Типы режущего инструмента для токарного станка
Режущий инструмент разных видов имеет свои технические характеристики и параметры. Это обусловлено тем, что различные типы металлообрабатывающего инструмента предназначены для резки разных форм, в разных условиях, с разной интенсивностью. Если это единичное или массовое производство тоже могут подбираться оптимальные типы инструмента.
Классификация режущего инструмента регламентируется ГОСТами, нормативными и отраслевыми стандартами, включает группировку инструмента:
- по типу обработки поверхности: первичная черновая, получистовая и чистовая обработка поверхностей на станках;
- по тому, как направлено движение подачи: слева, справа;
- по конструкции токарного резца: с заменяемой твердосплавной пластиной, механически закрепленной на рабочей головке путем припаивания или сварки; не составные цельные режущие, имеющие кромку из быстрорежущего материала;
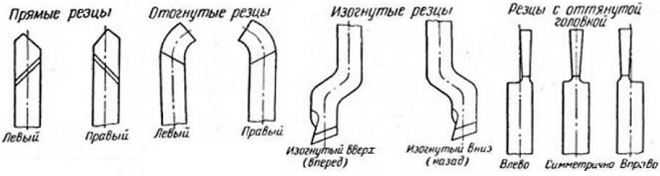
- по форме резца: прямые, отогнутые, изогнутой формы и пр.
В зависимости от предстоящей работы мастер подбирает оптимальный вид режущего инструмента, учитывая следующие параметры: объем работы, необходимые процедуры, глубину обработки детали, угол, под которым придется работать и прочие параметры. При создании деталей в массовом порядке режущий инструмент может проектироваться для каждой конкретной детали.
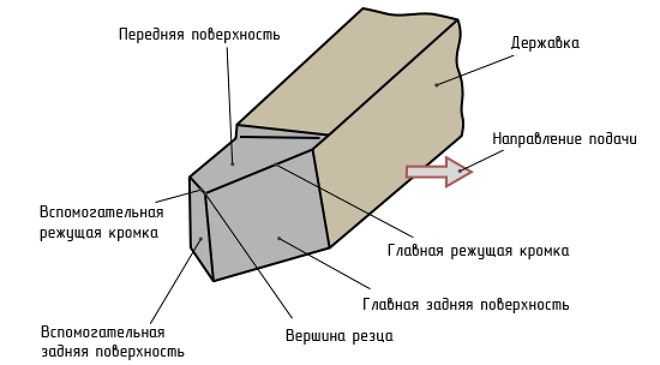
Как выглядит токарный резец
Любой режущий инструмент для токарных станков по металлу, независимо от его назначения, имеет две составные части: державки для фиксации резца в резцезажимном агрегате на станке и рабочая часть инструмента – головка, при помощи которой осуществляется резка. Рабочая головка резца имеет несколько граней-поверхностей и несколько режущих кромок. Державка может иметь поперечное сечение в форме квадрата или прямоугольника.
По форме выделяются следующие разновидности режущего инструмента:
- Прямые режущие инструменты, у которых тело инструмента и его рабочая часть как бы находятся соосно, либо на параллельных друг другу осях.
- Резец с изогнутой осевой линией. Металлообрабатывающий инструмент может быть изогнут вниз или вверх. Примерный угол загиба и форма инструмента показаны на рисунке ниже.
- Инструмент с отгибом рабочей головки или отогнутый резец. Осевые линии режущей части и тела инструмента при этом могут совпадать, а все тело режущего инструмента изгибается влево или вправо.
- Режущий инструмент «оттянутого» типа. Такой резец отличается тем, что ширина режущего края меньше ширины тела инструмента, режущая головка получается будто оттянута от державки. Осевые левые линии режущего края и тела инструмента при этом могут совпадать, либо может быть смещение оси головки относительно оси державки влево или вправо, как это обозначено на рисунке.
Крепление заготовок на токарном станке и установка резца

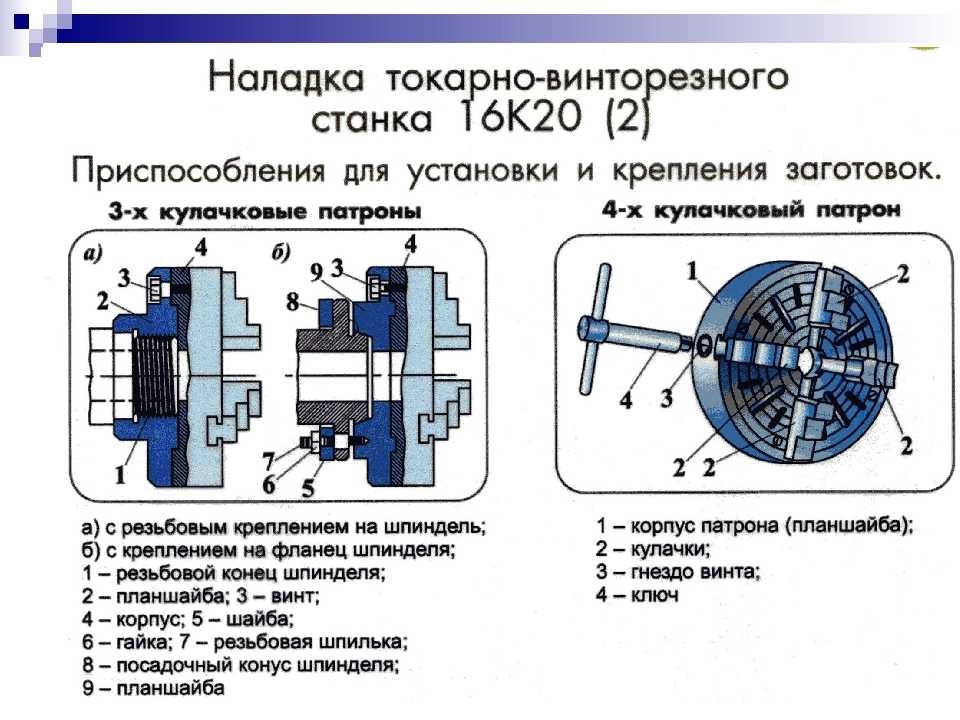
Крепление заготовок на токарном станке происходит в зависимости от формы заготовки и ее длины, поэтому она может быть закреплена на токарном станке в патроне, в центрах, на планшайбе или на оправке. Наиболее распространен способ крепления заготовок на токарно винторезных станках, либо только в патроне (рис. 1, α), если длина заготовки невелика, либо с поддержкой ее задним центром (рис. 1, б), когда длина ее значительна по сравнению с диаметром. Различают патроны самоцентрирующие, чаще всего — трехкулачковые, кулачки которых, зажимающие заготовку, одновременно сходятся к центру; не самоцентрирующие (обычно — четырехкулачковые) с независимым перемещением кулачков, используемые в особенности при обработке несимметричных заготовок.
Рис. 1. Способы закрепления обрабатываемых заготовок на токарно винторезных станках
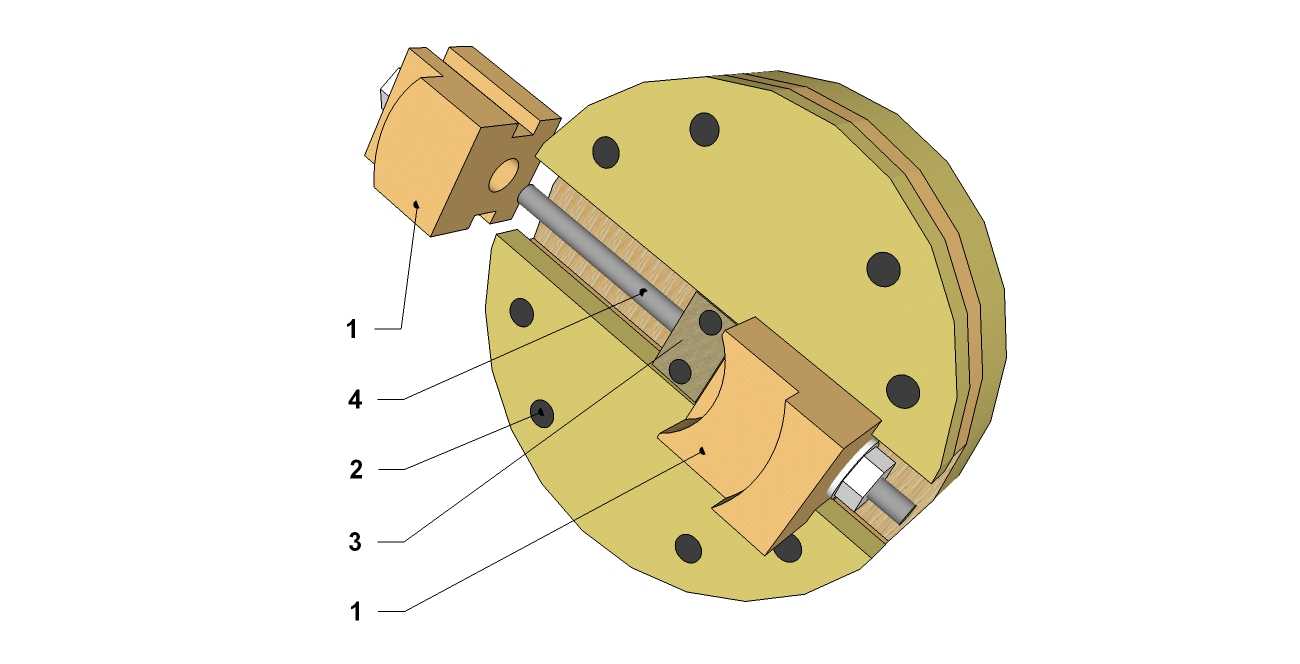
Для крепления заготовок на токарном станке, при использовании самоцентрирующихся трехкулачковых патронов чаще всего применяют спирально-реечные патроны (рис. 2, α) с нарезанной на диске 4 плоской спиралью 2, в зацеплении с которой находятся рейки кулачков 1. Перемещение кулачков и зажим заготовки осуществляются поворотом диска 4 через коническую передачу 3, в шестерне которой имеется четырехгранное отверстие под ключ. Не самоцентрирующий патрон (рис. 2, б) состоит из корпуса 1, в пазах которого можно с помощью винтов 4 независимо перемещать кулачки 2; после зажатия заготовки кулачки крепят к корпусу патрона болтами 3. В станках малых размеров, если заготовкой является пруток, для крепления заготовок на токарном станке применяют цанговые патроны.
Рис. 2. Кулачковые патроны токарных станков.
Центр для токарного станка
Центр для токарного станка (см. рис. 1, в), важный элемент при обработке длинных деталей типа валы, имеющие в торцах центровые отверстия, установленные в конических отверстиях шпинделя и пиноли задней бабки. Форма применяемых упорных центров токарного станка (рис. 3) зависит от вида технологических операций.
Рис. 3. Формы невращающихся упорных центров
При гладком обтачивании для крепления заготовок используют центр для токарного станка типа α; если необходима подрезка торца заготовки, то используют центр типа б — упорный полу центр; при обтачивании длинных конусов — центр со сферическим концом типа в. Для повышения износостойкости концы упорных центров могут быть наплавлены твердым сплавом. При высоких числах оборотов заготовки применяют вращающиеся центра (рис. 4).
Основные размеры и обозначения
Размеры трехкулачковых патронов. Нормируется по ГОСТ 2675-47:
- номинальный диаметр: от 80 (мм) до 630 (мм);
- внутренний диаметр: от 16 (мм) до 190 (мм);
- ширина: от 50 (мм) до 125 (мм);
- ширина кулачков: от 12 (мм) до 60 (мм).
Размеры четырехкулачковых патронов:
- диаметр патрона: от 80 (мм) до 1000 (мм);
- наружный диаметр присоединительного конуса: от 82.563 (мм) до 285.775 (мм);
- размер шпинделя станка: от 5 (мм) до 15 (мм);
- диаметр проходного отверстия: от 40 (мм) до 200 (мм).
Обозначения патронов иностранного производства читаются в соответствии с их принятых норм и доступны в печати для расшифровки. Например:
Таблица токарных патронов производства ОАО «БелТАПАЗ»
Патрон токарный 3–200.33.14 П
- — количество кулачков;
- — наружный диаметр патрона, мм;
- — характеристика, определяемая типом, исполнением, наружным диаметром патрона;
- — Модификация;
- — класс точности.
Особенности конструкции
Если посмотреть на токарный резец, то в его конструкции можно выделить две основные части. Это державка и рабочая головка. Назначение державки – это установка и фиксация инструмента в резцедержателе станка. Рабочей головкой производится непосредственное срезание металла.
ГОСТ 18877-2013 предусматривает следующие размеры державок:
- для настольных и учебных станков – 10х16 мм;
- основной размер – 16х25 мм;
- нестандартный размер – 12х20 мм;
- для среднетоннажного оборудования – 20х32 мм;
- для крупногабаритных станков – 25х40 мм.
На станках с ЧПУ на автоматизированных многопозиционных головках используется инструмент с круглой державкой.
Для облегчения снятия лишнего металла рабочую головку затачивают под определенными углами. Углы, формирующие режущую часть резца:
- α — главный задний угол;
- β — угол заострения;
- γ — главный передний угол;
- δ — угол резания;
- φ — главный угол в плане;
- λ — угол наклона режущей кромки;
- ε — угол при вершине.
Четырехкулачковые патроны
Патрон этого типа имеет кулачки, которые перемещаются независимо друг от друга, что обеспечивает ему широкие возможности. С другой стороны, из-за потребности в центрировании заготовки закрепление детали требует большего времени, чем на самоцентрируемых устройствах.
Наиболее простые четырехкулачковые токарные зажимы представляют собой чугунную планшайбу, на которой винтами зажимаются кулачки. Планшайба имеет лучевые пазы, на которых возможно размещение дополнительной оснастки.
Для крупных станков используются массивные патроны с Т-образными пазами. Перемещение кулачков выполняется винтами, ось которых лежит на плоскости планшайбы. В таких патронах часто используются составные кулачки.
Классификация токарных патронов
Цанговые

Цанговый патрон
Этот тип крепежного элемента представляет собой втулку, в которой находится несколько осевых прорезей. В них расположены фиксирующие лепестки, количество которых различно и может составлять от 3-х до 6-ти штук.
Конструктивно токарный патрон этого типа состоит из подающей цанги, в которой находится втулка с разрезами, формирующими лепестки. Для фиксации заготовки устанавливается цельная зажимная цанга с лепестками пружинного типа. Для увеличения показателя сцепления происходит смещение цельной цанги относительно заготовки и лепестков.
Область применения токарных патронов цангового типа для станков:
- заточка сверл и фрез;
- обработка металлических прутков;
- использование для крепления заготовки с обратной поверхностью.
Если конфигурация поверхности заготовки не соответствует размерам цангового патрона – необходимо применять специальные выравнивающие вкладыши.
Рычажные

Рычажный патрон
До недавнего времени были самыми популярными типами креплений в токарных станках. Принцип действия основан на смещении кулачков с зажимами посредством движения двуплечего рычага. Для оптимизации настройки в конструкции есть гидропривод.
Главной характеристикой патронов этого типа является количество фиксирующих кулачок и степень их смещения на рабочем диске. Настройка положения заготовки является сложным процессом. В особенности если необходима нестандартная обработка.
Способы переналадки токарного патрона этого типа:
- одновременное смещение кулачков с помощью ключа. Он устанавливается в прорезь регулирования гидравлического привода;
- регулировка каждого кулачка в отдельности. Эта операция требует много времени и не каждая конструкция токарного патрона рычажного типа имеет такую функцию.
Клиновые

Клиновый патрон
Эта модель токарного патрона представляет собой усовершенствованную конструкцию вышеописанного рычажного механизма. Для обеспечения большей точности для каждого кулачка есть свой пневматический или механический привод.
Подобная конструкция применяется для выполнения точных операций по токарной обработке. Преимуществом ее эксплуатации является возможность смещения центра заготовки относительно оси вращения. Таким образом можно изготавливать детали сложной формы.
К особенностям работы с клиновыми токарными патронами можно отнести следующие факторы:
- сложность настройки;
- высокая точность выставляемых параметров, низкий процент погрешности обработки;
- надежность фиксации за счет равномерного распределения усилия давления на каждом кулачке.
Для токарных станков с блоком ЧПУ важна возможность быстрой перенастройки. Поэтому в подобном оборудовании используются специальные модели зажимных устройств, подключаемые к блоку управления.
Мембранные

Мембранный патрон
Наиболее высокими показателями точности фиксации обладают мембранные модели токарных патронов. Мембраны из упругого материала крепятся к фланцу. После установки заготовки отключается гидропривод и деталь крепится с помощью расширения мембраны.
Для этой модели фиксирующего устройства характерно большое количество кулачков и низкая степень зажима. Поэтому мембранные патроны в основном используются для чистовой обработки, выполняемой на низких скоростях.






В видеоматериале показан пример установки и эксплуатации:
Это интересно: Токарный станок 1К62 — обзор технических параметров
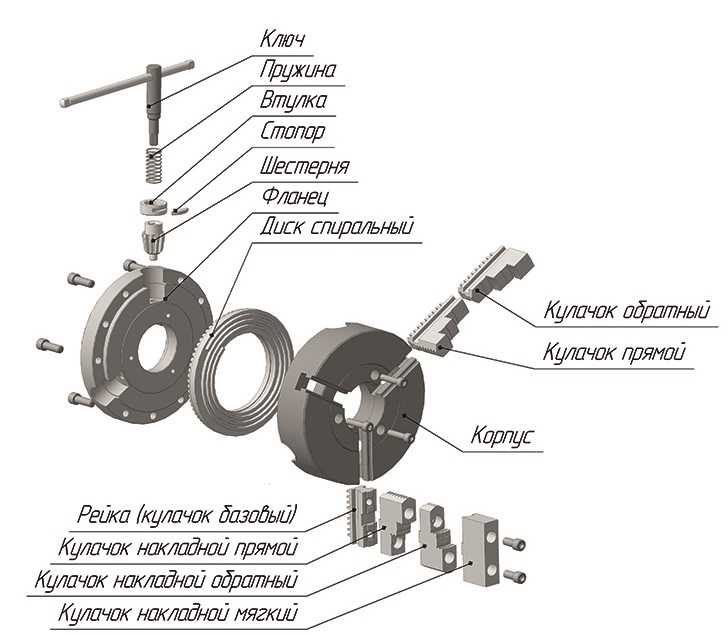
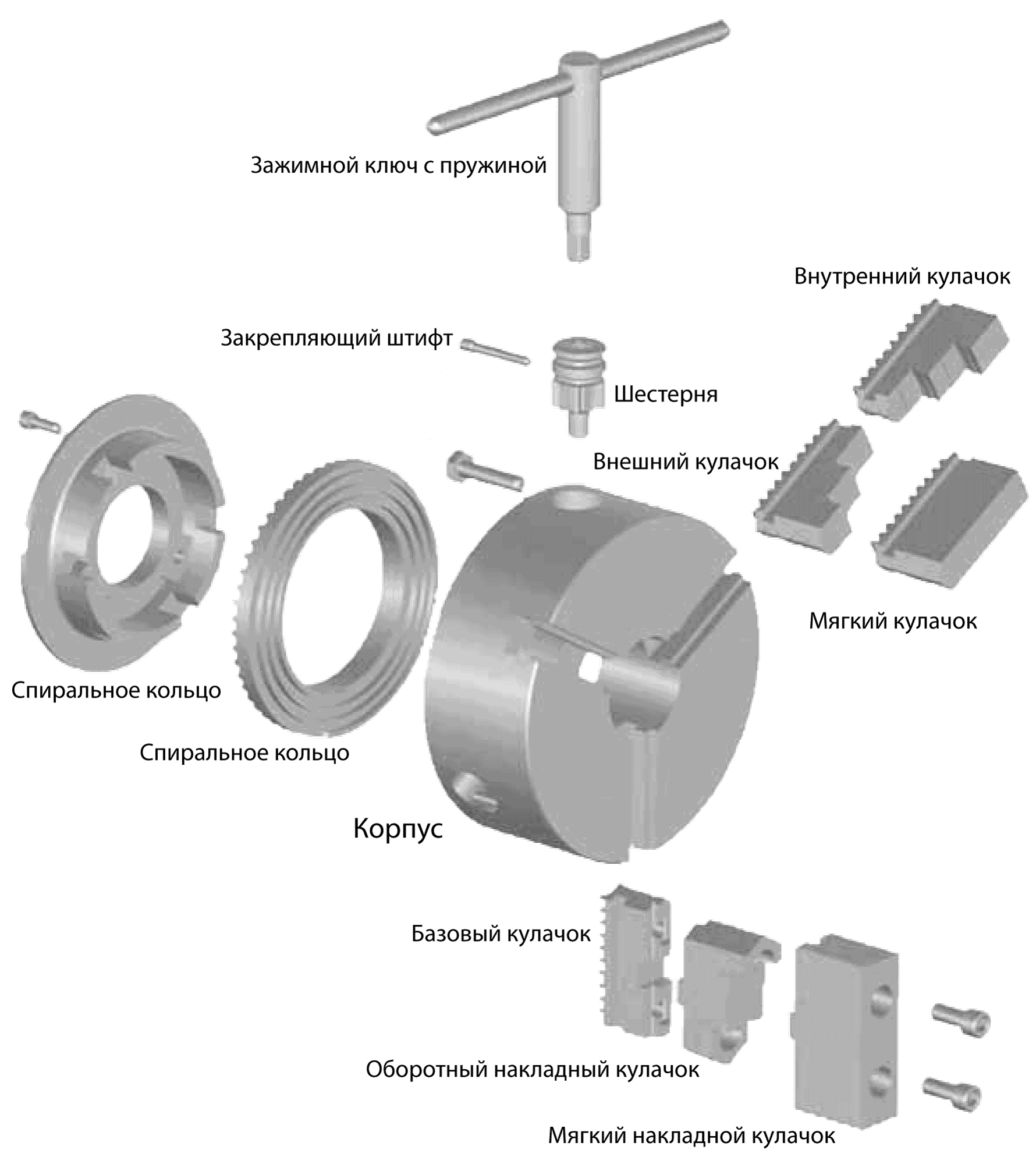
Общая конструкция и устройство токарного патрона для станка по металлу
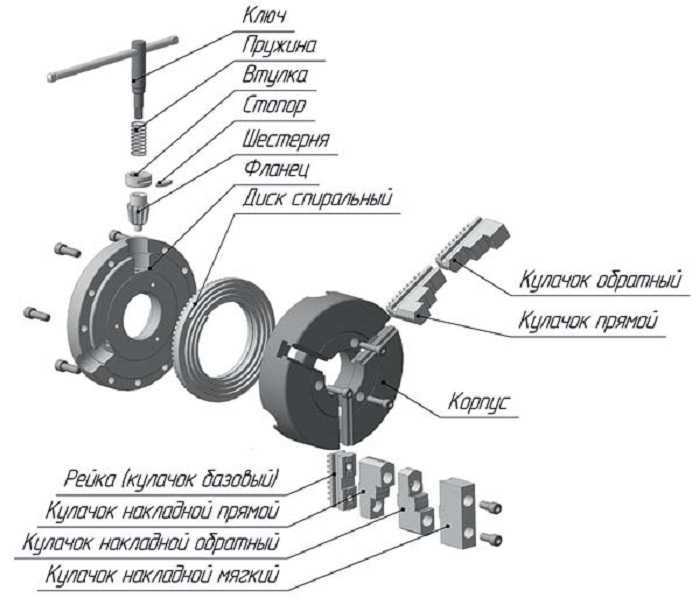
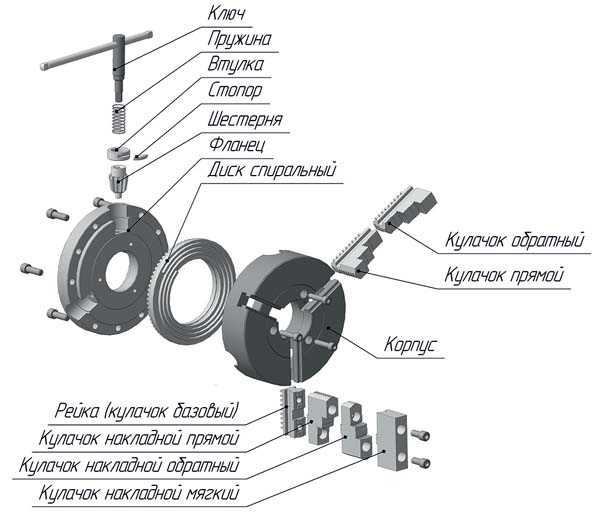
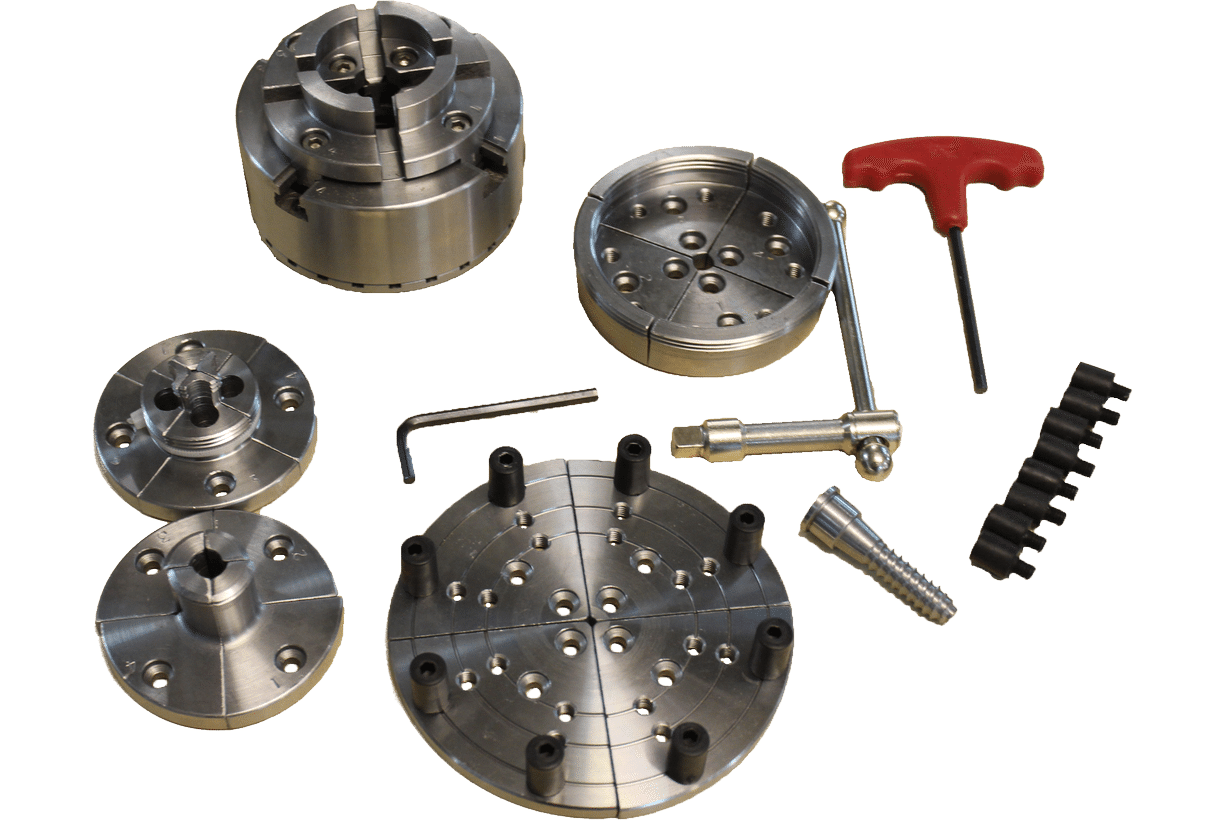
Вместе с патроном поставляются комплекты:
- прямых кулачков;
- обратных кулачков;
- вне комплекта поставляться кулачковые рейки.
Наиболее распространен трехкулачковый патрон, состоящий из:
- монолитного или составного корпуса с тремя радиальными пазами для кулачков;
- кулачки (прямые и обратные) выполнены из качественной твердой, закаленной стали высокой прочности, связаны с торцевой резьбой спирального диска;
- спирального диска, с большим зубчатым колесом на его обратной стороне. Связан с зубчатой передачей конической шестерни;
- конических шестерен, вращением ключа, вставленного в квадратное отверстие этой шестерни, спиральному диску сообщается вращательное движение.
Простота технологических приёмов базирования деталей стало причиной популярности и распространения трехкулачкового патрона на станках, применяемых в производстве
Ключ
Металлический стержень, на одном конце которого перпендикулярно его оси просверлено отверстие с установленным в нем металлическим рычагом. Превышение длины рычага на 35–40 % относительно высоты ключа, является оптимальной.
На нижнем конце стержня выполнен четырехгранный наконечник, соразмерный с отверстием внутри конической шестерни. Служит ручным приводом кулачков посредством вращения спирального диска во время закрепления заготовки в рабочей зоне станка.
Пружина
Устанавливается на наконечник ключа. По завершении операции, нагрузка от усилий руки на ключ снимается и пружина, распрямляясь, удаляет ключ из гнезда патрона. Если станочник по невнимательности сам не извлекает ключ, то за него это делает пружина.
Втулка
Полый цилиндр, в верхней части которого прорезаны пазы для сухарей-полуколец. Обеспечивает фиксирование конической шестерни в рабочем теле патрона. Во внутренний диаметр втулки устанавливается верхняя часть конической шестерни с канавкой для сухарей-полуколец.
Шестерня
Коническая (или малая) шестерня вставлена в малое отверстие корпуса патрона. Её верхняя часть сопряжена с пазами втулки посредством сухарей-полуколец.
Малая шестерня постоянно зацеплена с зубьями большой шестерни и предназначено для передачи вращательного движения спиральному диску патрона.
Фланец
Переходной фланец, планшайба. Предназначен для прочного и точного соединения патрона с рабочим концом шпинделя станка. К примеру, на шпинделе ТВ-4 нарезана резьба, на неё устанавливается переходной фланец (планшайба для токарного патрона), на который крепится токарный патрон.
Спиральный диск
Спираль Архимеда, улитка, планетарка. Металлический диск, на одной стороне исполнены зубья большой шестерни, постоянно зацепленные с зубчатой передачей конической шестерни.
На другой стороне данного диска вырезан профиль спирали, которая в постоянно контактирует с пазами (рейками или гребёнками) кулачков. Последние, синхронно перемещаясь, работают на зажим, центрирование и фиксацию детали в зоне обработки станка.
Извлечение зажатой кулачками детали происходит обратным вращением ключа патрона.
https://youtube.com/watch?v=u2MemCIAP_M
Обратный кулачок
Применяется для зажима деталей больших диаметров. У каждого кулачка имеются две ступени для крепления деталей на разжим и по одной призме, работающие на сжим.
Ступени кулачков используются для устранения торцевого биения детали. Кроме этого, станочники самостоятельно создают на обратных кулачках дополнительную крепящую базу, работающую на разжим.
Корпус
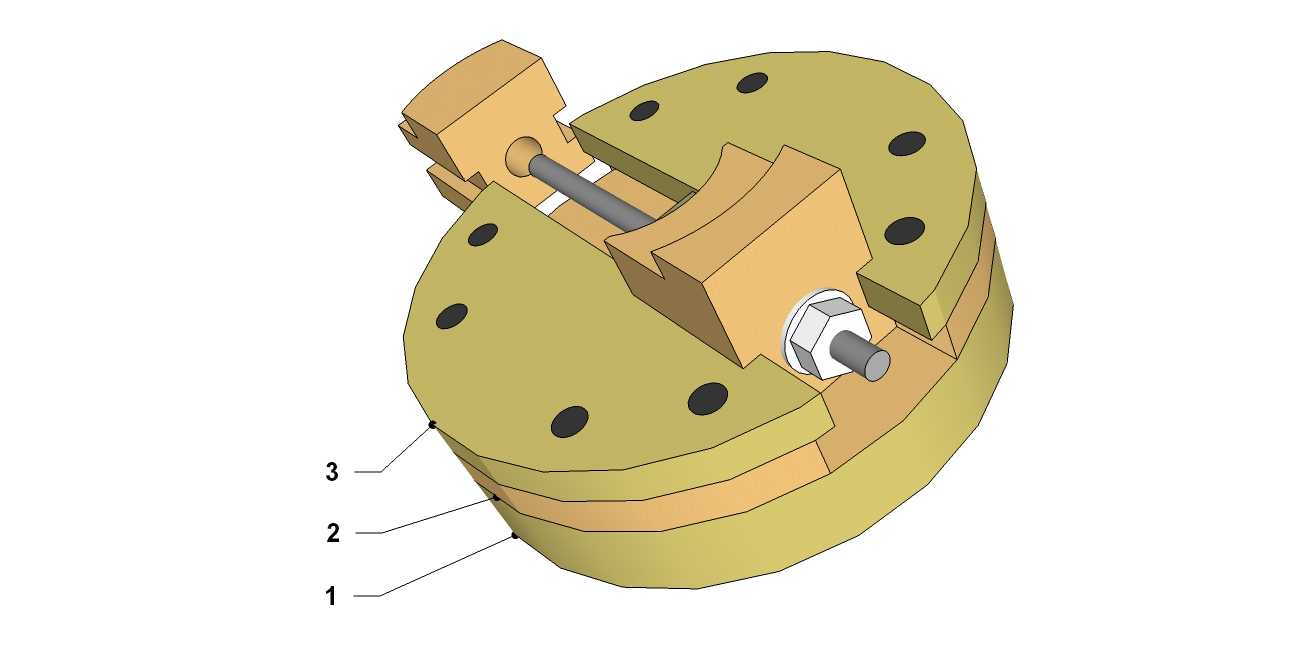
В зависимости от конструкции и способов крепления к шпинделю условно можно разделить на монолитный (корпус – одна базовая деталь) и составной, в котором корпус разделён на две базовые детали:
- Монолитный с цилиндрическим пояском. Крепится на шпиндель через промежуточный фланец по специальным ГОСТ. Выполняется из качественной стали и реже из чугуна.
- Составной корпус. Базовая деталь разделена на две составные части:
- передняя часть или корпус (иногда – передний полукорпус), в нем размещен спиральный диск и прорезаны пазы для кулачков;
- задняя часть или фланец (часто – задний полукорпус), в нем размещены конические шестерни.
Накладные кулачки
Крепятся на кулачковые рейки токарного патрона. Исполняются из незакаленных сортов стали, называются «сырыми кулачками». Предназначены для крепления деталей большого диаметра.
Какие еще ГОСТы связаны с токарными патронами
На различные токарные детали для металлообрабатывающих станков разработаны собственные стандарты, которые закрепляют все необходимые параметры. Основные ГОСТы:
- ГОСТ 24351-80 Для самоцентрирующихся трех- и двухкулачковых клиновых и рычажно-клиновых элементов.
- Стандарт 3890-82 Для четырехкулачковых деталей с независимым перемещением кулачков» с указанием основных и присоединительных размеров.
- 14903-69 Для самоцентрирующихся двухкулачковых элементов.
- Госстандарт 2848-75 Конусы инструментов. Допуски. Методы и средства контроля.
- Госстандарт 12595 – 2003 – станки металлорежущие.
- Госстандарт 3889 – Фланцы к самоцентрирующимся патронам.
- Стандарт 12593-72 – размеры фланцев шпинделей
Вся данная техническая документация позволяет обобщить и классифицировать разновидности этих основных элементов токарной оснастки.

Трехкулачковые варианты с диаметром в 250 мм чаще всего используются в токарных станках, как на промышленном, так и на бытовом уровне. Поэтому стандарты их изготовления по всем параметрам должны четко соблюдаться.
Документ, регламентирующий самоцентрирующиеся спирально-реечные элементы, содержит подробные размеры, а также отдельные схемы и чертежи данной детали, по которым можно выявить соответствие заявленных данных. При малейшем нарушении параметров, указанных в ГОСТе, значительно снижается, качество рабочего процесса токарного станка.
Закрепление патронов на токарном станке
Крепление и центрирование токарных патронов производится на шпинделе токарного станка. Диаметры патронов и способы их крепления — стандартизированы. В зависимости от производителя патроны будут обозначаться типом (по ISO) или исполнением (по Гост). Распространенная конструкция конца шпинделя — это крепление типа С или типа D (cam-lock). Существуют и другие конструкции шпинделя.
Для крепления токарных патронов широко используются фланцы и планшайбы, размещаемые на шпинделе. Они имеют такую же конструкцию, как и фланец токарного патрона, однако такие приспособления позволяют значительно повысить универсальность, поскольку на них можно устанавливать различные патроны. На планшайбах имеются многочисленные отверстия для затяжных болтов и центрирующий выступ. При установке патрона на планшайбу или фланец также можно добиться высокой точности.
Двухкулачковые патроны

Патроны этого типа имеют достаточно простое строение. Они могут быть ручными с двухзаходным винтом или с механическим приводом. В ручных устройствах винт располагается либо среди кулачков, либо сбоку.
Главный недостаток двухкулачковых патронов — при перекосе кулачков в направляющих из-за боковых зазоров происходит смещение центра заготовки. Поэтому направляющие тщательно шлифуют, а кулачки подгоняют под них с минимальным зазором.
Ходовой винт выполняется из прочных легированных сталей с высоким содержанием хрома. Кулачки производятся из цементируемой стали, термическая обработка которой придает высокую прочность.
Основные варианты конструкции
Токарные патроны изготавливаются из прочного чугуна маркой не менее СЧ-30 или инструментальных марок стали прочностью не менее 500 МПа.
Существуют различные варианты конструкции токарных патронов, остановимся на наиболее часто используемых в современном производстве:
Патрон рычажный. Зажим происходит благодаря смещению кулачков с зажимами благодаря действию двухплечевого рычага. Основной характеристикой является количество кулачков и степень смещения на рабочем диске. К недостаткам можно отнести сложность настройки, особенно при проведении нетиповых операций. Кулачки могут настраиваться путем одновременного смещения посредством ключа или отдельной регулировкой каждого зажима. Данный тип оснастки, как правило, применяется для черновой или получистовой обработки.
Клиновые токарные патроны – это усовершенствованный вариант конструкции рычажного зажима. Высокую точность фиксации обеспечивает наличие собственного механического или пневмопривода для каждого кулачка. Имеет возможность фиксации заготовки со смещением относительно центра вращения, что позволяет производить обработку деталей сложной конфигурации.

Мембранные токарные патроны. Обеспечивают наиболее высокую точность фиксации благодаря мембранам из упругого материала. Заготовка фиксируется путем отключения гидропривода, что приводит к расширению мембраны. Характерными особенностями конструкции является большое количество зажимов при сравнительно низком усилии сжатия. Поэтому основной сферой применения данного типа оснастки является чистовая обработка деталей на малых скоростях вращения.
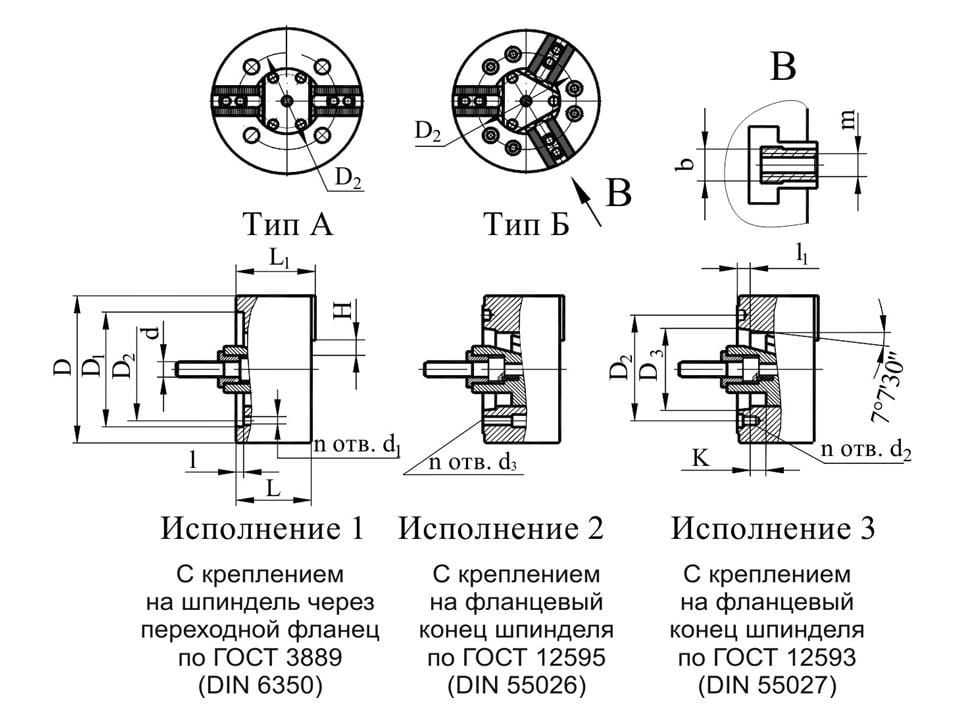
Нормы и размеры 3-х кулачковых патронов и кулачков
Нормы и размеры регулируемых частей токарного станка зависят от их типа. Всего существует 3 типа изготовления патронов токарных:
- Патроны с наличием центрирующего пояска-цилиндра и закрепленные через переходной фланец.
- Закрепленные непосредственно на фланец шпинделя при помощи оборотной шайбы.
- С креплением на фланец шпинделя без поворотной шайбы.
Размеры, указанные в стандарте, соответствуют параметрам в зависимости от типа детали и диаметра.
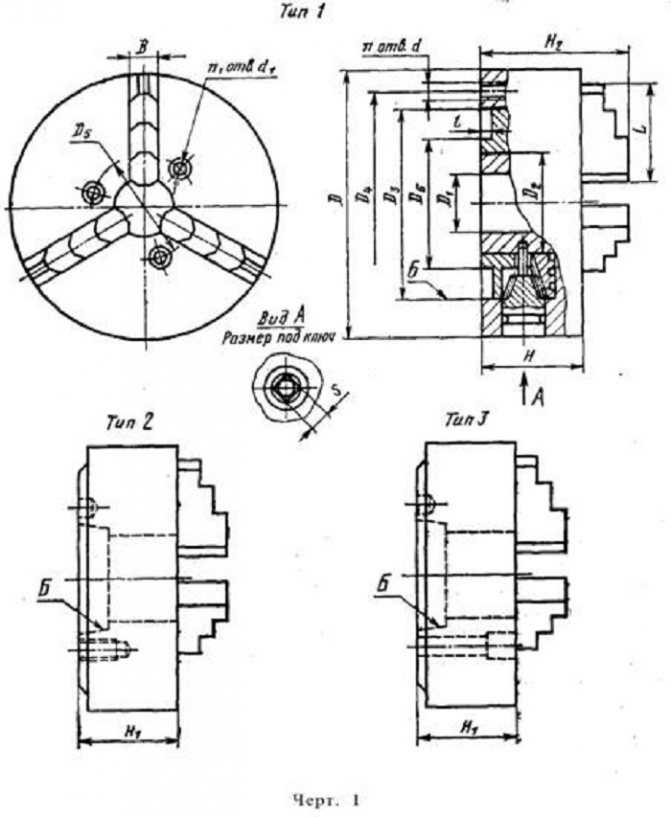
Всего существует 10 типов токарных кулачковых патронов по параметрам размеров: 80,100, 125, 160, 200, 250, 315, 400, 500, 630 мм.
Для трехкулачковой детали размерами 250 мм на токарный металлорежущий станок типа 1 предусмотрены следующие параметры:
- масса детали – 28.2 кг;
- D1 – 80 – диаметр отверстия в корпус;
- D2 – 210 – диаметр присоединительного пояска;
- D3 – 226 – диаметр расположения крепежных отверстий;
- nxd – 6хМ12 – это значит, что закрепление идет при помощи 6 болтов М12;
- h – 5;
- H – 89,5;
- H1 – 5.
Это наиболее часто применяемые варианты деталей. Их корпус выплавлен из чугуна с высокими показателями качества. Они имеют несколько вариаций исполнения по точности, способу крепления и количеству кулачков.
Могу быть отличны и по конструкции: есть варианты с ручным передвижением кулачков или самоцентрирующиеся спирально-реечные. Именно последние и регулируются ГОСТом 2675-80.
Смещение осей отверстий при диаметре до 500 мм допустимо в пределах 0.1 мм.
Как выбрать
Чтобы правильно выбрать токарный патрон необходимо учесть несколько важных моментов:
- рабочие параметры и точные размеры шпинделя станка;
- способ или вариант крепления патрона к шпинделю;
- для хоббийных станков немаловажную роль играет мощность привода, слабый двигатель может не справиться с задачей по крутящему моменту;
- какие и в каком количестве детали входят в комплект токарного патрона.
Не обладая четкого представления об изложенной выше информации, нельзя считать себя готовым к приобретению токарного патрона, как важного узла станка. Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние
Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние.
https://youtube.com/watch?v=6uMf-WJDZQQ




Назначение и особенности эксплуатации
Виды токарных патронов
Токарные работы характеризуются высокой скоростью вращения детали. Поэтому к патронам предъявляются особые требования. Они устанавливаются на переднюю шпиндельную бабку станка, которая соединена с электродвигателем посредством коробки передач и раздаточной коробки.
Для выбора оптимальной модели необходимо знать основные технические характеристики, которыми обладают токарные патроны. Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Существуют следующие эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- конструкция. Определяет способ фиксации заготовки, количество зажимных элементов, их расположение и возможность установки нескольких деталей;
- рабочие диаметры. К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий;
- характеристики обрабатываемого изделия. Диапазон размеров: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- диаметр отверстия в корпусе. Оно предназначено для установки прутка;
- пределы частот вращения токарного патрона.
Изделия этого класса относятся к сложным технологическим конструкциям. Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Это интересно: Токарно-винторезный станок — элементы, применение, преимущества
Специфика резцовых устройств
На практике применяются различные виды резцов для токарного станка по металлу для получения требуемой формы изделия. Не всегда можно производить обработку прямым инструментом. На помощь приходят образцы, у которых конструкцией предусмотрена изогнутая державка.
Прямые проходные резцы используются для продольного точения. Отогнутыми инструментами можно обрабатывать торец заготовки, а также легко делать фаски. Выбрать резец по направлению движения во время обработки можно следующим образом. Положить свою руку на инструмент. Большой палец должен указывать на режущую кромку. Если направлению соответствует палец на правой руке, значит, резец правого направления.
Подрезные резцы перемещаются в поперечном направлении. При малом вылете заготовки из токарного патрона обработка прямым резцом невозможна. Применяются модели с отогнутыми или изогнутыми державками.
https://youtube.com/watch?v=UpcVXVgRA1E
Для отделения изделия от заготовки используются отрезные резцы. Процесс отрезания происходит при условии размещения режущей кромки под прямым углом к заготовке. Кроме основных резцов, у которых ось проходит через весь инструмент, применяются резцы с оттянутой головкой. Головка может быть смещена вправо или влево относительно оси.
Резьбовые резцы выполняются в двух вариантах: для нарезания наружной резьбы и внутренней. Форма резцовой головке придается согласно типу и профилю нарезаемой резьбы.
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанговый патрон для токарного станка, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.

Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.

Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.

Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.

Виды токарных патронов в зависимости от механизма фиксации
От правильности выбора вида токарного патрона соответствующим механизмом фиксации зависит уровень радиальных биений, скорость переналадки, возможность использования в единичном и крупносерийном производстве. Основные из наиболее часто применяемых типов станков:
Цанговые
Эта разновидность крепежей собой представляет втулку с осевыми прорезями, в которых находятся лепестки-фиксаторы.
С конструктивной точки зрения этот тип патронов включает в себя подающую цангу с лепестками и втулкой.
Цанговые модели используются для следующих целей:
- заточка фрез и сверл;
- обработка прутьев из металла;
- закрепление заготовок.
Однако, они имеют и свои недостатки, к которых можно отнести сравнительно небольшие диаметры заготовок.
В том случае, если патрон цангового типа не подходит для обработки той или иной заготовки, то придется воспользоваться специальными вкладышами-выравнивателями.
Рычажные
 До недавней поры эта разновидность считалась самой популярной. Принцип их действия базируется на перемещении зажимных кулачков с помощью смещения специального рычага. Стоит также отметить, что для более точной настройки конструкция оснащена гидравлическим приводом.
До недавней поры эта разновидность считалась самой популярной. Принцип их действия базируется на перемещении зажимных кулачков с помощью смещения специального рычага. Стоит также отметить, что для более точной настройки конструкция оснащена гидравлическим приводом.
Однако, подбор положения детали — это крайне непростой процесс. Это в особенности заметно, когда требуется произвести нестандартную обработку, используя патрон кулачковый.
А также при работе иногда наблюдается несущественный люфт заготовки при вращении. Потому фиксаторы рычажного типа используются преимущественно для целей черновой обработки.
Клиновые
Этот вариант — усовершенствованная версия рычажной разновидности изделия. Большая точность тут достигается благодаря тому, что каждый отдельно взятый кулачок оснащен собственным механическим или пневматическим приводом.
Эти конструкции используются для осуществления точной токарной обработки. Достоинством клиновых токарных патронов считается возможность перемещения центральной части детали относительно вращающейся оси. Из этого можно сделать вывод, что с их помощью можно делать даже сложные детали.
Эти детали характеризуются следующими особенностями:
- Трудоемкая настройка;
- Высокий уровень точности настраиваемых характеристик, несущественная погрешность в процессе обработки;
- Надежная фиксация, которая достигается благодаря грамотному распределению давлений на кулачках.
 Для оборудования с ЧПУ крайне важна возможность оперативного изменения настроек. Потому в таких станках применяются особые патроны, которые подключаются непосредственно к управляющему блоку.
Для оборудования с ЧПУ крайне важна возможность оперативного изменения настроек. Потому в таких станках применяются особые патроны, которые подключаются непосредственно к управляющему блоку.
Важно и то, что к материалам, из которых делаются патроны клинового типа, предъявляются специфические требования. В большинстве случаев процесс обработки подразумевает применение высоких оборотов, потому качества устройства-фиксатора должны оставаться неизменными
Мембранные
Самой высокой точностью обладают мембранные изделия. Мембраны, сделанные из материала повышенной упругости, закрепляются на фланце. После того как заготовка установлена, отключается гидравлический привод, а элемент закрепляется посредством расширения этой самой мембраны.
Для этого решения характерно наличие нескольких кулачков и небольшая сила зажима. Потому эти модели патронов зачастую применяются для целей чистовой обработки, которая исполняется на небольших скоростях.
Способы крепления заготовок на токарно-винторезном станке
7>
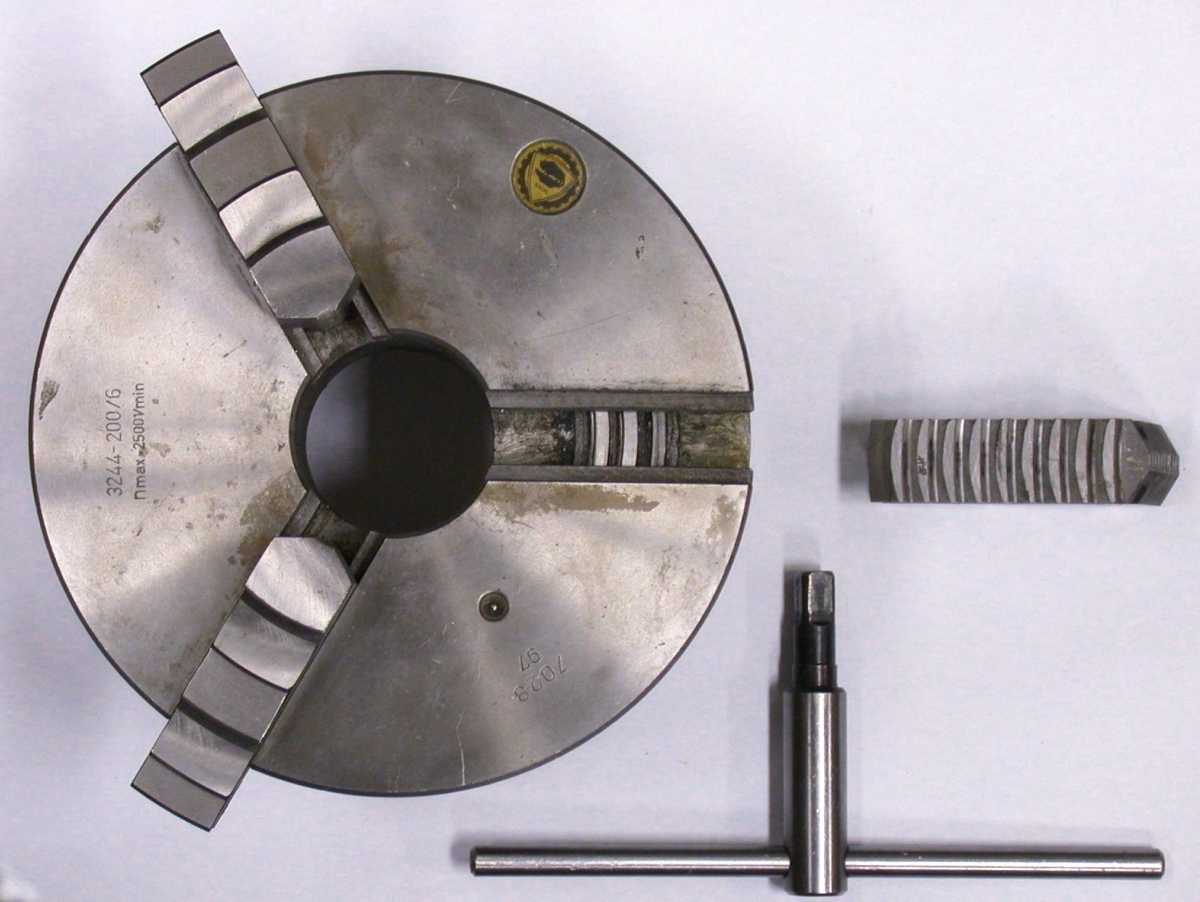
1. Заготовки небольшой длины закрепляют в токарных патронах. При токарной обработке используют кулачковые и поводковые патроны. Кулачковые патроны могут быть самоцентрирующиеся – обычно трёхкулачковые, и несамоцентрирующие– 2-х, 4-х и 6-ти кулачковые.
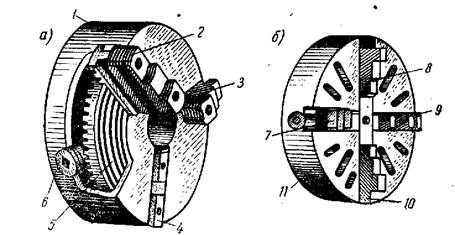
Трёхкулачковый самоцентрирующий токарный патрон, показанный на рисунке 15а, имеет три кулачка, которые одновременно сходятся к центру или расходятся от него. В радиальных пазах корпуса патрона перемещаются кулачки, которые приводятся в движение от конической зубчатой передачи, смонтированной в корпусе патрона. Одно из конических колёс имеет торцевую резьбу (спираль Архимеда) и приводится в движение с помощью ключа. По этой спиральной резьбе кулачки патрона одновременно перемещаются от центра или к центру патрона.


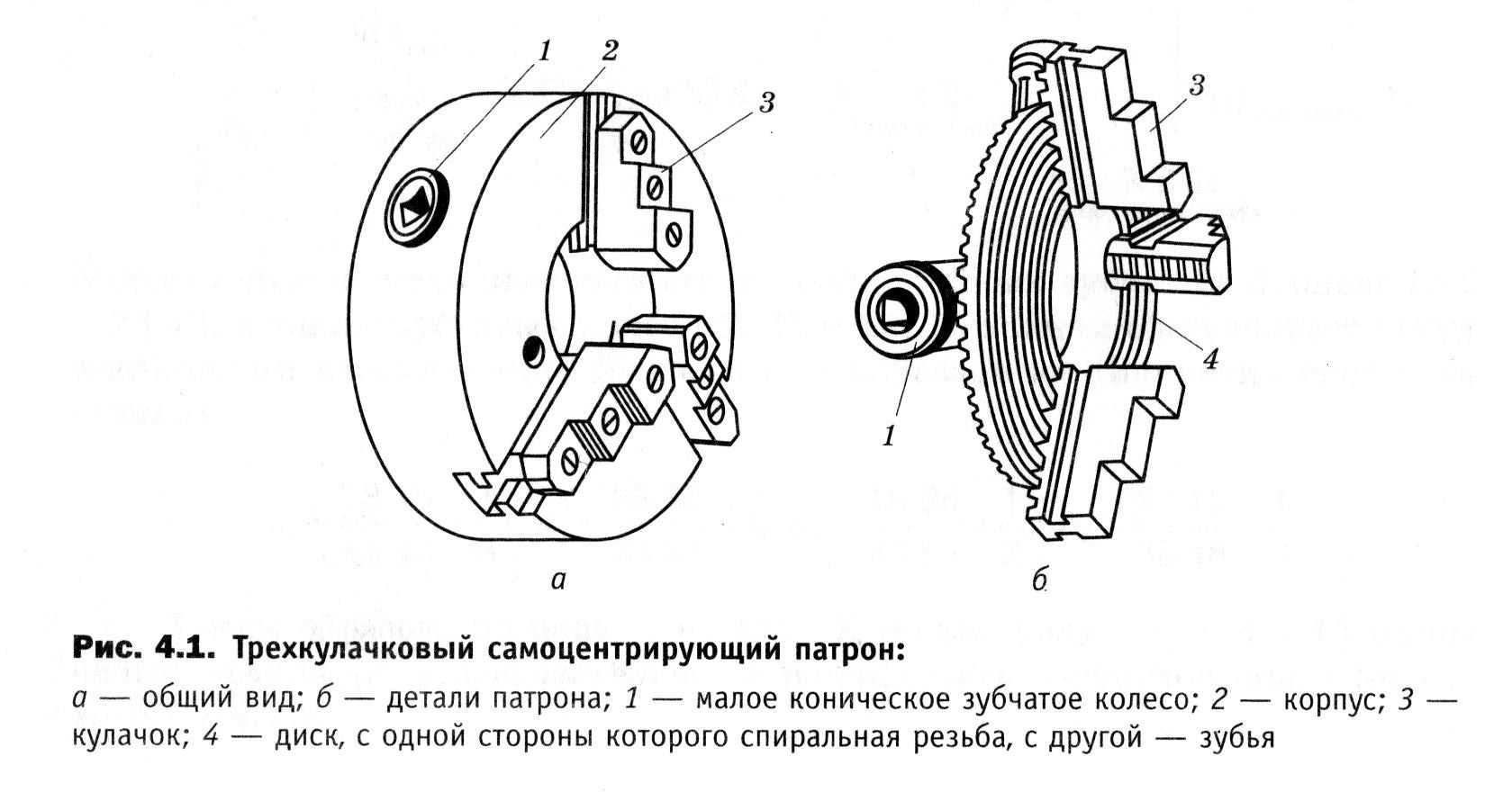


В трёхкулачковых самоцентрирующих патронах закрепляют симметричные детали. Для закрепления несимметричных деталей используются, обычно четырёхкулачковые патроны, в которых каждый кулачок перемещается независимо от других (рисунок 15б).
В патронах закрепляются детали, у которых отношение длины к диаметру менее 4. Сам патрон крепится на резьбе или на конусной поверхности шпинделя.
а б
Рисунок 15 – Трёхкулачковый самоцентрирующий патрон (а) и четырёхкулачковый патрон (б)
1 – корпус патрона; 2, 3, 4 – захватывающие кулачки; 5 – зубчатое коническое колесо; 6 – малые зубчатые колёса; 7, 8, 9, 10 – кулачки; 11 – планшайба.
2. Когда отношение длины заготовки к диаметру превышает 4, то для крепления заготовки используют патрон с поддержкой её с помощью подвижного центра, установленного в заднюю бабку, как показано на рисунке 16а.
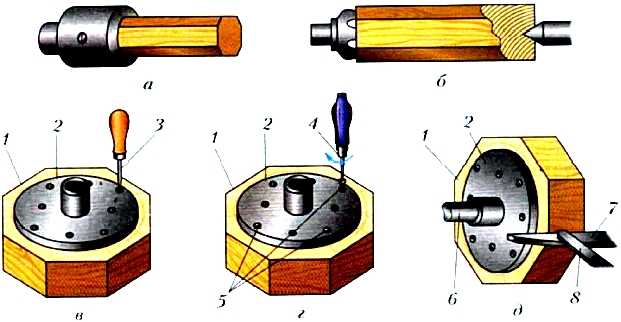
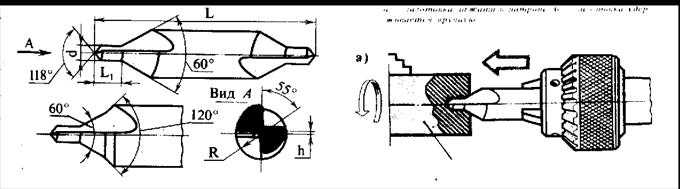
3. Третий способ крепления деталей на станке – закрепление её в центрах. Для этого на торцах заготовки с помощью центровочного сверла делают центровые (глухие) отверстия,как показано на рисунке 17. В шпиндель вставляется неподвижный центр, в заднюю бабку – подвижный, и между ними крепится заготовка. Для передачи крутящего момента от шпинделя на неё надевается хомутик и используется поводковый патрон, который крепится на шпиндель станка (рисунок 18). Так крепятся детали с отношением длины к диаметру Lзаг/Dзаг = (4 ¸ 10). При закреплении заготовки в центрах достигается максимальная точность обработки соосных поверхностей ступенчатых валов.
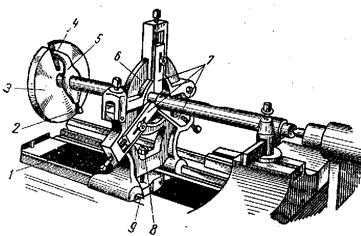
4. Если отношение длины заготовки к её диаметру больше 10, то заготовку устанавливают в центрах, как и в предыдущем случае, а для уменьшения её деформации от сил резания применяют дополнительные опоры – люнеты. Люнеты бывают подвижными(открытыми), и они устанавливаются на продольном суппорте станка; и неподвижными (закрытыми), которые крепятся к станине(рисунок 19а).

а
б в
Рисунок 16 – Крепление заготовки с помощью патрона и поддерживающего подвижного центра (а). Подвижный центр (б) и неподвижный центр (в)
а б
Рисунок 17 – Центровочное сверло (а) и центрование на токарном станке (б)
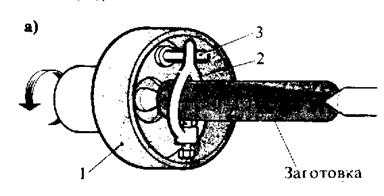
Рисунок 18 – Закрепление заготовки в центрах
1 – планшайба; 2 – хомутик; 3 – поводок (палец)
а б
Рисунок 19 – Закрепление заготовки в центрах и неподвижном люнете (а)
1 – станина; 2 – винт для закрепления хомутика на детали; 3 – поводковая планшайба; 4 – палец хомутика; 5 – хомутик; 6 – неподвижный люнет; 7 – регулирующие упоры – кулачки.
Закрепление заготовки на планшайбе (б). 1 – планшайба; 2 – противовес; 3 – обрабатываемая деталь; 4 – угольник
5. При обработке несимметричных деталей и деталей сложной формы, которые невозможно закрепить в кулачковом патроне, применяют крепление на планшайбе, навинчиваемой на шпиндель, как показано на рисунке 19б.
7>
Дата добавления: 2016-06-22; просмотров: 6468; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ