Особенности и преимущества
Модель ФТ 11 представляет собой универсальный токарно-винторезный станок, который, несмотря на свое значительное моральное устаревание, может похвастаться достойной точностью и наличием автоматической коробки передач. Агрегат ориентирован на выполнение широкого спектра рабочих задач и хорошо демонстрирует себя как в чистовой, так и в получистовой обработке различных заготовок. При этом практика показывает, что использование агрегата для черновых и обдирочных работ крайне нежелательно, что также описано в инструкции по эксплуатации.
Токарный станок ФТ 11 отлично подходит для эксплуатации в скоростных режимах. С его помощью можно нарезать питчевые, дюймовые и модульные резьбы. Кроме того, если мастер настроит рабочую гитару соответствующим образом – появляется возможность производить нарезку нестандартных резьб, что является плюсом в графу многофункциональности. Также с помощью ФТ 11 можно производить обточку конусообразных заготовок, не используя при этом специальную линейку. Для этого достаточно лишь перемещения верхнего суппорта.

Данной модели оборудования свойственна особая конструкция станина, которая исключает вероятность попадания отходов в пазы направляющих. За счет этого продлевается срок эксплуатации станка. Кроме того, появляется возможность работать с изделиями, изготовленными из особых материалов, прошедших специальную обработку.
Работа за станком ФТ 11 будет максимально производительной за счет автоматизации управления передачами. Мастер не теряет лишнего времени на изменение режима обработки детали, меняя его, в буквальном смысле слова, прямо на ходу. За счет внедрения автоматической коробки передач удается производить ступенчатое регулирование интенсивности вращения шпинделя, а также реверс и остановку шпинделя без отключения агрегата от сети. Кроме того, автоматическая коробка делает возможной работу шпинделя в толчковом режиме.
Отметим также, что токарный станок ФТ 11 укомплектован особыми магнитными пускателями, которые защищают его от самопроизвольного запуска. Такое может произойти в случае непредвиденного выключения подачи электричества и последующего включения.
Преимущества токарной установки
Станок токарно-винторезный ФТ 11 выгодно отличается от подобного оборудования установленной в нем коробкой передач. Он обеспечивает высокую точность обработки деталей, рассчитан на широкое многообразие выполняемых операций.
Основные преимущества оборудования таковы:
Коробка передач шпинделя обеспечивает высокий и низкий диапазон скоростей
- возможность нарезания стандартных и нестандартных форм резьбы;
- высокое качество работы на высокой скорости;
- особая конструкция станины;
- высокая производительность благодаря присутствию коробки передач и автоматики;
- возможность работы с деталями конусной формы без дополнительных приспособлений;
- работа с заготовками из различных материалов;
- наличие защиты от самопроизвольного запуска.
Эта машина хорошо работает на высоких скоростях, что особенно актуально при нарезании резьбы – модульной, дюймовой или питчевой, а также некоторых нестандартных разновидностей при определенных настройках гитары.
Если произойдет случайное отключение электричества, самопроизвольного запуска станка не будет – этого не допустят особые магнитные пускатели, которыми снабжена указанная модель.

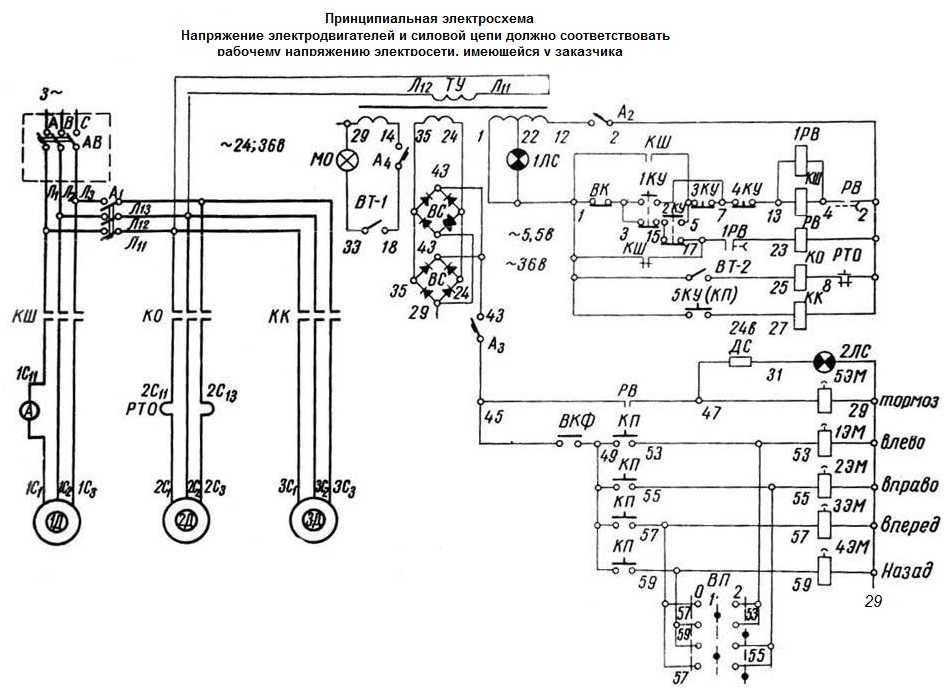
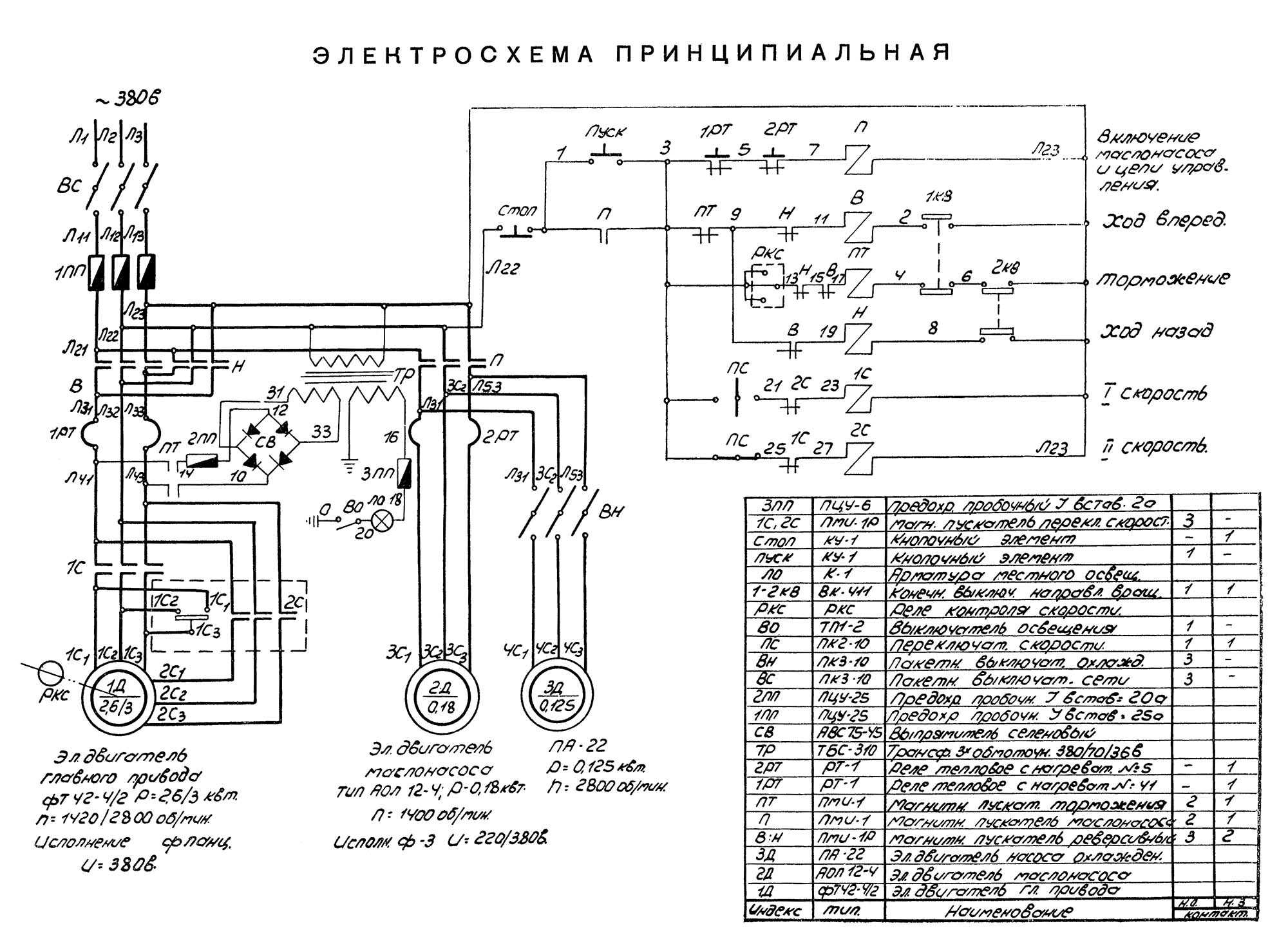
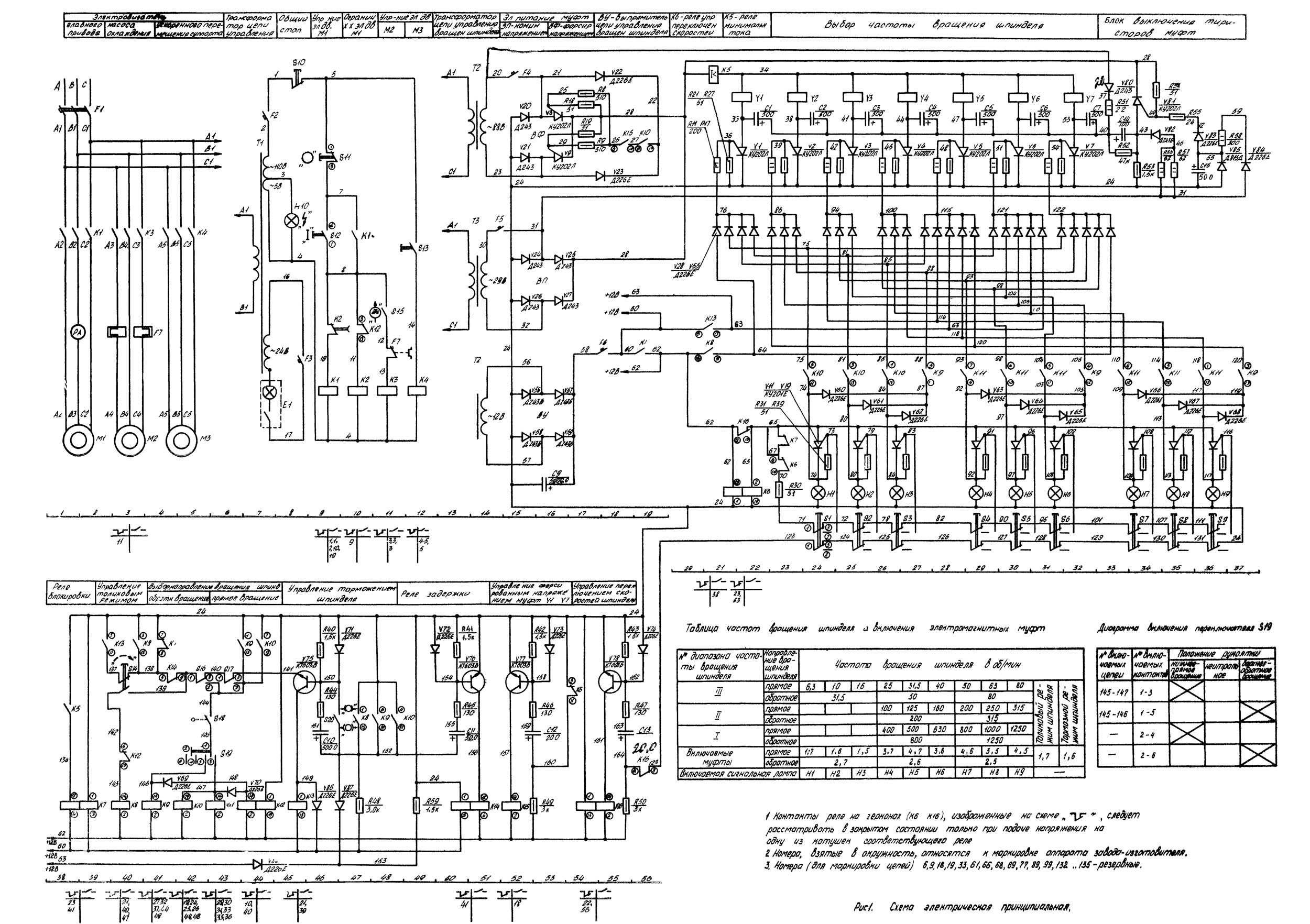
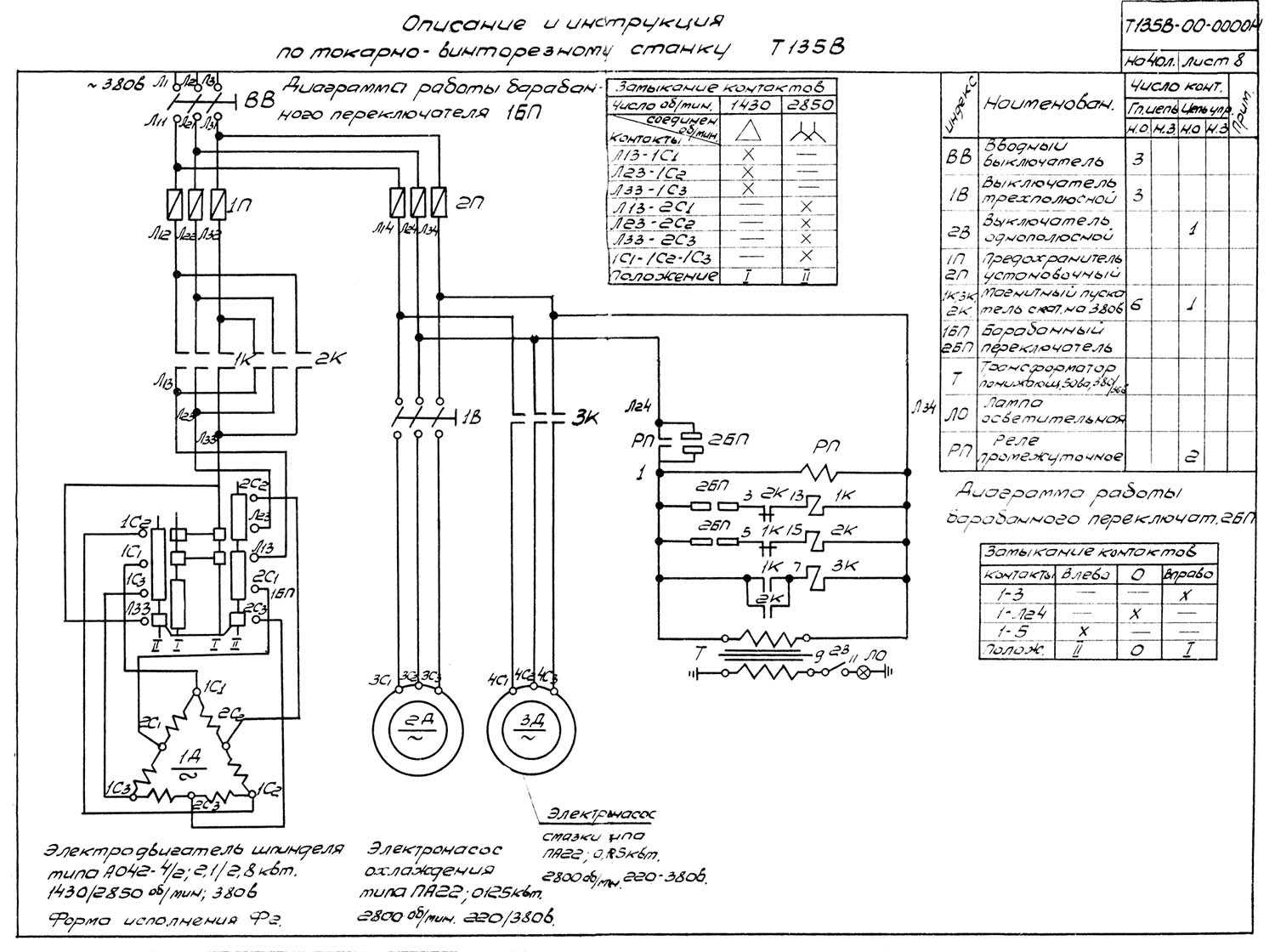
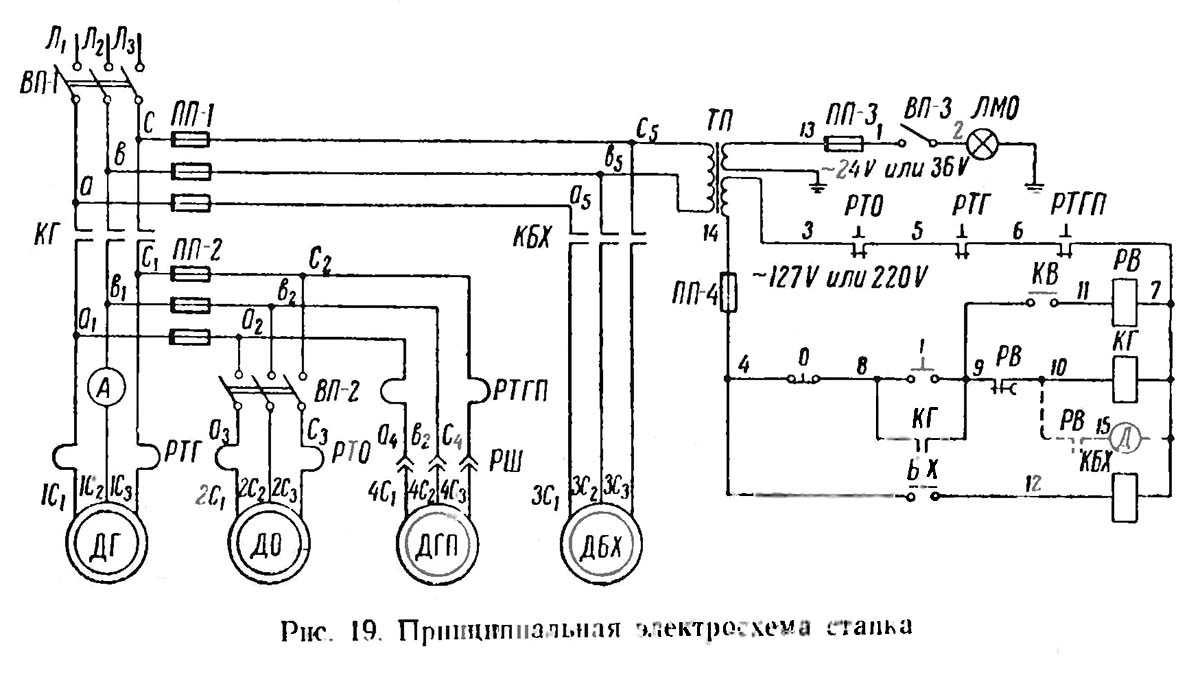
Схема магнитного пускателя
Линия для производства мелков
Стоимость: 50-350 тыс. рублей
Довольно простым способов производятся школьные мелки, линии с формовочными прессами для которых продаются на Alibaba за суммы от 50 тыс. рублей и выше. Такие линии являются полуавтоматическими и некоторые процессы на них производятся по старинке. Форма мелков может быть круглой, прямоугольной или в виде звезд. В качестве клиентов могут быть магазины детских товаров, канцтоваров, детские и учебные учреждения. Можно договориться и поставлять мелки мелким или крупным оптом в определенное время каждый месяц. Однако в связи с переходом многих школ на удаленное обучение, популярностью интерактивных и маркерных досок, идею по производству мелков нельзя назвать многообещающей и перспективной.
Обзор токарного станка ФТ-11: эксплуатация, конструкция, характеристики

Изготовлением универсального токарно-винторезного станка занималось специализированное предприятие Фрунзенский машиностроительный завод, г. Бишкек. Это тип оборудования предназначается для выполнения большого количества стандартных и особых операций по обработке металлических изделий.
Особенности конструкции и эксплуатации
Прототипом конструкции токарно-винторезного станка ФТ-11 стала модель 16Б25ПСп. Из схемы этого оборудования были взяты основные конструктивные решения. Изменению подверглись механизмы регулировки, напрямую влияющие на точность токарной обработки.
Этот тип станка предназначен для чистовой и получистовой токарной обработки, нарезания резьбы различных типов. Модель ФТ-11 настоятельно не рекомендуется применять в черновых и обдирочных режимах работы. Высокая скорость вращения шпинделя обеспечивает качественное точение на скоростных режимах.
Конструктивные особенности токарного станка ФТ-11:
- автоматика, предназначенная для управления скоростями и количеством оборотов шпиндельной головки;
- обточка конусов. Для этого не нужно применять специальную конусную линейку. Обработка происходит за счет смещения верхнего суппорта;
- станина сконструирована таким образом, что практически полностью исключает попадание стружки и пыли в направляющие пазы;
- изменение скоростей вращения шпинделя без остановки оборудования. Это позволило увеличить производительность труда.
Для предотвращения самопроизвольного включения в конструкции есть магнитные пускатели. Применение полупроводниковых компонентов и схем с релейным управлением значительно улучшили характеристики станка. Однако это отразилось на увеличении трудоемкости ремонта.
Для уменьшения времени обработки заготовки в схеме оборудования предусмотрен обратный ускоренный ход шпинделя. Его можно активировать во время работы станка ФТ-11 без выключения двигателей.
Технические характеристики станка
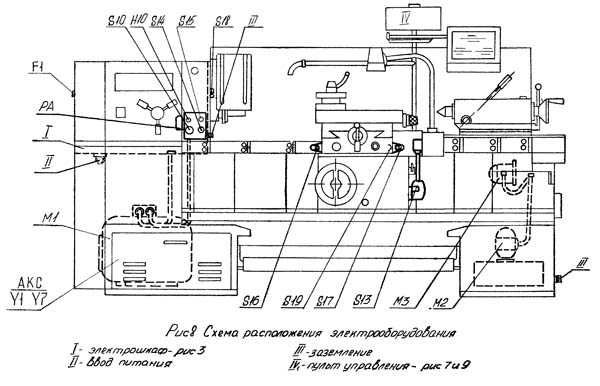
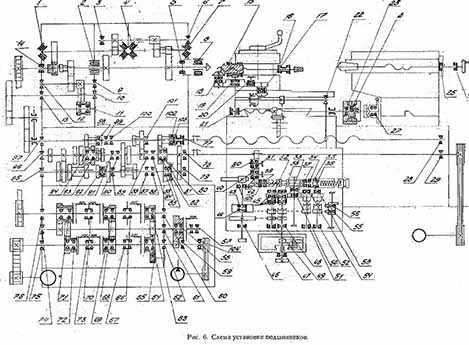
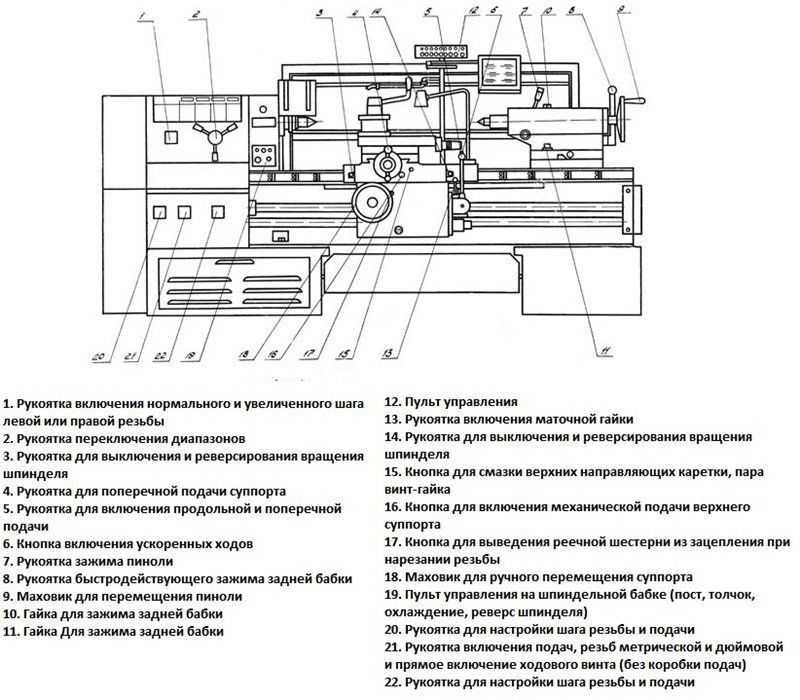
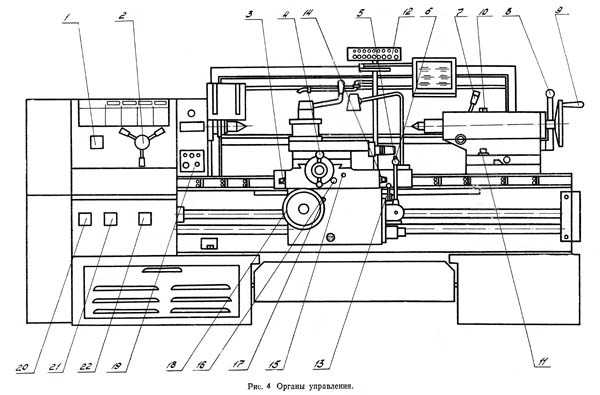
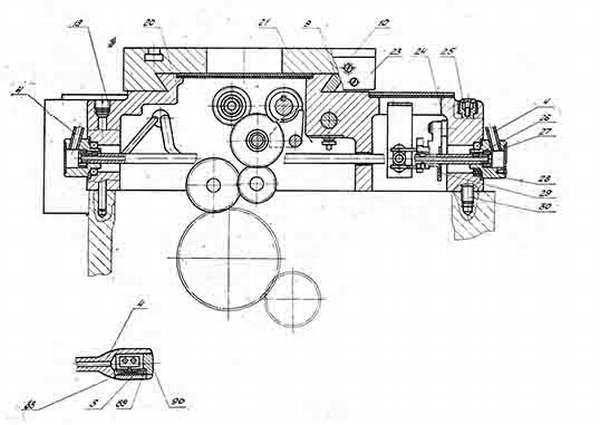
Расположение компонентов станка
Для анализа возможностей оборудования сначала необходимо изучить его эксплуатационные и технические характеристики. Но стоит помнить, что со временем они могут измениться. Поэтому следует проводить ремонтные и профилактические работы согласно рекомендациям производителя.
Общая масса станка в собранном виде и полной комплектации составляет 3445 кг. Его габариты равны 285,6*137*143,5 см. По сути он может быть установлен в любом производственном помещении. Ограничения составляют лишь соблюдение условий воздействия окружающей среды – влаги и температуры.
Основные технические характеристики, которыми обладает станок ФТ-11:
- Допустимые диаметры заготовок. Над станиной — до 50 см, над суппортом – 26 см;
- Вариации длины обрабатываемой детали – 100, 150 или 200 см;
- Диаметр отверстия в шпинделе – 66 мм;
- Количество ступеней вращения. При прямом ходе – 22, для обратного движения – 9;
- Частота вращения шпиндельной головки – от 10 до 2000 об/мин;
- Верхний ход суппорта возможен до значения 14 см;
- Максимально допустимое усилие резания составляет 16000 Н;
- Коробка передач имеет 24 ступени продольных и поперечных подач;
- Параметры быстрого смещения, м/мин. Продольных – 4, поперечных – 2;
- Максимальное смещение пиноли задней бабки равно 20 см.
В конструкции станка есть механизм торможения шпинделя. Общее количество электродвигателей составляет 3 шт. Мощность силовой установки для главного привода равна 11 кВт. Дополнительно имеются электродвигатели для быстрых перемещений и работы системы охлаждения.
Техника безопасности
Части агрегата, быстро вращающиеся детали, отлетающие отходы производства, высокое напряжение несут в себе потенциальную опасность для работающего на станке человека. Поэтому строго выполняйте рекомендации по безопасности работ на металлорежущем оборудовании.
Перед использованием станка:
- наденьте спецодежду, она должна быть застегнута, рукава подвязаны, чтобы вращающиеся детали не захватили ее;
- подберите локоны, наденьте защитные очки;
- удостоверьтесь в надежности системы заземления;
- ручным переключением опробуйте рукоятки;
- подкрутите отвинтившиеся крепления.
При заточке:
- недопустим замер деталей работающего агрегата;
- подводка к заготовке режущего элемента должна быть аккуратной;
- нельзя вставлять сверло во вращающейся патрон;
- не удаляйте отходы без специального приспособления;
- нельзя переключать зубчатые колеса на работающем агрегате.
- не отлучайтесь от оборудования.
Обо всех неполадках станка, неисправности ограждений и выхода из строя электрооборудования немедленно докладывайте ответственному лицу.
Закончив работу, выключите электродвигатель, приведите рабочее место в порядок, очистите и смажьте станок.

Лучшие токарные станки по металлу
Для обработки металлов требуется высокая скорость вращения шпинделя. Для охлаждения заготовки в рабочую зону подают СОЖ. Высокие требования предъявляются к точности настроек, качеству кулачковых зажимов.
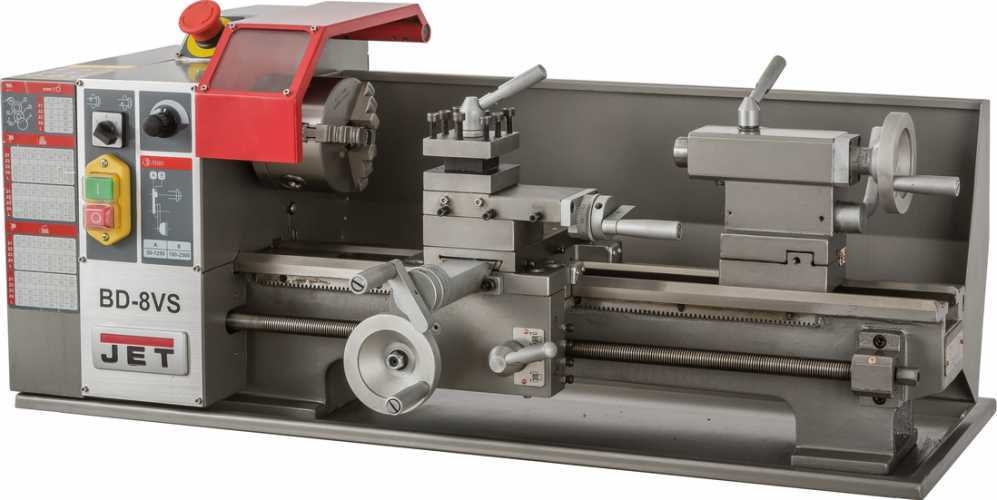
Jet BD-8VS 50000911M
Швейцарский мини токарный станок по металлу укомплектован коллекторным электродвигателем мощностью 600 Вт, который вращает шпиндель со скоростью до 2500 об/мин. Параметры вращения плавно регулируются в двух диапазонах. На лицевой панели расположены кнопки управления и метрические таблицы для настройки на резьбу. Скорость вращения выводится на дисплей, позволяет точно контролировать базовые параметры. В стандартной комплектации установлен трехкулачковый патрон с диаметром 100 мм.

Модель имеет две продольные подачи, работающие в автоматическом режиме. В резцедержатель можно установить до 4 резцов. Вращение этого узла производится точно перпендикулярно оси вращения. Все шестерни гитары изготовлены из закаленного металла, имеют продолжительный срок службы и высокую устойчивость к истиранию.
Достоинства:
- Все органы управления расположены удобно в одном месте;
- Заготовка позиционируется с высокой точностью;
- Массивная задняя бабка;
- Рабочая зона имеет длину 400 мм;
- Надежный защитный экран;
- Прямой привод шпинделя.
Недостатки:
Небольшой вес.
Для исправления недостатка необходимо внимательно отнестись к рекомендациям производителя по монтажу. Токарно-винторезный станок через поддон для сбора стружки прикручивается к верстаку. Это заметно снижает вибрацию и позволяет выполнять обработку металла с высокой точностью.
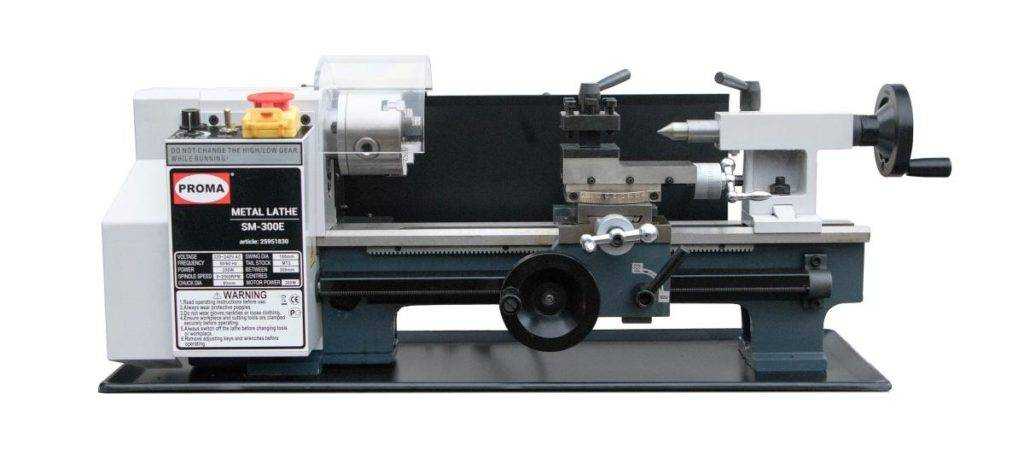
Proma SM-300E 25951830
Легкий настольный токарный станок известного чешского бренда предназначен для обработки цилиндрических и конических поверхностей. Коллекторный двигатель разгоняет шпиндель до 2500 об/мин. Скорость плавно регулируется в широком диапазоне. Легко справляется с нарезкой резьбы на металле и пластике. Заготовка позиционируется с высокой точностью, это способствуют направляющие с идеальной геометрией. При небольших размерах длина рабочей зоны составляет 250 мм.
Пользователи отмечают плавный ход задней бабки и суппорта, отсутствие люфтов. По этим показателям станок не отличается от профессионального оборудования. Модель предназначена для подключения бытовой электросети, а экономичный двигатель потребляет в среднем не более 300 Вт энергии. Качественно обрабатывает любой металл.
Достоинства:
- Ровная станина;
- Две скорости;
- Информативное управление;
- Защитный кожух;
- Удобная регулировка для дюймовой резьбы.
Недостатки:
Небольшой вес.
Ferrox ML 110×125 Vs 44924
Мини станок по металлу весит всего 13 кг. Производитель установил компактный коллекторный электродвигатель мощностью 250 Вт. Мотор легко разгонят шпиндель до скорости в 3600 об/мин, что является высокими показателями для своего класса. Предназначен для обработки цилиндрических заготовок, можно выполнять шлифование и сверление.
Скорость шпинделя варьируется в широком диапазоне, для регулировки на панели управления предусмотрены удобные рычаги. Обороты увеличиваются плавно, что гарантирует высокое качество обработки. Способствует этому и хорошо отшлифованные направляющие суппорта. При небольших размерах устройства, на нем обрабатываются детали, длиной до 125 мм.

Достоинства:
- Экономичность;
- Занимает мало места в мастерской;
- Не нуждается в сложном техническом обслуживании;
- Прочный корпус;
- Станина изготовлена из чугуна.
Недостатки:
Нет метрической и дюймовой резьбы.
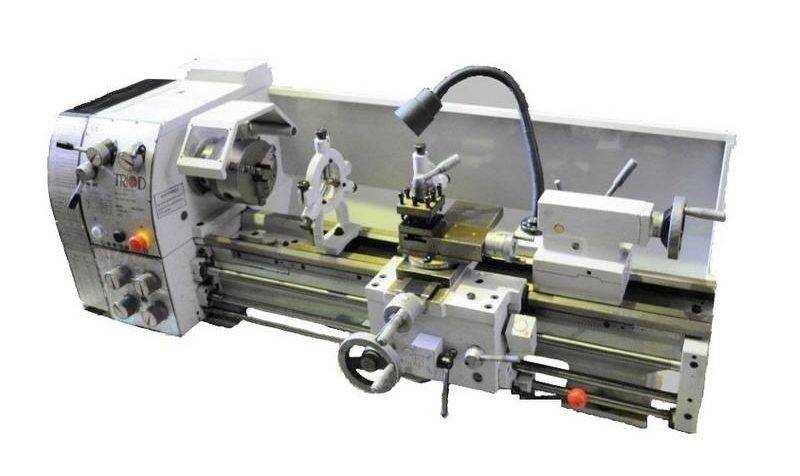
Triod Lamt-500P/400 113016
Шесть скоростей и расстояние между центрами в 550 мм делает этот токарный станок для дома универсальным. Двигатель мощностью 370 Вт разгоняет шпиндель в диапазоне от 170 до 1950 об/мин, позволяя использовать твердосплавные резцы. Удобно расположенные рычаги управления скоростями помогают выбрать оптимальный режим быстро и с высокой точностью. Пиноль задней бабки выдвигается и позволяет надежно зафиксировать заготовку. Подача суппорта вперед и вбок расширяет возможности, позволяет выполнять мастеру фигурную проточку.
Резцедержатель четырехсторонний, в нем устанавливается 4 режущих инструмента, что помогает увеличить производительность. Защитный экран прочный, устойчивый к динамическим нагрузкам и не мешает обзору. При желании можно изменить величину подачи, установив другие шестерни гитары, которые идут в комплекте.
Достоинства:
- Точность при обработке;
- Хорошая комплектация;
- Устойчивость;
- Метрическая и динамическая резьба.
Недостатки:
- Высокая цена;
- Требуется подключение к трехфазной электросети.
Лучшие плоскошлифовальные машины
Любительское оборудование
Обработка деталей на ТВС под любительские потребности невозможна, когда в вашем распоряжении 1-2 резца. Творческая работа непредсказуемо затянется, если придётся самостоятельно подыскивать ремни, шестерни или валы. Ремонтопригодность и комплектация – основные моменты, заслуживающие внимания пользователя токарного оборудования начального уровня.
1. Калибр СТМН-550/350 – от 41 000 руб.
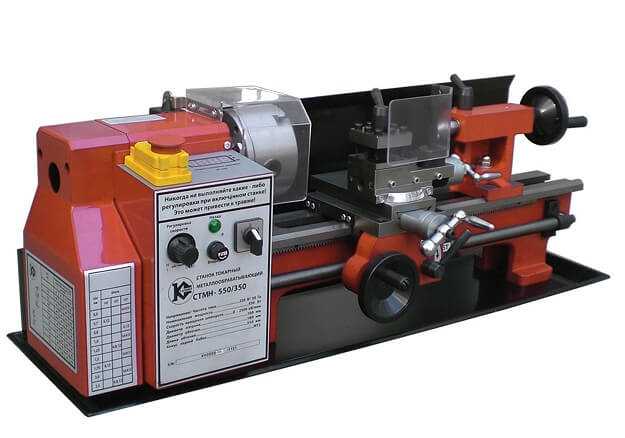 Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.
Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 350 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 0 — 2500 |
| Вес, кг | 40 |
| Особенности базовой комплектации |
|
| Родина бренда/страна производитель | Россия/ Китай |
На следующем видео автор рассказывает о впечатлениях работы на этом станке. Так же поделился о своих небольших доработках, которые сделал за время владения агрегатом:
2. Кратон MML-01 – от 52 169 руб.
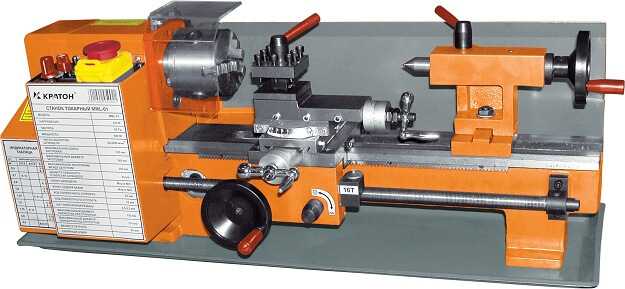
Очередная вариация увлекательного конструктора на тему ТВС российско-китайского производства. Станок получил известность за счёт коллекции резцов, набора шестерёнок для настройки автоподачи суппорта и ремонтопригодности. По мере сборки оборудования необходимо удалять с деталей консервирующий состав. Соблюдайте рекомендованную периодичность нанесения смазки и периодически проверяйте положение деталей привода. До первого запуска под нагрузкой имеет смысл разобрать корпус передней бабки и надёжно затянуть винт крепления вилки, меняющей положение шестерёнок первичного вала. Эта простая операция убережёт вас от серьёзных последствий, вызванных попаданием выкрутившейся мелочёвки в жерла работающего механизма. Косяк этого ТВС — пластиковые шестерни, которые ломаются при неаккуратной эксплуатации. Проблема решается заменой на чугунные.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 300 |
| Диаметр сквозного отверстия шпинделя, мм | 16 |
| Частота оборотов, об/мин | 50 — 2500 |
| Вес, кг | 38 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Привожу видео — отзыв владельца этого аппарата после месяца эксплуатации. Автор поделился полезными мелкими доработками:
3. Корвет 402 – от 77 529 руб.
 Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.
Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 220 |
| Расстояние между центрами, мм | 500 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 100, 250, 350, 500, 900, 1800 |
| Вес, кг | 105 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Вот обзор этого станка. Приводятся ТТХ агрегата, продемонстрирован его функционал:
https://youtube.com/watch?v=7Ltp3drNlyg
Модернизация станка ФТ-11 в СПб

Станок ФТ-11, сконструированный на базе универсального токарно-винторезного станка 16Б25ПСп, отличается повышенной точностью и предназначен для выполнения чистовых и получистовых токарных работ.
Особенностями данного станка являются:
- возможность обработки заготовок на высокоскоростных режимах;
- возможность производить нарезание различных типов стандартных и нестандартных резьб;
- наличие режима ускоренного обратного хода шпинделя;
- возможность обтачивать конические заготовки без применения конусной линейки;
- наличие автоматической коробки скоростей, обеспечивающей постоянную мощность при изменении скорости вращения шпинделя на холостом ходу и под нагрузкой;
- возможность переключения скорости вращения, реверсирования и торможения шпинделя без отключения главного привода (уменьшает непроизводственные потери времени).
Модернизация схемы управления автоматической коробкой скоростей станка ФТ-11
Как было отмечено выше, одним из преимуществ конструкции станка ФТ-11 является наличие автоматической коробки скоростей, обеспечивающей комфортную работу оператора. Переключение скоростей осуществляется с помощью семи электромагнитных муфт. При этом электроника, управляющая всеми коммутациями, собрана на отдельных компонентах, имеющих невысокую надёжность, которые со временем выходят из строя и начинают сбоить.
Следует отметить, что алгоритм управления электромагнитными муфтами достаточно сложен, поэтому при использовании «простых» схем управления невозможно воспроизвести заводской алгоритм переключения муфт в автоматической коробке скоростей. Несоблюдение правил коммутации может привести к встречному включению отдельных муфт и поломке коробки скоростей.
В связи с этим одним из направлений модернизации станка ФТ-11 является замена старой релейной автоматики на современную и надёжную систему управления на базе программируемого микроконтроллера, которая позволит задать необходимый алгоритм работы системы управления
Важно, чтобы новая схема управления повторяла временные задержки, которые присутствовали в заводском алгоритме переключений
Модернизация станка ФТ-11 на основе частотного преобразователя
При значительном износе автоматической коробки скоростей (либо её отсутствии на разукомплектованном станке) оптимальным вариантом восстановления работоспособности станка ФТ-11может стать использование программируемого частотного преобразователя для управления скоростью вращения шпинделя.
Важной инженерной задачей, которую приходится решать специалистам, занимающимся установкой частотного преобразователя, является правильный подбор передаточного числа между оборотами двигателя и оборотами шпинделя. Нужно также отметить, что для торможения электродвигателя обязательна установка дополнительного «тормозного» резистора
При этом необходимо подобрать переменный резистор, имеющий достаточный запас по сопротивлению и по мощности рассеивания тепла.
Специалисты компании «ИМПУЛЬС» проведут все необходимые инженерные расчёты, подбор компонентов схемы управления и произведут программирование частотного преобразователя с учётом марки установленного электродвигателя и планируемых режимов эксплуатации станка.
Модернизация станка ФТ-11: сравнение основных подходов
При использовании автоматической коробки скоростей с модернизированной схемой управления на базе микроконтроллера станок сохраняет все свои изначальные технические характеристики. При этом коробка скоростей позволяет сохранить крутящий момент на всех скоростях вращения шпинделя и всех режимах резания.
В то же время использование частотного преобразователя в режимах высокой нагрузки и малых оборотов двигателя повышает эффект «проскальзывания» ротора, что приводит к повышенному нагреву двигателя и уменьшению КПД его работы.
В связи с этим в паре с частотным преобразователем желательно использовать двигатели, имеющие специальную конструкцию, и разработанные именно под частотное управление.
В свою очередь использование частотного привода существенно упрощает кинематическую схему станка и систему смазки его узлов (уменьшает объём маслобака, мощность насоса и количество необходимого масла).
Инженеры компании «ИМПУЛЬС» проанализируют все возможные способы модернизации станка ФТ-11 и предложат оптимальный вариант обновления и усовершенствования вашего оборудования. Компания гарантирует, что все работы будут выполнены качественно и в срок.
Назначение, функциональные возможности
ИТ-1М производился на Ивановском станкостроительном заводе в период с 1970 по 1995 год. Это широко распространенное во времена СССР оборудование, которое можно встретить на производстве и сегодня. Данный агрегат способен выполнять следующие технологические операции:
- обточка;
- расточка;
- сверление;
- торцевание;
- нарезание резьбы (питчевой, модульной, метрической дюймовой).
Станок способен выполнять токарные и винторезные работы в трех положениях — на патроне, в центра и на планшайбе. Он применяется для фрезерной обработки пазов, наружного и внутреннего шлифования, расточки корпусных конструкций. Формообразующих движений у станка два: первое — вращательное движение детали, второе — поступательное перемещение рабочего инструмента.
Общий вид ИТ-1М
Среди характерных особенностей модели ИТ-1М выделим:
- плоскую форму направляющих, выполненных из закаленной стали с отшлифованной поверхностью, что обеспечивает жесткость конструкции и минимальное трение при перемещении рабочих узлов;
- коробчатая форма станины с внутренними поперечными ребрами жесткости;
- наличие 12 режимом частоты вращения шпинделя, который размещен внутри передней бабки, что исключает возможность механических повреждений узла;
- регулируемые опоры — передняя установлена на двурядных роликовых подшипниках, задняя — на радиальных;
- наличие системы автоматической подачи охлаждающей жидкости и вспомогательного привода для плунжерного насоса;
- возможность регулировки поперечного положения задней бабки, что позволяет обтачивать конструкции с низким показателем конусности;
- станина оснащена посадочным гнездом под установку поддерживающего мостка, при комплектации станка которым можно обрабатывать детали диаметром вплоть до 550 мм.
ИТ-1М является облегченной моделью токарного оборудования, ориентированной на использование в передвижных мастерских. Вес данного агрегата составляет всего 1140 кг, он способен работать от генератора, подключенного к автомобильному двигателю. к меню
к меню
Особенности конструкции
Токарно-винторезный станок ИТ-1М состоит из следующих конструктивных узлов:
- Опорные тумбы.
- Коробка подач.
- Передняя бабка.
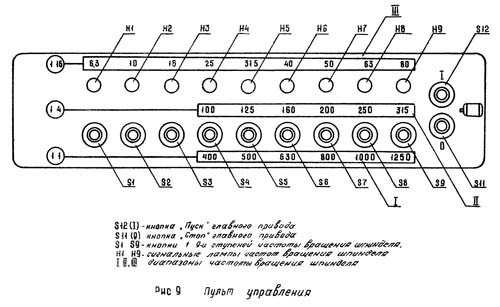
- Пульт управления электрооборудованием.
- Ограничитель патрона.
- Суппорт.
- Задняя бабка.
- Фартук.
- Несущая станина.
- Редуктор.
- Система подачи СОЖ.
- Шкаф с электрической оснасткой.
Схема станка ИТ-1М
Размеры агрегата составляют 216*150*96 см. Станок оснащен двумя независимыми электродвигателями: X14-22М — привод плунжерного насоса подачи СОЖ (мощность 120 Вт) и основной движок — 4АМ100S4, мощностью в 3000 Вт, выдающий до 1410 оборотов шпинделя в минуту.
Оба двигателя и вся электрическая оснастка способна работать от сетей 220 и 380В. Выбор рабочего напряжения выполняется посредством пакетно-кулачкового переключателя, смонтированного в пульте управления (№4). В пульте также расположены переключатели освещения рабочей зоны, насоса подачи СОЖ и включатель главного привода. Система охлаждения станка представлена патрубками подачи и плунжерным насосом, расположенным внутри резервуара с охладительной жидкостью. Сам резервуар находится в правой опорной тумбе.
Задняя бабка в ИТ-1М установлена на направляющие, по которым перемещается конструкция. После установки в нужное положения бабка фиксируется опорной гайкой. За перемещение пиноли отвечает маховик, на нем предусмотрена миллиметровая шкала для контроля уровня выдвижения пиноли.
data-ad-client=»ca-pub-8514915293567855″ data-ad-slot=»5929285318″>
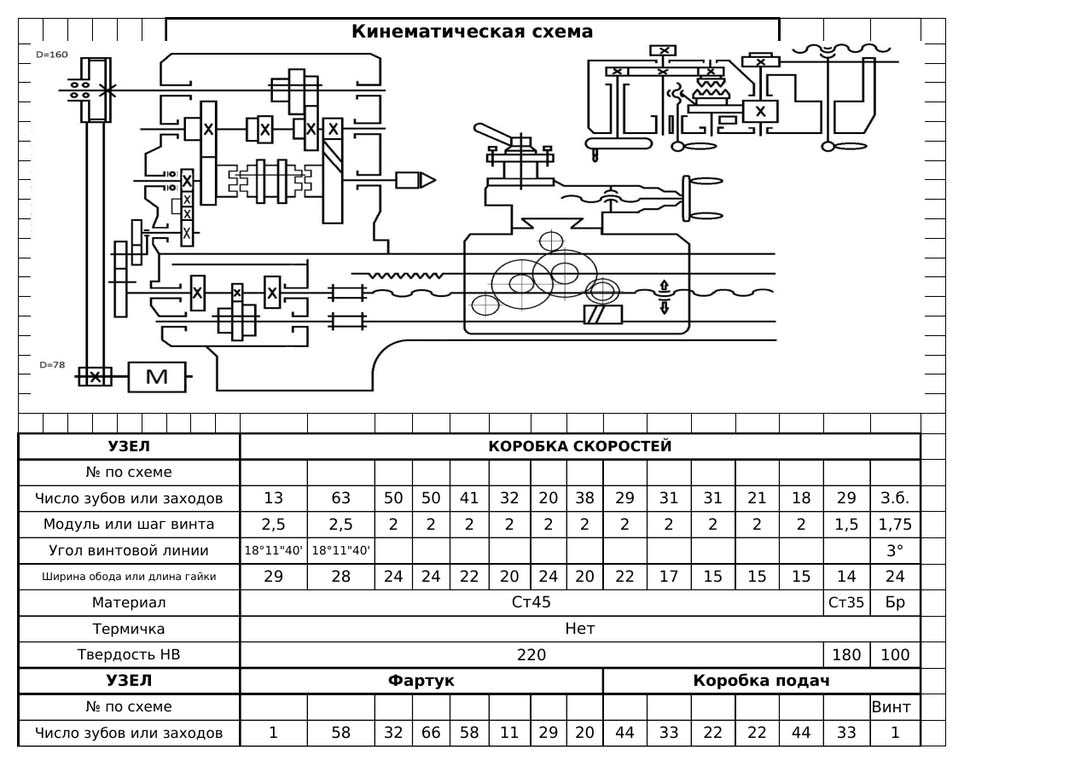
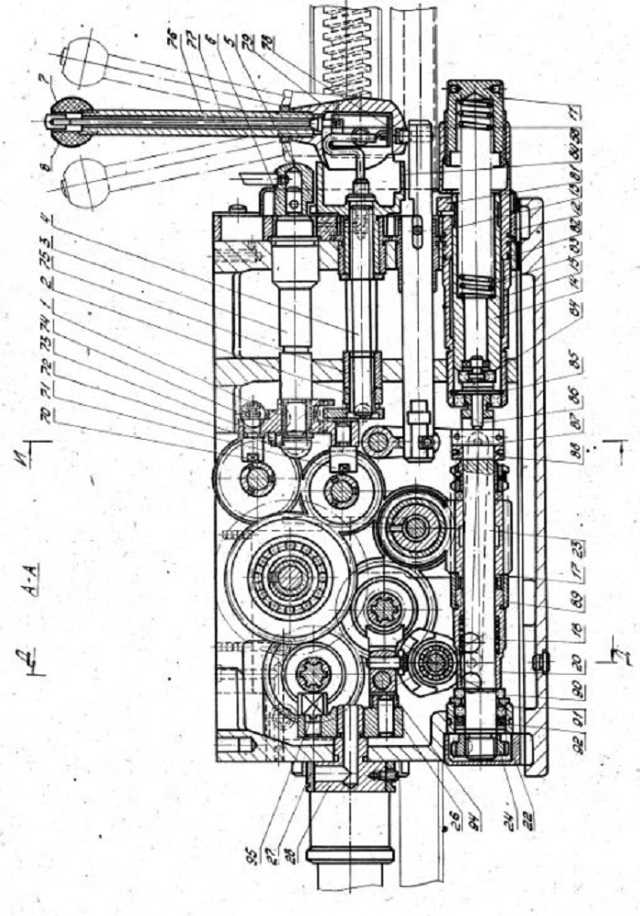
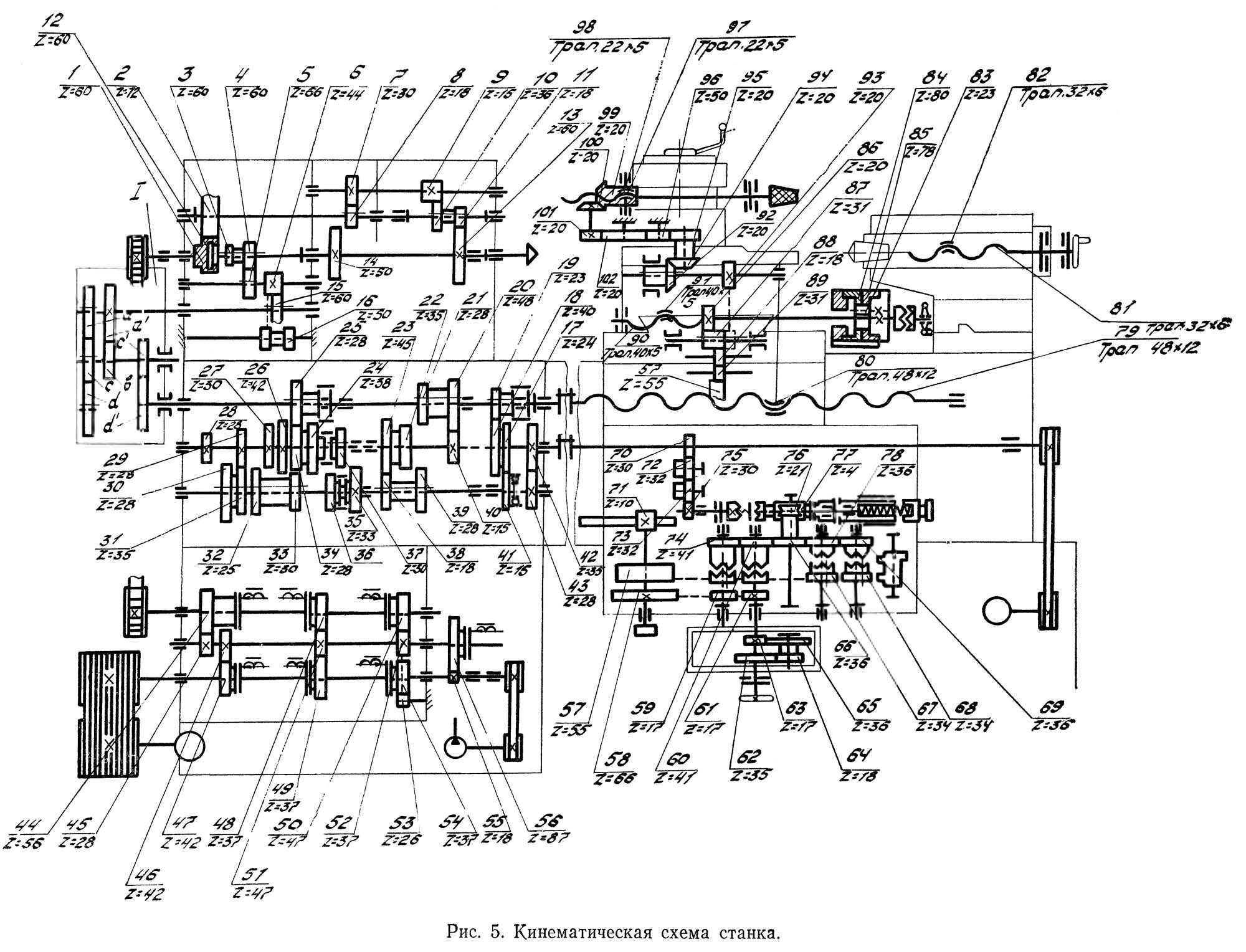
Кинематическая схема станка
Суппорт в данном механизме состоит из следующей частей:
- салазки (продольные и поперечные);
- каретка;
- резцедержатель поворотного типа.
Рабочее движение передается по цепи двигатель — коробка подач- ходовой вал — суппорт, при этом рукоять управляющего винта блокируется муфтой сразу после активации ходового вала, что не позволяет валу и винту находиться в активном состоянии одновременно. Это гарантирует безопасность оператора. к меню
Конструкция станка ФТ-11
В основе предусмотрены следующие составляющие элементы, обеспечивающие повышенную точность работ.
Станина станка
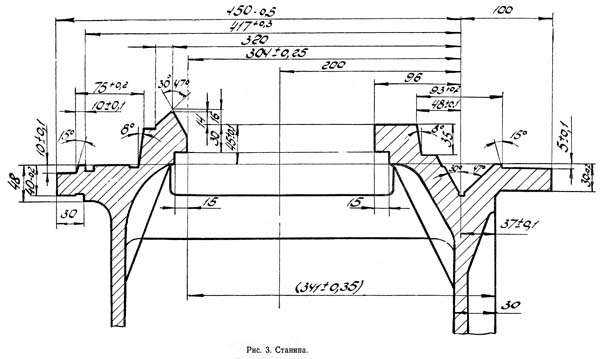
Имеет прочную основу, благодаря диагональным ребрам, включает также по паре направляющих (плоские, призматические). Первые тщательно отшлифованы и термически обработаны, что позволяет каретке агрегата идеально двигаться по ним. Наличие щитков телескопического вида оберегают от неблагоприятных факторов внешнего воздействия. Средние направляющие обеспечивают свободный ход задней бабки. Между тумбами СС расположена емкость под производственные отходы.
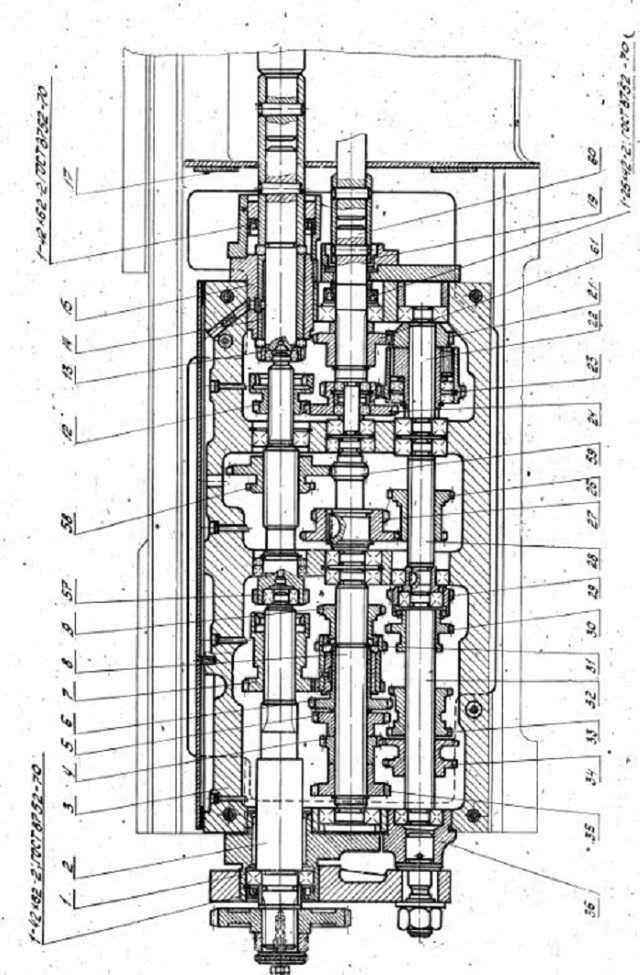
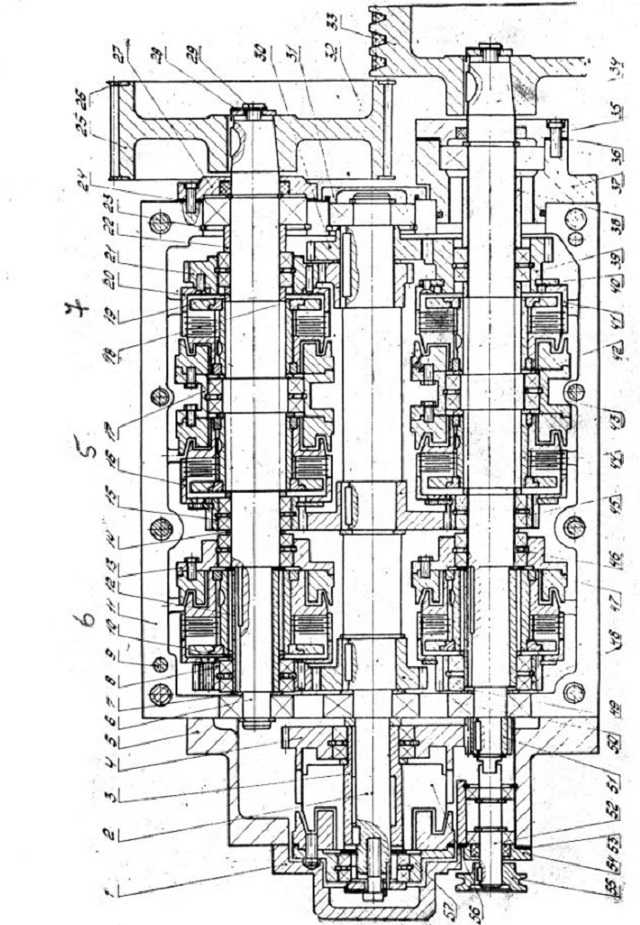
Коробка скоростей станка
Фиксируется на плите левой тумбы. Наделена девятью прямыми и тремя обратными ступенями чисел оборотов. Скорости переключаются электромагнитными муфтами. С электрического двигателя на входной вал КС движение осуществляется клиноременной передачей, а плоскозубчатым ремнем с выходного на шпиндельную бабку.
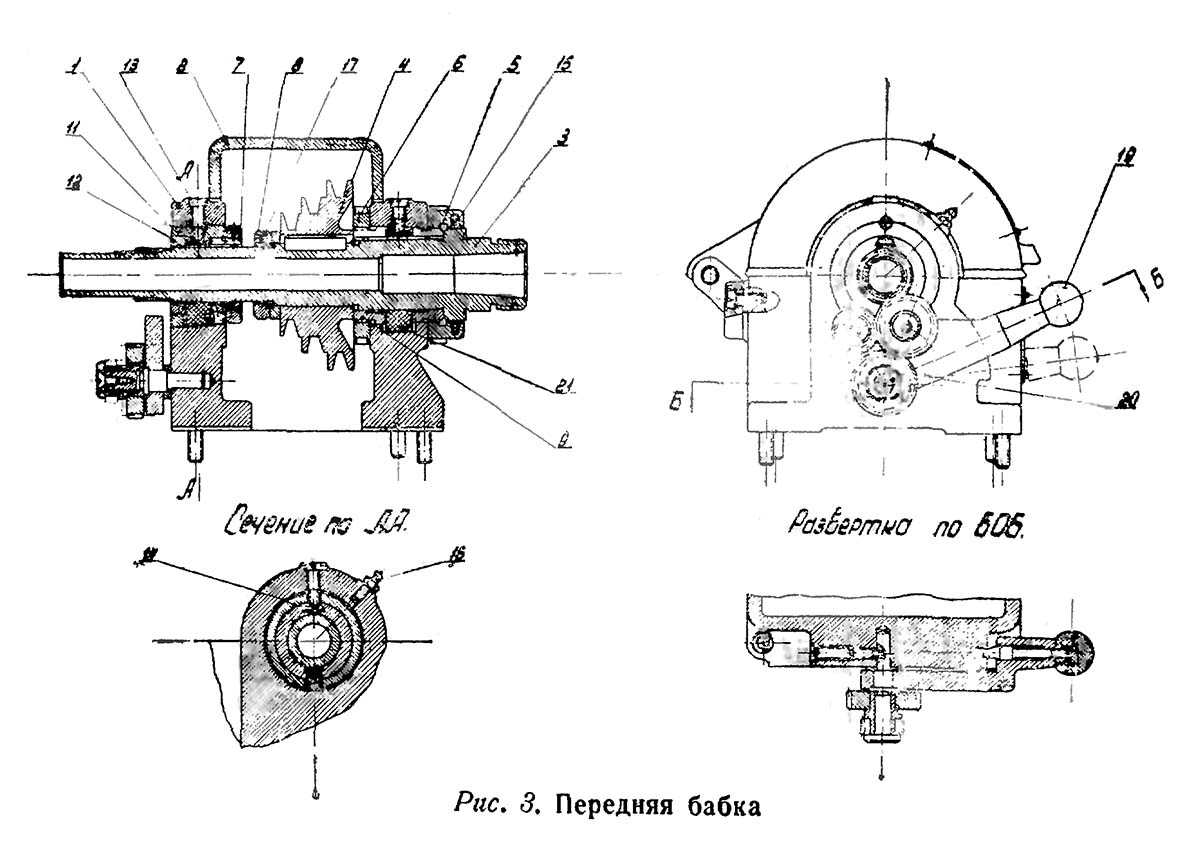
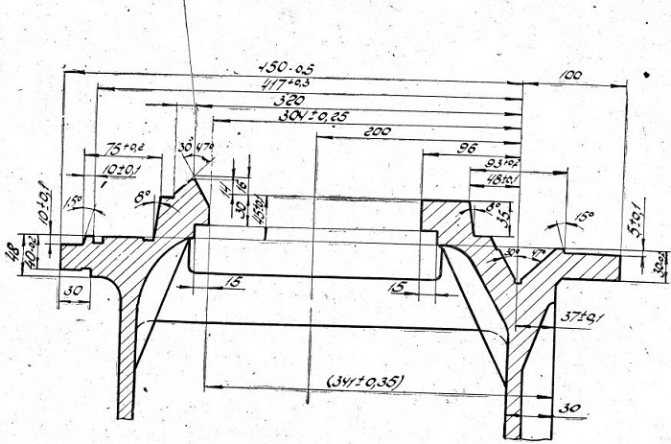
Шпиндельная бабка
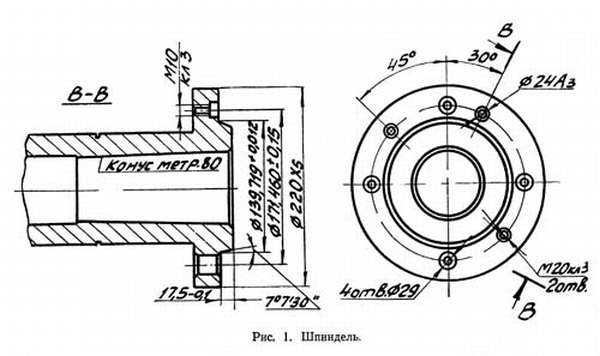
Способствует смене балансов входного-выходного количества оборотов узла. Коробка-автомат скоростей с помощью соответствующей передачи вращает шпиндель. Устанавливается на роликовых и радиально-упорных подшипниках. Набор шестерней узла способствуют переключению диапазонов скоростей.
Задняя бабка
Закрепляет эксцентриковый зажим посредством рукоятки во время легких и винтов – сложных операций. Регулировка степени прижима – гаечная.
Облегчить передвижение, предотвратить преждевременный выход из строя направляющих помогает пневматическое оборудование. Принцип действия основывается на подаче воздуха сквозь фильтрационное устройство, с образованием воздушной подушки между направляющими СС и сподком ЗБ.
Оператор каждый день до начала работ поворотом специального воротка внизу, спускает влагу, накопившуюся в фильтре. Не реже раза в квартал убирает фильтрационное устройство, тщательно обрабатывает.
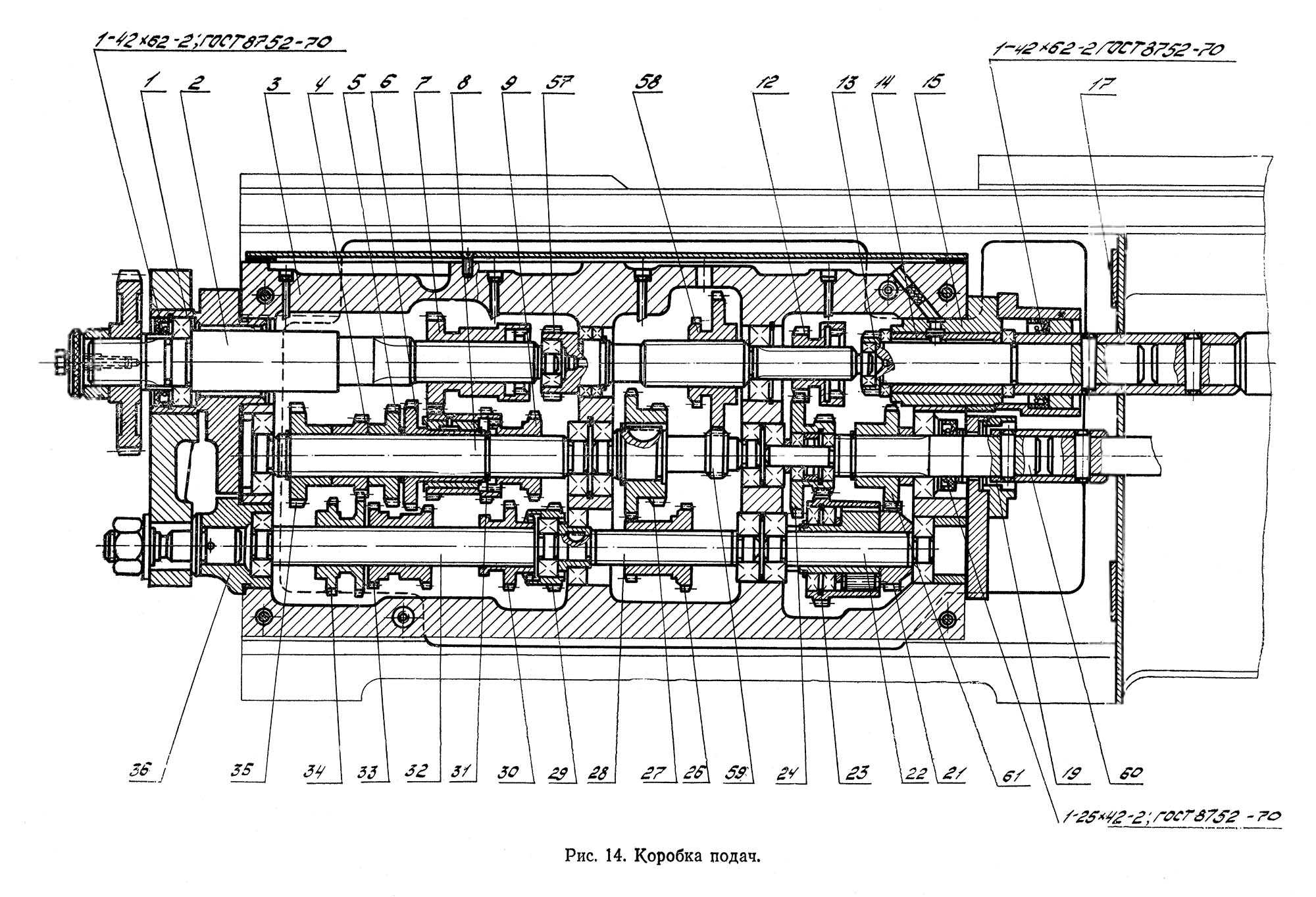
Коробка подач
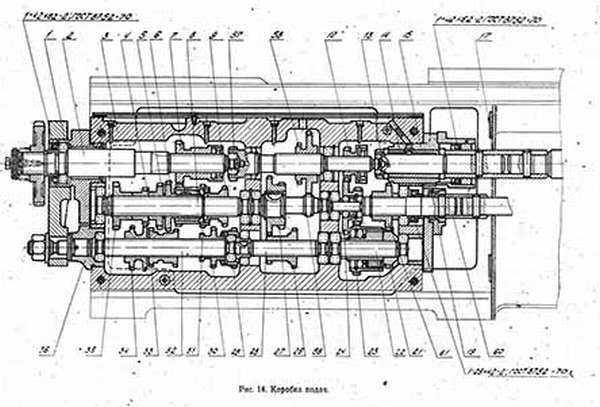
Помогает настраивать шаги нарезки резьбы – на него поступают сведения о функциональности суппорта, иных рабочих частей агрегата. Шпиндельная бабка имеет на лицевой стенке расписание всевозможных габаритов подач, а также резьбовые шаги стандартной точности, которые помогают быстро выбрать нужные параметры. Гитарный кожух имеет информацию по настройкам для производства резьбы более высокой точности. Следует отметить, что создаются высокоточные резьбы напрямую, то есть, без использования коробки подач, а посредством регулировок гитары при урезании кинематической цепи.
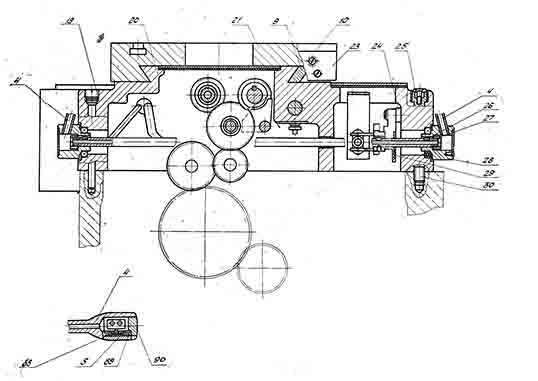
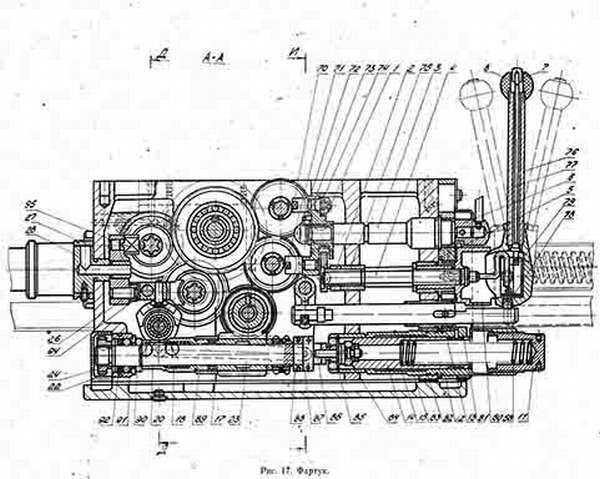
Фартук
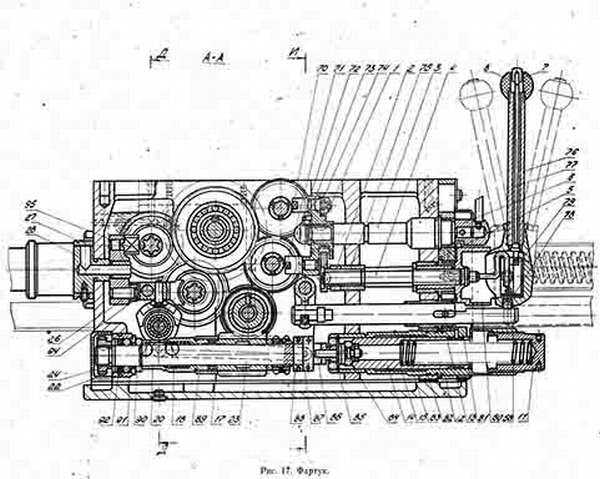
Благодаря механизмам этого узла, обеспечивается четырехрежимное направление (обычное, ускоренное) подач каретки, суппорта. Комплект муфт обеспечивает продольные, поперечные подачи. Есть блокирующее устройство в рукоятке включения подачи, предотвращающее включение поперечной, когда отключена продольная.
Отдельно обозначенные винты на стене фартучного остова помогает оператору регулировать маточные гайки, когда предел осевой нагрузки становится выше предельно возможного уровня, активируется предохранительная муфта. У оператора есть возможность также самостоятельно контролировать данный параметр.
Фартучная механика способна обеспечить обрабатывание заготовок по жесткому упору, устанавливаемая на СС.

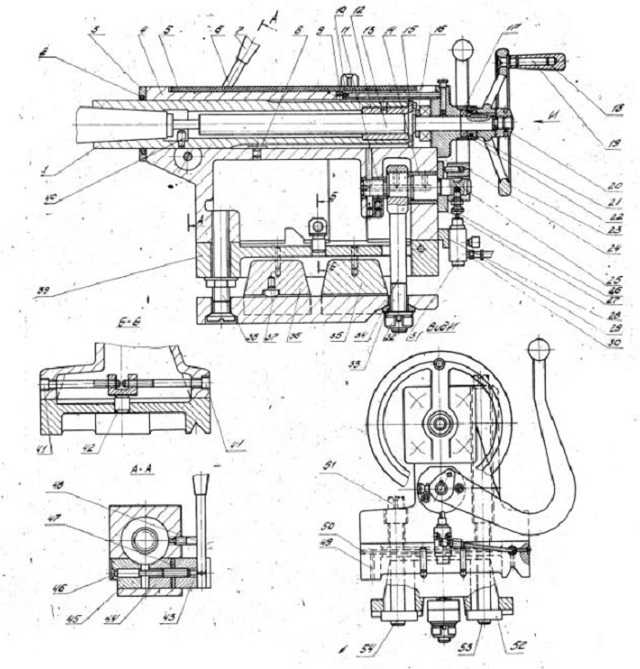
Каретка, верхний суппорт
Особенностью является то, что поперечная подача обеспечивается верхним суппортом и кареточным механизмом, а для осуществления механической – нужно выдвинуть обозначенную кнопку и зафиксировать винт в нерабочей точке. Обрабатывать коническую поверхность можно, установив верхнюю часть узла на определенный угол, зафиксировав винтами. Безопасность работ обеспечивается следующим образом.
Каретка имеет рукоятки, посредством которых можно включать и реверсировать шпиндельное вращение. Оно произойдет тогда, когда оператор совместно переместит рукоятки, нажмет кнопку, блокирующую самопроизвольную шпиндельную активацию.
Лимб дифференциации поперечной подачи прямо отсчитывает суппортные передвижения относительно осевой центров агрегата.
Зазор винтовой пары подачи регулируется посредством поворота червяка, с последующим закреплением парой винтов. Зазоры «ласточкиного хвоста» регулируются передвижением клиньев, относительно направляющих, винтами, расположенными с клиновых торцов.
На заметку. Нельзя перемещать суппорт до крайней линии при механической подаче!
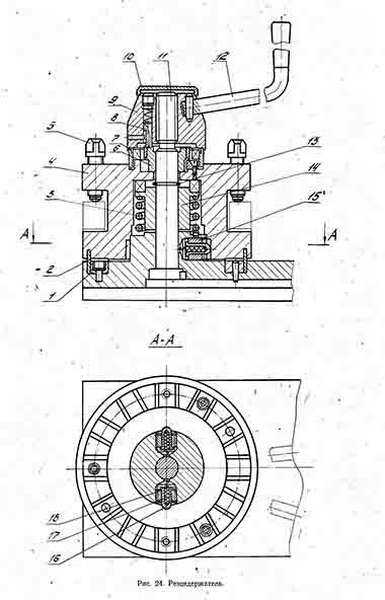
Резцедержатель
Корпус узла закрепляется на зубьях плоского кольца верхнего суппорта. Операции по разжиму, закреплению, повороте резцедержателя производятся рукояткой. Для выбора вначале поворачивают налево, затем в обратную сторону.