки малого размера и сечения, можно применять оборудование с ручным приводом. Использование последовательных усилий даёт возможность деформировать заготовку и править её, снимая внутренние напряжения в структуре металла.
Правильно-гибочные станки для профильного металлопроката различаются количеством рабочих валков (3 или 4), и их расположением (симметричное и асимметричное). Смена положения оси валка привода, диаметра и профиля рабочей части, дают возможность регулировать изгиб.
Валковые машины отличаются небольшой энергоёмкостью и простотой конструкции, работа с ними не требует применения штампов. Но автоматизировать процесс гибки на валковом оборудовании достаточно сложно.
Валки можно применять и в станках для гибки труб. Отличия будут в оправке, которая должна помещаться внутрь трубы, чтобы не допускать дополнительной деформации.
Как классифицируют способы гибки металлов
Способы гибки металлов можно классифицировать по нескольким признакам.

Так выглядит операция гибки металла на нашем предприятии
По особенностям приложения деформирующего усилия
По этому признаку различают свободную гибку и гибку с калибрующим ударом.
При использовании свободной гибки листовой металл укладывают на две опоры V-образной матрицы и между опорами с помощью пуансона прикладывают усилие. По окончании технологической операции уже деформированный лист не соприкасается со стенками матрицы, а продолжает опираться только на две опоры.
Свободная гибка удобна тем, что позволяет гнуть листовой металл на любой угол без смены гибочного инструмента. Кроме того, за счет увеличения раскрытия матрицы и, как следствие, уменьшения прикладываемого усилия с ее помощью можно работать с толстолистовыми материалами.
Из недостатков следует отметить неприменимость такого способа для получения изделий со сложным профилем и зависимость точности повторения профиля от марки материала. Кроме того, нужно учитывать упругую деформацию: деформированный металл частично «спружинивает» обратно. Величина упругой деформации зависит от характеристик материала, угла и направления гибки (вдоль или поперек волокон).
Свободную гибку оптимально использовать для листового металла толщиной более 1,25 мм. При этом внутренний радиус в месте гиба должен быть больше толщины листа.
При использовании гибки с калибрующем ударом металл тоже укладывают на две опоры V-образной матрицы и воздействуют на него пуансоном, но в этом случае деформированный лист плотно прижимают к стенкам матрицы. В результате упругой деформацией можно пренебречь, а свойства материала никак не влияют на угол гиба.
Из преимуществ можно также отметить точность гиба и возможность изготовления заготовок со сложным профилем. При этом для каждого профиля нужен отдельный инструмент, а развиваемое прессом усилие будет в несколько раз выше, чем при свободной гибке.
По характеру движения гибочного инструмента
Рабочие инструменты в оборудовании для гибки металла могут двигаться возвратно-поступательно или вращаться. В гидравлических или механических прессах реализуют первый вариант, в листо- или сортогибочных машинах валкового типа – второй.
В гибочных прессах (горизонтальных, вертикальных или универсальных многоползунковых) специализированным рабочим инструментом является штамп, состоящий из подвижного пуансона и неподвижной матрицы. Один штамп подходит для изготовления деталей только одного типоразмера.

Такие листогибочные прессы использует наша компания
В сортогибочных машинах валкового типа применяют ротационный инструмент. В этом случае лист металла пропускают между вращающимися валками: два из них являются опорными, а третий – нажимным. В результате изделие получает требуемую форму. Валки в машинах могут располагаться вертикально или горизонтально, симметрично или асимметрично, иметь разные габаритные размеры.
По виду получаемого профиля
Различают четыре основных вида профиля изделий после гибки:
- Одноугловой или V-образный.
- Двухугловой или П-образный.
- Радиусный или U-образный.
- Многоугловой.
По количеству проходов
Большинство металлов можно за один проход согнуть на угол до 120°. Больший угол или сложный профиль потребуют нескольких проходов, а значит использования более сложного инструмента. Малопластичные металлы (например, бронза или некоторые сплавы на основе хрома) дополнительно нужно нагревать (отжигать) между проходами, чтобы избежать появления трещин. Для выполнения гибки в несколько проходов допускается использовать оборудование как с вращающимся, так и с движущимся возвратно-поступательно инструментом.
Инструмент для гибки металла: что это и как его выбрать?
Общие сведения о гибочном инструменте При сгибании на листовой металл одновременно воздействует несколько сил, приложенных в различных точках и направленные в противоположном направлении. Внешняя сторона листа при этом растягивается и увеличивается в размерах, а нижняя наоборот должна сжиматься и уплотняться. Обеспечить такую деформацию, да еще и высокого качества должен гибочный инструмент.
При этом усилие, развиваемое инструментом, должно быть строго дозировано. Если оно недостаточно, то деформация может получиться упругой. В этом случае после прекращения усилия металл спружинит и разогнется обратно. Если же усилие окажется слишком большим или будет приложено в неправильном направлении, то сгибаемый металл может переломиться.
Поэтому, при изменении формы металла, на него действуют следующие деформации:
— Сжатие; — Растяжение;
Универсальный гибочный инструмент
может придавать металлу различную форму: сгибать под углами различной остроты, скручивать по продольной или поперечной оси. Другие разновидности гибочных приспособлений, такие какинструмент для завитков или для скручивания, позволяют решить более специализированные задачи.









Разнообразие технологий
В зависимости от ориентированности заготовки гибка делится на продольную и поперечную.
При продольной выполняется одна только гибка, а при поперечной металл дополнительно вытягивают и осаживают. Такие процедуры выполняются, например, при отгибании бортов, высаживании заготовок.

- Продольная выполняется на станках, предназначенных для обработки металла холодным способом.
- Поперечная используется, если необходимо обработать толстую заготовку, или в том случае, когда радиус искривления не слишком большой, а холодная обработка приведёт к появлению значительных напряжений в структуре.
Если возникает необходимость нагревания заготовки, имеющей большую площадь, нужно учитывать вероятность появления на ней кривизны: она возникает по винтовой и сферической поверхности.
Если нагревание не применяется, кривизна не образуется: её образованию препятствует способность металла пружинить. При поперечной гибке металл нагревается практически всегда.
огда обрабатываются заготовки, представляющие собой плоские листы металла, например, при изготовлении судовых корпусов, их изгибают в холодном состоянии без нагревания и без осаживания, используя для того специализированные прессы.
Когда обрабатываются кромки и проделываются отверстия, гибку производят в горячем виде: тогда при повышении температуры изменяется расстояние между отверстиями, а кромки при вытягивании и осаживание изменяют очертания.
Когда используют холодную гибку, сначала обрабатывают кромки, на следующем этапе проделывают отверстия, и лишь после этого заготовку сгибают.
Виды гибочных станков
Для получения полной картины работы листогибочного станка необходимо понимать, как оно устроено. В состав этого оборудования входят такие узлы, как стол, на котором размещают заготовки. Заготовка будет перемещаться по его поверхности в заданном направлении. Кроме этого, на столе может быть установлен резак, отсекающий готовые детали от листа исходного материала. В качестве резака может быть использован роликовый нож или сабельная гильотина.
Гибочный станок
В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия.Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.
Ручное оборудование для гибки металла
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.
Электромеханическое оборудование для гибки металла
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.
Гидравлические листогиб
Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух.Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Основные приемы гибки деталей из полосы
При гибке деталей вручную необходимо учитывать, что в зависимости от свойств материала, толщины и размеров заготовки из полосы необходимо прикладывать различные усилия для выполнения работы. Поэтому необходимо учитывать, что:
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2 мм и менее, на поверхности деталей могут оставаться следы от ударов молотком, поэтому целесообразно при гибке использовать подкладки из деревянных брусков, отрезков стальной полосы или бруска и т.п., в некоторых случаях эта работа может быть выполнена без молотка, а обжатием заготовки вручную с использованием подкладок;
- при гибке деталей из тонкого листового пластичного материала, толщиной 0,2–0,5 мм, применяют легкие молотки, подкладки из цветного металла, из отрезков стальной полосы или бруска и т.п.;
- для деталей из листового материала, толщиной 3,0 мм и более, для предварительной гибки применяют более тяжелые молотки (кувалды — для материала толщиной 8 мм и более), а более легкие молотки для окончательной гибки и правки деталей после гибки;
- при ручной гибке в зависимости от усилий, которые прилагают для гибки заготовок, выбирают менее или более тяжелые тиски;
- при ручной гибке с увеличением толщины металла возрастают усилия, с которыми необходимо зажимать заготовку в тисках. В результате на поверхности заготовок каленые губки тисков оставляют следы рифления накладок губок, что портит внешний вид деталей. Поэтому при закреплении заготовок в тисках используют подкладки из цветного металла, мягкой стали и т.п.;
- при ручной гибке симметричных деталей возможно смещение оси симметрии по длине заготовки, поэтому целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки;
- при гибке коротких полок (например, у хомутиков из материала толщиной 4–6 мм), которые меньше ширины бойка молотка, целесообразно по концам заготовки симметрично оставить припуск, который удаляют по окончании гибки.
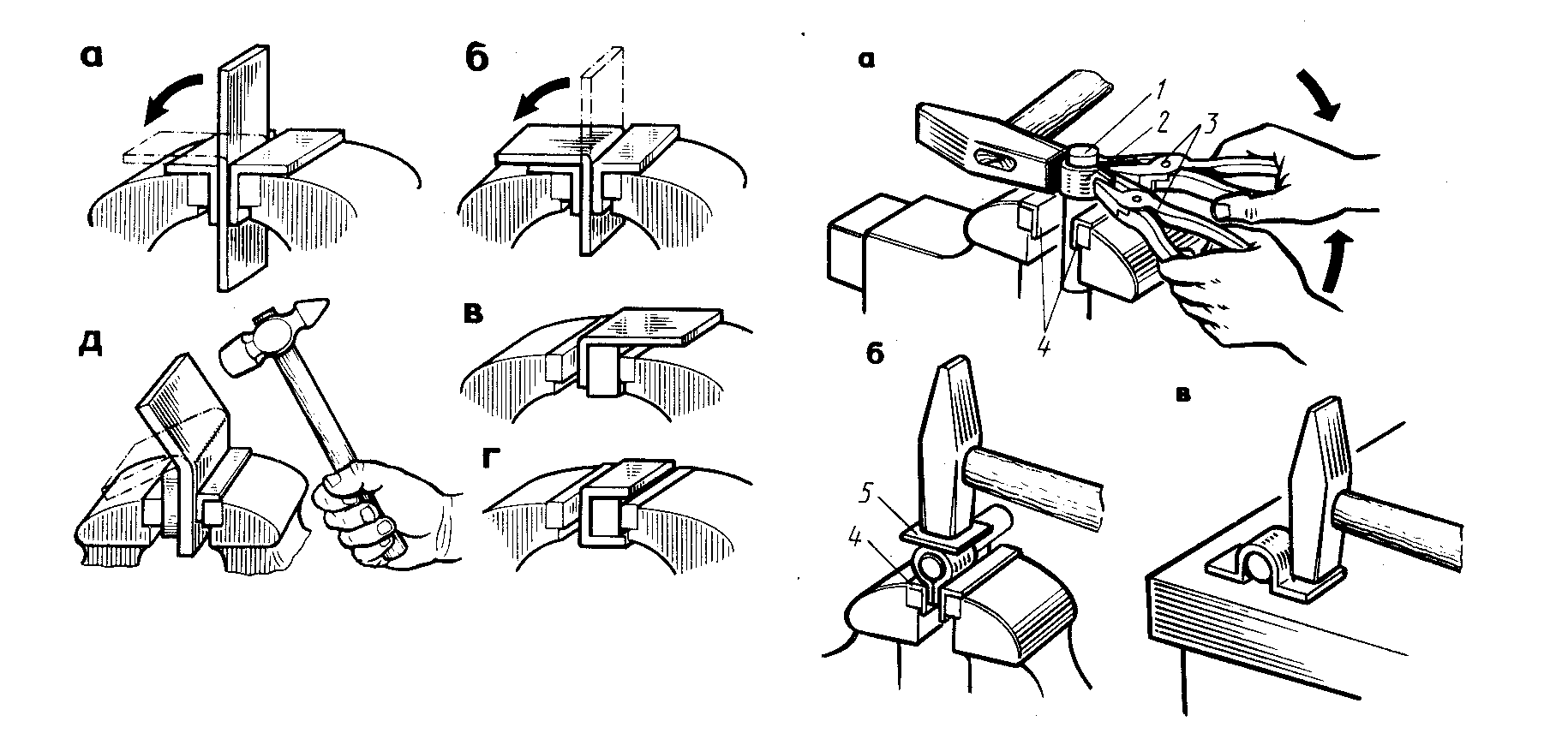
Гибку деталей выполняют по образцу готовой детали, либо по образцу-макету, который более удобен для работы.
Для выполнения макета рабочий вычерчивает на листе бумаги или на листе металла (чертилкой) профиль детали в натуральную величину, который нужно будет согнуть. Затем из проволоки или тонкой полосы при помощи плоскогубцев по рисунку сгибают контур профиля детали (с учетом радиусов и углов наклона плоскостей).
Для гибки детали подбирают оправки с минимальным радиусом гибки и с радиусами, которыми должны соединяться прямолинейные участки детали.
На заготовке детали чертилкой размечают линии, по которым будут производить гибку.
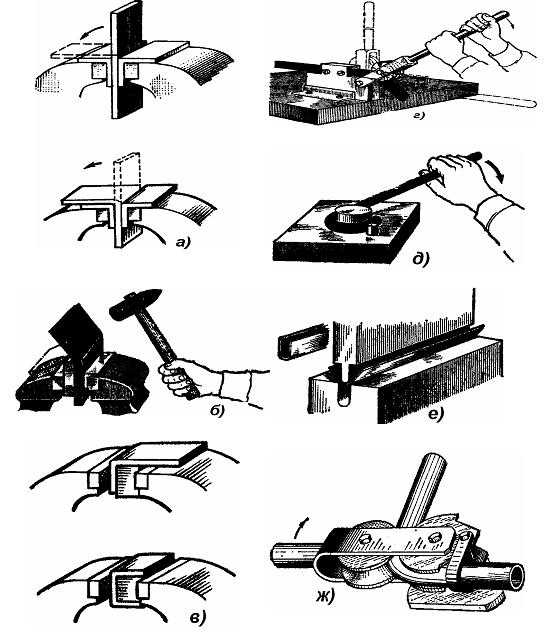
При выполнении гибки полок заготовку 1 (рис. 3, а) зажимают в тиски между двумя оправками 2 и 3 так, чтобы линия гибки была обращена в сторону загиба, на уровне верхней кромки оправки 3. Молотком ударяют по верхней полке детали 1. Ударять молотком нужно равномерно всей поверхностью бойка.
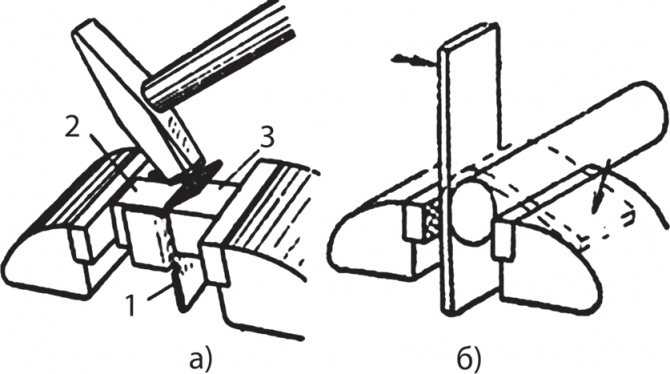
Рис. 3. Гибка заготовки детали в тисках: а — под углом; б — по радиусу
Угол наклона полки проверяют, прикладывая шаблон к вертикальной грани детали 1. Грань оправки 3, на которой производится гибка заготовки, должна быть запилена по радиусу больше критического для данной толщины заготовки.
При выполнении гибки по радиусу заготовку 1 (рис. 3, б) зажимают в тиски между губкой и оправкой 2 так, чтобы линия гибки была обращена в сторону загиба и выступала над образующей оправки 2 на величину А мм, если необходимо, чтобы полки были равной длины.
где r — радиус оправки.
Направление ударов молотком показано стрелками.
Для гибки заготовок из листового материала применяются ручные листогибочные машины и машины с механическим приводом. Принцип работы заключается в том, что на столе машины прижимом закрепляется заготовка, которая выставляется местом изгиба относительно прижима. Затем поворотная траверса приводится в движение, поворачивается на установленный угол и тем самым изгибает на нужный угол заготовку. Машина имеет оснастку, которая позволяет гнуть различные профили.
Что такое гибка металла и в чем ее преимущества
Гибкой листовой стали называется разновидность обработки, при которой изделию придается желаемая форма. Результат достигается за счет того, что верхний слой материала растягивается, а внутренний – сжимается.
Существуют разные способы, с помощью которых можно сгибать металлический лист и менять его внешний вид. Технология позволяет за короткий срок получить качественный и прочный предмет необходимой формы. Можно выделить две разновидности технологического процесса, при котором делают гибку:
- Сгибание листовой стали вручную.
- Механическая обработка.
В первом случае применяются различные слесарно-монтажные инструменты (молоток, тиски, плоскогубцы и пр.), во втором – промышленное оборудование.
Ручную гибку листового металла можно выполнять, когда его ширина меньше 0,6 мм. В противном случае потребуются специальные станки: листогибочный пресс, вальцы, роликовый гибочный станок.

Металл видоизменяют не только сгибанием, но и другими методами – скручиванием, сваркой. С последней часто сравнивают гибку, поскольку одно изделие можно изготовить двумя способами: согнуть сталь под нужным углом или соединить между собой отдельные детали сварочным оборудованием. Однако если делать гибку, то процесс пройдет быстрее и проще. Именно в этом заключается основное преимущество первой технологии перед второй.
Другие аргументы в пользу того, чтобы для обработки листовой стали применять гибку:
- С помощью данного способа получается более качественное, прочное и долговечное изделие. Участки металла в местах сгибания остаются герметичными, поэтому предмет будет более устойчивым к механическому воздействию.
- Стоимость работ ниже, чем при сварке.
- Гибку выполняют за короткий промежуток времени.
- Если материал сгибается прессованием, то исключается риск появления повреждений. Технология позволяет получать желаемую форму без ущерба для качества. Сохраняются высокие технические характеристики изделия, в частности, прочность.
- Гибку листовой стали используют, чтобы исключить любые изменения физических или химических свойств сплава, поскольку не происходит какого-либо существенного вмешательства в состав.
- С помощью технологии можно изготовить ровные, бесшовные, аккуратные детали.
Перечисленные достоинства подтверждают, что для получения качественной и прочной металлической заготовки лучшие выполнять гибку листовой стали.
Под 90 градусов
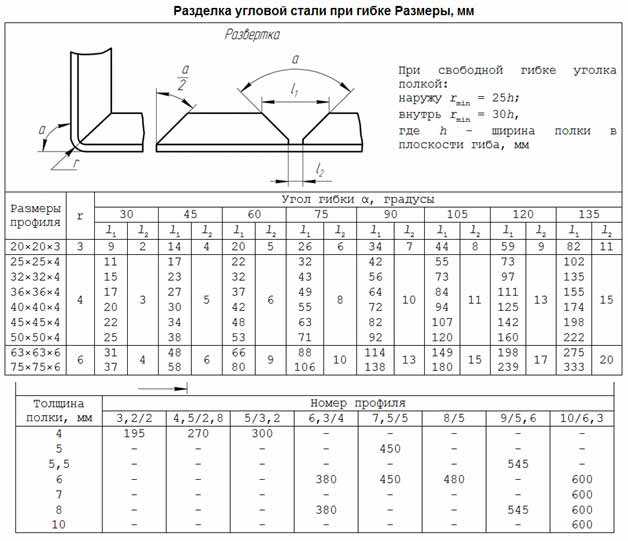
Практически все постройки имеют прямоугольную форму, поэтому самое частое действие с уголками — это необходимость их загнуть под 90 градусов.
Согнуть уголки под 90 градусов для будущего каркаса достаточно просто. Сначала надо сделать в месте будущего сгиба развертку. Для этого на одной из полок отмечаем два угла в разные стороны от нормали по 45 градусов каждый и вырезаем их болгаркой. Аккуратно и медленно гнем уголок и свариваем место реза электросваркой, при этом рекомендуется предварительно нагреть место сгиба, чтобы вторая полка во время сгибания не треснула и не сломалась.




Допустимые расчетные размеры для того, чтобы правильно разметить и согнуть металлические уголки под 90 градусов, приведены в таблице:
Выход из положения есть!
Но всегда можно найти выход из положения – заказать изготовление необходимого гнутого металлопроката в специальной мастерской. Если вам нужны трубы для домашнего водоотвода или карнизы, а также другие формы металлических гнутых изделий, то выгоднее, быстрее и надежнее заказать их у профессионалов. Сотрудничество со специалистами гарантирует:
- высокую скорость выполнения каждого отдельного заказа;
- точность и отличное качество готовой продукции;
- использование при гибке металла современного высокоточного оборудования;
- выгодную стоимость услуги.
Заказ изготовления гнутых металлических изделий у специалистов – это существенная экономия ваших времени и сил. А кроме того – получение ожидаемо хорошего результата.
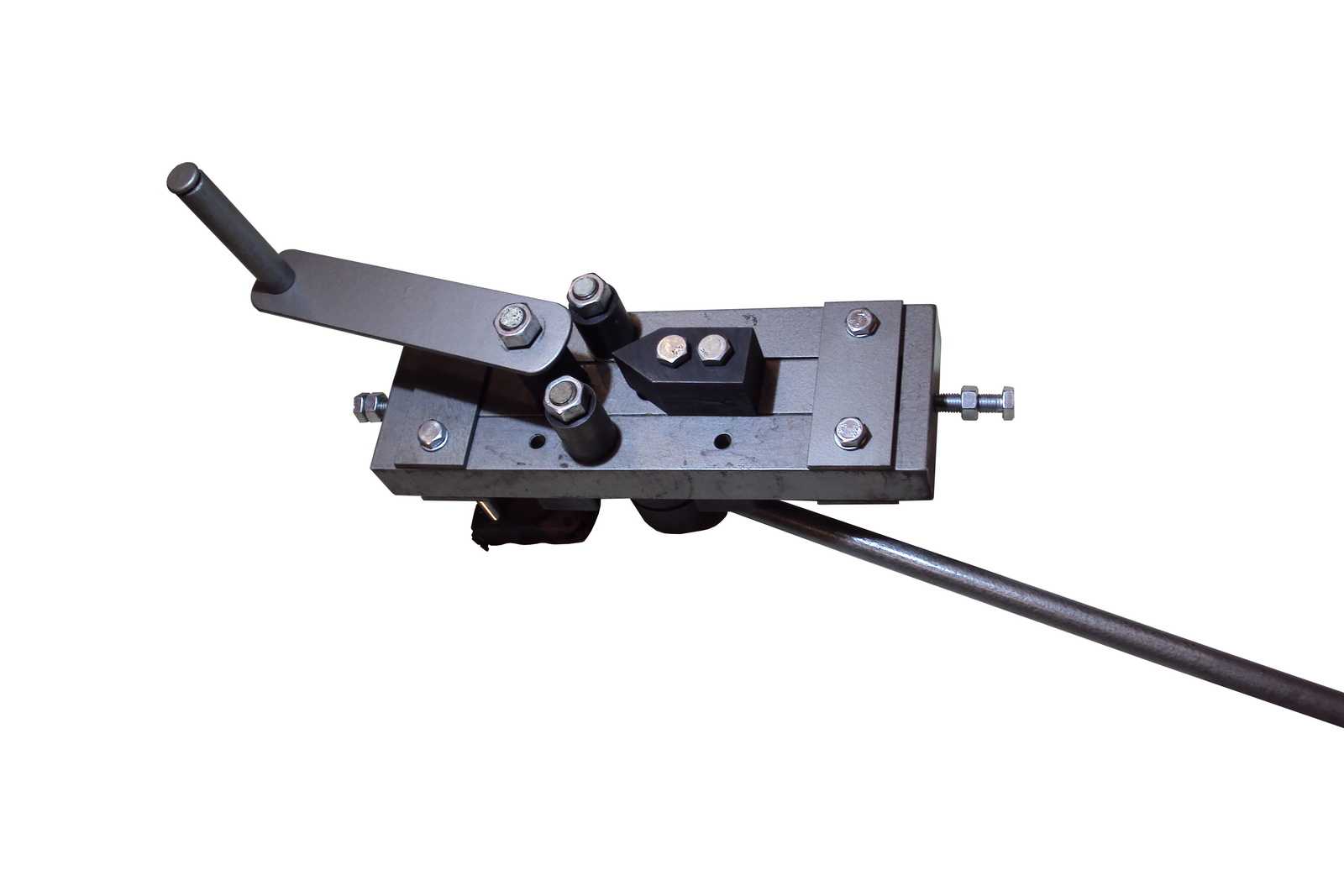
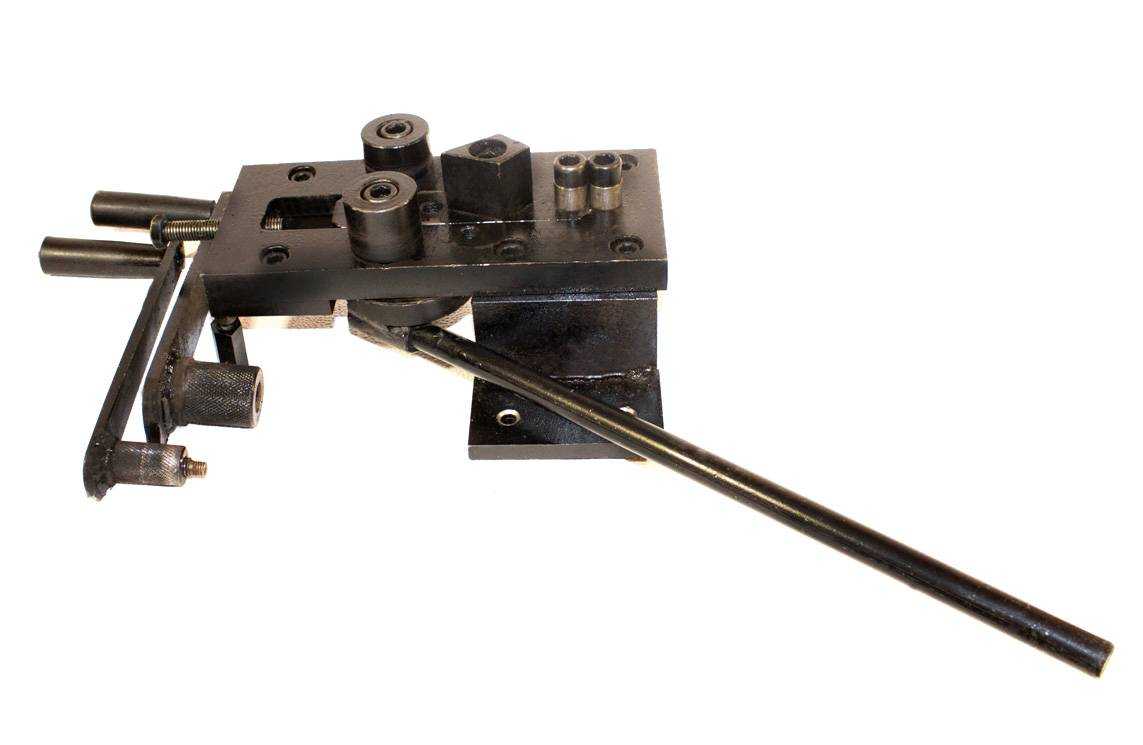
Как выбирать гибочный инструмент?
Наиболее распространены и востребованы в быту станки с ручным приводом. Чаще всего при помощи таких устройств осуществляют следующие манилуляции:
- Сгибание металла под заданным углом.
- Изготовление декоративных элементов путем продольного скручивания металла (торсировки, изготовления плетеных элементов – «корзинок»)
- Сгибание металла в дугу или кольцо.
- Производство завитков.
С помощью этих операций можно сделать из металлических полос или прутков элементы для декоративной решетки, ограды, забора. Востребованы такие станки и для производства навесов, ворот, декоративных ажурных конструкций.
Прежде всего, стоит определить, какой перечень из этих операций должен выполнять ваш инструмент. Полезно будет также определить объемы выполняемых работ: для серийного производства (например, в масштабах кузнечной мастерской) стоит выбирать инструмент мощнее, а при работе в быту, когда не планируется изготавливать много изделий, можно выбрать и менее мощный вариант.
Если планируется интенсивная работа, стоит выбрать инструмент на более массивной станине. Это позволит гибочному устройству прослужить дольше, ведь на станину действуют большие нагрузки. Хорошим выбором в этом случае будет, к примеру, универсальный гибочный инструмент MB21-30 производителя Blacksmith.
Важно также определиться, какой именно металл вы планируете сгибать. Возможно, это будет листовой прокат, а может – прутки или трубы
Некоторые модели гибочного инструмента универсальны и снабжены съемными приспособлениями для фиксации заготовок любого профиля. Другие более специализированы и подходят для придания формы металлопрокату только определенного типа.
Также стоит подумать о том, в каком положении вы планируете сгибать металл. Часть станков работают только в одном положении, например, предусматривают горизонтальное положение заготовки при работе. Более широкий функционал имеют универсальные инструменты, например, Blacksmith M3-G, которые можно устанавливать как в горизонтальном, так и в вертикальном положении.
Суть процесса гибки
Гибка металла – это промышленный процесс, при котором листовому металлу придают определенную форму. В результате такой технологичной обработки из плоской металлической заготовки (то есть листа) производят объемный элемент или деталь. Предмет, изготовленный данным методом, – объемное изделие без швов или каких-либо иных типов соединения. Сам процесс изменения конфигурации металлического листа происходит за счет:
- механического воздействия на структуру металла;
- воздействия высокой температуры.
Этот процесс можно охарактеризовать как растяжение внешнего слоя материала при одновременном сжатии внутреннего. Таким образом заготовке можно придать необходимую форму с конкретными параметрами.
Оборудование для гибки листовой стали
На сегодняшний день существуют различные гибочные машины. Самые простые из них подходят для изготовления уголков, каркасных профилей и пр. Более усложненные, используемые в промышленных масштабах, делятся на несколько видов:
- Ротационный листосгиб – станок, в котором происходит вращение нескольких валков, в результате чего заготовке придается округлая форма. При подобной гибке металл помещается между валками, затем перемещается между ними, приобретая необходимый изгиб. Вращение может осуществляться как вручную, так и с помощью гидравлики.
- Листосгиб с поворотными балками – станок состоит из прижимной балки и двух плит, неподвижной и поворотной. Оборудование подходит для изготовления небольших и несложных заготовок из листовой стали.
- Пневматические и гидравлические прессы (второй вариант встречается чаще). Используются на мелкосерийном производстве, когда делают гибку листовой нержавеющей стали или иных сплавов. Деталь, которая подлежит сгибанию, размещается между матрицей и пуансоном. Аппарат подходит для формообразования материалов даже с большой толщиной.
![]()
Наиболее современным оборудованием считается ротационная машина, на которой гибку выполняют в автоматическом режиме. Благодаря этой возможности нет необходимости в расчете прилагаемого усилия.
Листосгибы с поворотными балками также автоматизированы: работнику необходимо лишь правильно расположить лист на оборудовании. Подобные машины часто эксплуатируются на небольших производственных предприятиях.
Классификация видов гибки по контуру готового изделия
Существует несколько видов гибки, позволяющих получать заготовки из листового металла с разными контурами:
- V –образная, она также называется одноугловой;
- U-образная, она же дуговая;
- криволинейная;
- многоугловая;
- гибка, в результате которой получается заготовка, похожая на трубу по форме.

Для получения нужного контура применяется два различных способа:
- Способ свободной гибки. При его выполнении не нужно фиксировать центр заготовки. Пуансон, являющийся рабочим инструментом станка, воздействует на заготовку. В результате её финишная форма обуславливается конфигурацией пуансона.
- Способ гибки калибрующим ударом. Заготовка предварительно помещается в матрицу, и именно форма матрицы определяет её итоговую конфигурацию.
Если используются роликовые матрицы, ось заготовки формируется при помощи поворота подвижной части пуансона.
У гибки есть особенность, отличающая её от других способов обработки металлов: сетка макроструктуры может быть различной, и зависит от того, в каком направлении производился изгиб
Если обрабатываются металлы и сплавы, имеющее малую или среднюю пластичность, направление волокон особенно важно. Когда оно совпадает с направлением, в котором движется ось заготовки, риск разрушения при обработке будет стремиться к нулю
Такой риск весьма серьезен: расслаивание считается дефектом, исправить который невозможно.