Хранение
Чтобы результат сварочных работ был всегда на высшем уровне, мало знать тонкости выполнения работы
Важно правильно хранить электроды, чтобы они охранили неизменными свои лучшие качества
Идеальной принято считать ситуацию, когда под хранение электродов выделяется отдельное помещение. Внутри должен поддерживаться нужный микроклимат, а именно: сухой воздух и постоянная температура. Оптимальные показатели термометра должны быть близкими к 15 градусам Цельсия. Достичь таких условий, а тем более постоянно их поддерживать без кондиционирования воздуха очень сложно.
В случаях, когда используется подвальное помещение или специально оборудуется комната под землей, нужно обеспечить хорошую изоляцию от проникновения влаги. Это очень сложно. Добиться идеальных условий хранение в гараже или даже квартире не получится. И тогда встает вопрос: а как же хранить электроды без солидных капиталовложений?
Важно их держать в помещении, где есть отопление и поддерживается более-менее стабильный температурный режим. Большинство гаражей не отапливается, поэтому на зиму неиспользованные электроды лучше все-таки забрать в дом или квартиру
Сухое и темное место подходит как нельзя лучше. Это может быть антресоль или полка в шкафу. Если гараж отапливается, то можно электроды оставить здесь в закрытом светонепроницаемом футляре. Его несложно изготовить самостоятельно (например, из отрезка пластиковой трубы).
Нельзя оставлять электроды на открытой почве или в траве. Даже в том случае, когда они упакованы. Картонная коробка либо любая иная упаковка могут рассматриваться как контейнер для транспортировки, но не хранения. В случае, когда соблюсти правила хранения не представляется возможным, то в обязательно порядке следует перед использованием прокалить электроды в течении часа. Когда электроды крошатся, то они стали непригодными для использования.
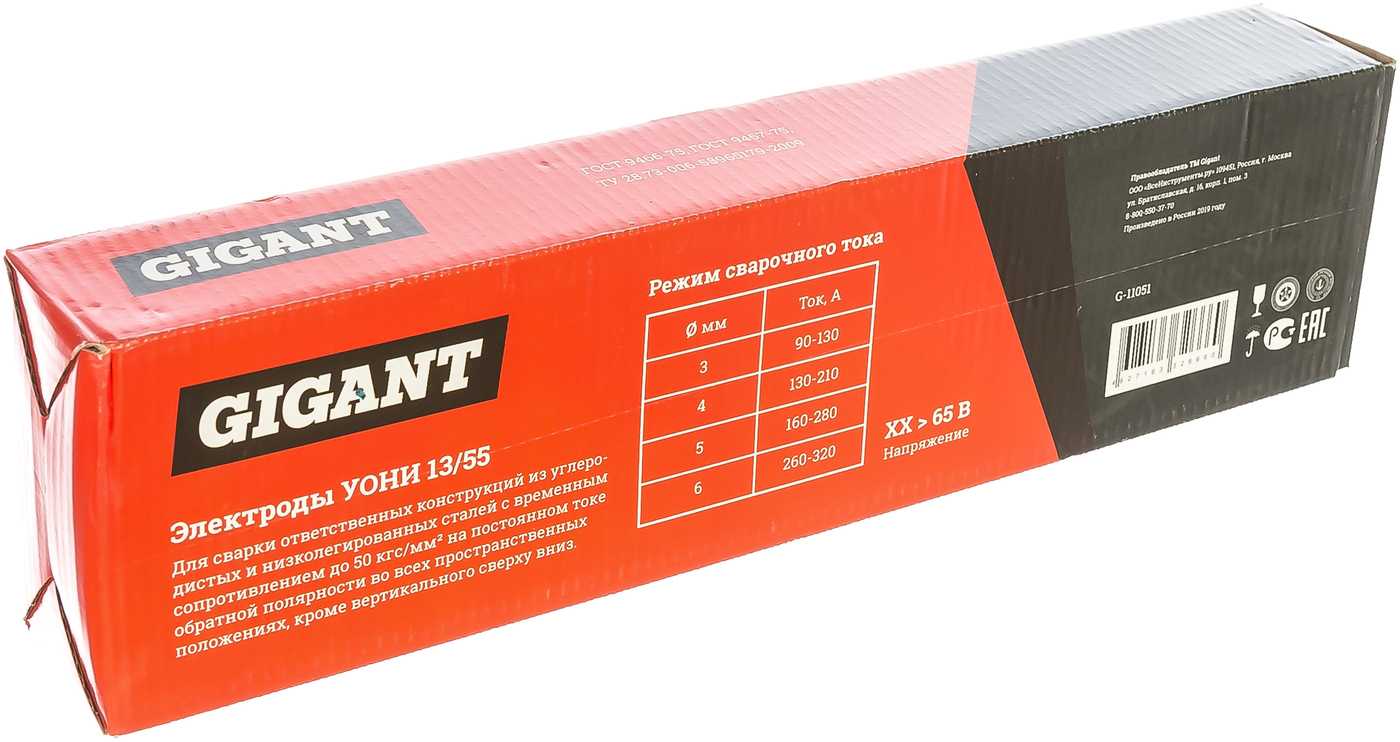
Технические характеристики УОНИ 13/55
Итак, марка УОНИ предназначена для того, чтобы осуществлять любые сварочные работы с конструкциями из металла качественно и поддерживая высокий уровень пластичности. Такие электроды можно использовать даже в самых суровых климатических условиях, где чаще всего произведение нормальных сварочных работ невозможно.
УОНИ уже много раз использовались при сварке самых серьезных конструкций и даже прошли первоначально ряд обязательных испытаний, доказав, что именно они помогают получить такой шов при сварке, который и пластичен, и имеет необходимую ударную вязкость.
Остановимся еще раз подробнее на том, каковы же все-таки технические параметры электрода УОНИ. У него основное покрытие и это играет важную роль. Коэффициентом наплавки является 3,5 г/А ч. Его расход невелик, так известно, что электродв УОНИ расходуются примерно один на килограмм того металла, который наплавлен, то есть получается в цифрах приблизительно 1,7 кг.
Существуют у таких электродов и свои преимущества перед остальными. Прежде всего шов получается очень качественным. Свойства этих швов таково, что на них не образуются даже кристаллические трещины, а также в них содержится довольно низкое содержание углерода.
Самым лучшим вариантом при работе с электродом является использование сварки на короткой дуге, где используется метод опирания. Он просто идеально подойдет даже для тех мест, где есть проблемы с энергоснабжением и оно не бывает стабильным.
https://youtube.com/watch?v=BTxQ9XqCyO8
Особенности применения
Каждый из элементов плавления имеет свою нишу применения, электроды УОНИ используются при следующих параметрах:
- Процесс сварки происходит с применением тока обратной полярности, процесс требуется ГОСТом.
- Шов исключает наличие газов и излишних примесей, путем использования специального покрытия из фтористых образований, различных карбонатов.
- Металл стержня применяется из составов низко углеродистой стали, которая способствует надежности шва.
- Благодаря органическим соединениям сварочные электроды УОНИ 13/55 имеют низкую подверженность влаги.
- Конструкция, выполненная из низколегированных материалов позволяет избежать трещин и неровностей в процессе сварки.

Сварка при помощи электродов УОНИ
Шов не подвергается старению, потере крепежных свойств при воздействиях температуры. Сварка электродами УОНИ должна исключать использование плохо зачищенных материалов, так как может быть подвержена коррозии в последующем времени. Процесс происходит с короткой дугой, что позволяет избежать потери качества соединения. Основным преимуществом перед конкурентами является результат с необходимой концентрацией водорода, устойчивым к появлению микротрещин соединению.
Химический состав материалов и технология использования может меняться в зависимости от производителя. Перед приобретением необходимо поинтересоваться о соответствие требованиям и нормативам по ГОСТ, либо наличие свидетельства аттестации материалов сварочных.

Применение сварки электродами в строительстве
Процедура прокалки сварочных электродов УОНИ 13/55
Для уменьшения концентрации влаги, других ненужных соединений в обмазке – прокалка путем содержания в индукционной печи. Каждый производитель электродов УОНИ 13/55 прикладывает к упаковке инструкцию по применению и прокалке материалов. Пренебрегать инструкциям категорически запрещено, так как в результате производится некачественное соединение.
Принцип сварки электродами
В ситуациях, когда инструкция не приложена, либо испорчена, необходимо следовать основной последовательностью шагов при прокаливании:
- Процедура производится непосредственно перед применением в процессе сварки. Данные действия необходимы для качественного результата, надежного шва и стабильного горения дуги сварочной.
- Максимальное действие прокалки – 8 часов, если по истечению заданного периода материалы не использовались, процедура повторяется заново.
- Время прокалки не должно превышать четыре часа, а допустимое количество прокаливаний одного и того же электрода УОНИ – 3 раза.
- В процессе используется печь, разогретая до 250-280 градусов, для равномерного результата используют специальные формы, только тогда элементы плавления эффективно прокаливаются.
Условия хранения
Получение качественного результата зависит от продолжительности, условий хранения материалов. Хранение происходит в помещениях с относительной влажностью до 50%, не взаимодействуя с прямыми солнечными лучами, температура воздуха не менее 12 градусов. При соблюдении всех правил, стандартов и условий хранения ГОСТ 9466-75, срок годности материалов может быть неограничен.

Хранение электродов
Подготовка электрода УОНИ к работе
Если предполагаете, что такой спецэлектрод, как УОНИ, не требует подготовки перед использованием, то вы глубоко ошибаетесь. Не всегда пачка расходников тратится за один раз, и может случится так, что часть электродов ждет своей очереди в уже негерметичной упаковке.










Тогда в таком случае перед свариванием металла стоит провести прокалку электродов, поскольку обмазка УОНИ имеет свойство вбирать в себя влагу. Можно использовать температуру до 300 – 400 градусов по Цельсию: изделия не содержат органические вещества и поэтому хорошо переносят длительное нагревание. После прокаливания нужно поместить электроды в специальный пенал.
Обратите внимание: электрод подлежит термической обработке не более 3-х раз, ее общее время не должно превышать 4 часа
Пространственные положения сварочного шва
При сварке допускаются следующие пространственные положения сварочного шва: 1,2,3,4,6.
Пространственные положения сварочного шва.
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
- какой диаметр электрода использовать при сварке;
- какой ток выставить;
- к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
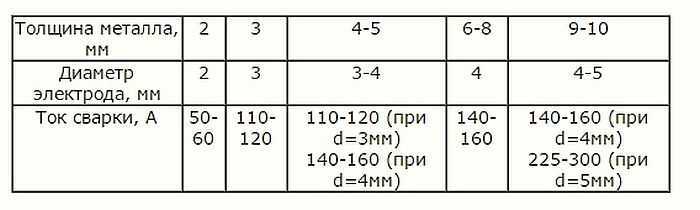
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Как выбрать сварочный инверторный аппарат читайте тут. Может вас заинтересует строительство забора из профнастила.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
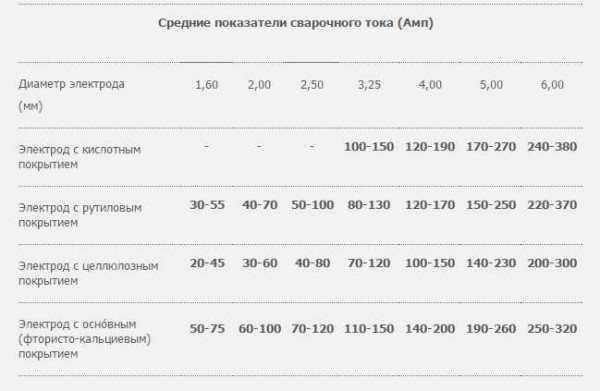
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
О том как правильно варить инверторной сваркой читайте тут.
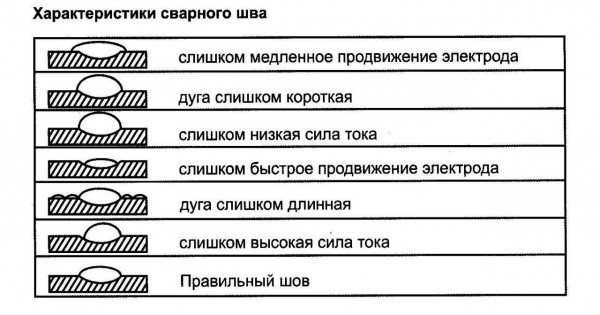
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Положительные и отрицательные стороны УОНИ
Полезные свойства данных электродов были подробно расписаны в предыдущих пунктах, поэтому конкретно остановимся на недостатках. По сути, их почти нет за исключением того, что некоторые виды УОНИ нельзя использовать при сварке сверху вниз. Также неприятности могут возникнуть за счет влаги, которая впитывается в обмазку.
Но, несмотря на то, что это очень существенный недостаток, мешающий правильно гореть дуге и равномерно ложиться шву, с ним очень легко бороться. Поправить это можно при помощи прокаливания. Это процесс прогревания стержней и обмазки в печи при определенной температуре.
Как правильно выбрать электроды для сварки?
Для качественной работы сварочного аппарата необходимы электроды, которые производятся не только за рубежом. Сейчас на прилавках строительных магазинов имеется широкий выбор сварочных материалов отечественного производства.
Приобретая электроды, следует учитывать следующие их свойства:
- Состав покрытия.
- Расход.
- Коэффициент наплавки.
Катод играет важную роль в электроде, но существует и много других качеств, которые стоит учитывать. Так, при его покупке учитываются следующие факторы:
- Свойства.
- Диаметр соединяемого шва.
- Глубина проплавления.
Отправляясь в строительный магазин за электродами, стоит уже иметь представления о том, каково будет его назначение, то есть какие стали он должен соединять.
https://youtube.com/watch?v=cwWwo_3q5Tc







Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию.
Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно.
Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
| тип(обозначение в маркировке) | марки |
| основное (б) | уони-13/45, уони-13/45а, уонии-13/45, уонии-13/45а, уони-13/45р, тму-46, уони-13/55, уони-13/55к, уони-13/55с, уони-13/55у, уонии-13/55р, уони-13/65, озс-22р, 55-у, фно-т, фно-тм, фно-тм/н, итс-4, итс-4с, озс-18 и др. |
| кислое (а) | омм-5, см-5, мэз-4 и др. |
| рутиловое (р) | ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др. |
| целлюлозное (ц) | всц-4, всц-4м, ома-2, всц-4а и др. |
| смешанные: карбонатно-рутиловое (рб) | озс-28,ано-3, ано-4 и др. |
| рутилово-карбонатно-фтористое | озл-9а и др. |
| ильменитовое | озс-41, мр-3у, мр-3р и др. |
| рутилово-целлюлозное (рц) | ано-13, фно-29м и др. |
| кисло-рутиловое (ар) | ано-6, ано-6м, ано-17, озс-23, ано-24 и др. |
| рутилово-ильменитовое | мр-3м и др. |
| с железным порошком (ж): рутиловое с порошковым наполнителем (рж) | озс-6, ано-1, ано-27, уони-13/55тж и др. |
| прочие (п) | для чугуна, цветных сплавов, солевые. |
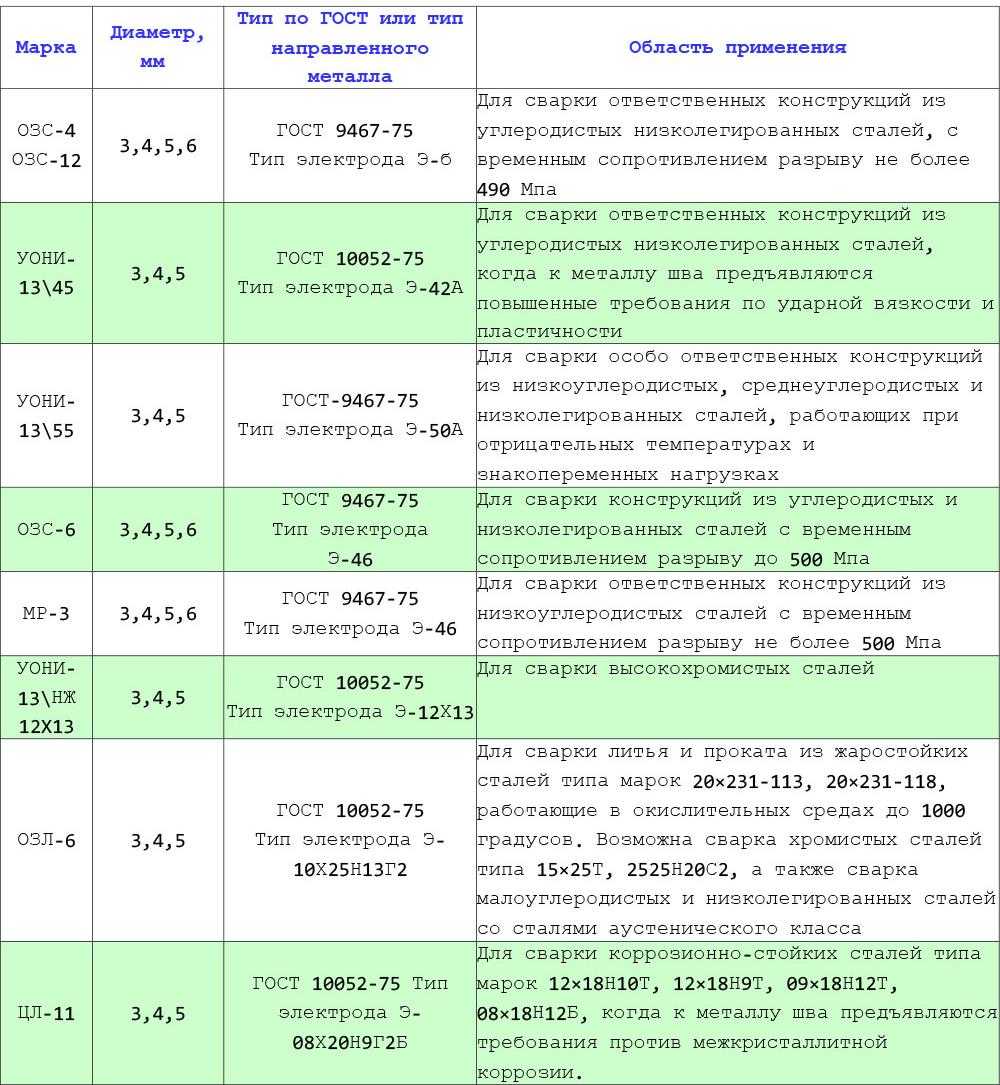
Марки этого типа электродов
Электроды типа Э50А включают в себя большое количество марок и модификаций. Они имеют похожие характеристики и незначительные отличия. Наиболее известными и распространенными являются электроды Э50А УОНИ 13/55.
Каждая буква в аббревиатуре «УОНИ» имеет свое значение. Буква «У» означает, что это электрод универсального назначения. «О» — это обозначение основного вида покрытия электрода. «Н» означает научно-исследовательский, «И» — институт, а следующая за ними цифра «13» — это номер института. Речь идет об институте, где в сое время были разработаны эти электроды.

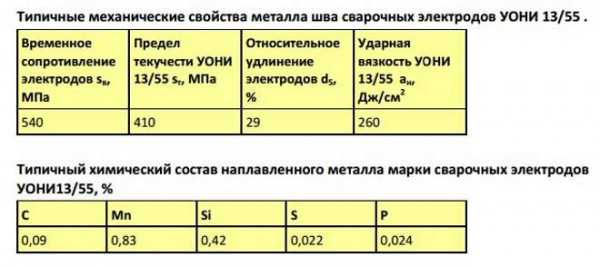
Этот вид электродов обладает повышенными качествами. Этому способствуют механические свойства металла образуемого шва и химический состав наплавленного металла. Все виды марок этого типа удовлетворяют требования ГОСТа 9467-75. Они находят применение в таких областях, как судостроение, энергетика, атомная промышленность.
При сварке ответственных конструкций желательно иметь оформленный официально сертификат качества. Этот документ дает гарантию, что выпускаемая продукция соответствует всем требованиям, и с помощью этого вида электродов можно получить качественный результат.
Популярными производелями таких электродов являются такие заслуженные предприятия, как «ЛЭЗ», «СпецЭлектрод», «СЗСМ».
УОНИ–13/55 – расшифровка и немного истории
В технической (и не только) литературе можно встретить два написания аббревиатуры этой марки, и оба можно считать в равной степени употребимыми. Исторически, начиная с года создания (1940), использовался вариант УОНИ. Дело в том, что над разработкой продукта несколько лет до этого трудились сотрудники лаборатории засекреченного тогда Научно-исследовательского института №13. Поскольку прилагательное представляет собой пусть и сложное, но одно слово, сочли, что в маркировке достаточно всего одной буквы «И». Так и было в самом раннем написании:
- У – универсальная
- О – обмазка
- Н – научно-исследовательского
- И – института
- 13 – номер 13
Разработки велись со второй половины 30-х годов. Специалистами во главе с К. В. Петранем были исследованы лучшие зарубежные аналоги из Великобритании, Германии, Нидерландов, США и Франции. Все они были последовательно протестированы одним и тем же опытным сварщиком. После определения наилучших качеств по всем ключевым параметрам были досконально исследованы материалы составов, их технологические свойства и особенности, и в последний довоенный год создан собственный электрод.
По прошествии времени и с принятием ГОСТ 9466-75 написание маркировки несколько изменилось:
- У – универсальная
- О – обмазка
- Н – научно-
- И – исследовательского
- И – института
- 13 – номер 13
Стандарт действует до сих пор, поэтому в нормативных документах корректно написание УОНИИ. Однако при коммерческом использовании, в популярной литературе, на онлайн-ресурсах широко употребляется более короткий первоначальный вариант, который все это время существует параллельно со строго официальным.
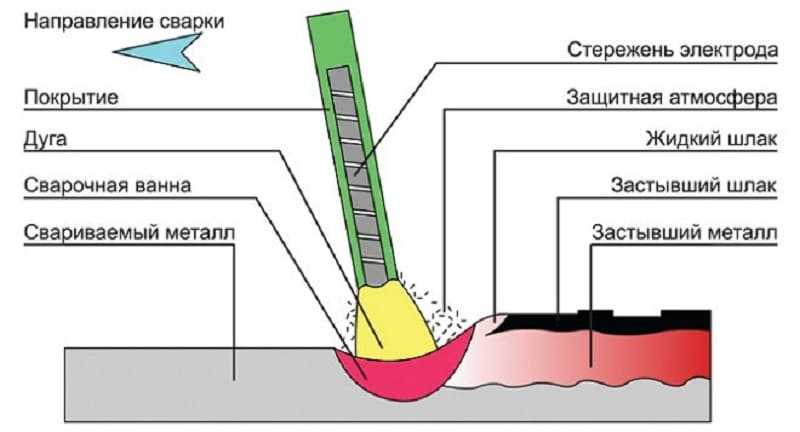
Описание и сфера применения
Расходник плавящегося типа представляет собой стальной стержень с защитным покрытием. Под действием высокой температуры обмазка выгорает и превращается в газ, отделяющий расплавленный металл от кислорода атмосферного воздуха.
Большинство электродов этого типа используется для изготовления:
- малонагруженных конструкций;
- тонкостенных труб и емкостей низкого давления.
Допускается проведение с их помощью наплавочного ремонта.
Сфера применения зависит от марки электродов Э42. Они выпускаются в разных исполнениях, отличаются диаметром и составом защитного покрытия.
Улучшенные УОНИ Э42А
Единственная разновидность с основной обмазкой.
Она содержит в себе фосфорные соединения и карбиды, предотвращает появление горячих трещин и придает шву следующие свойства:
- пластичность;
- ударную вязкость.
Об этих особенностях свидетельствует индекс «А» в маркировке.
Они позволяют использовать электроды типа Э42А для изготовления конструкций:
- предъявляющих высокие требования к надежности, в т. ч. испытывающих воздействие знакопеременных нагрузок;
- эксплуатируемых при низких температурах.
 Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды.
Электроды УОНИ Э42А содержат в себе фосфорные соединения и карбиды.
Расходники выпускаются в категории УОНИ 13/45 и имеют следующие отличительные черты:
- Работают только с постоянным током обратной полярности (электрод-положительной).
- Требуют очистки соединяемых заготовок от ржавчины, пятен масла, грязи и воды.
- Не подходят для сварки в условиях повышенной влажности.
- Экономно расходуются благодаря наличию в покрытии железного порошка, компенсирующего потери металла на испарение и брызги.
Они капризны, поэтому от сварщика требуются опыт и сноровка. Используются сварочные аппараты инверторного типа, выпрямители не способны обеспечить стабильное горение дуги. Завышать ток не следует, поскольку это плохо отражается на качестве шва.






Виды покрытия и диаметры
Кроме основной обмазки, применяют:
Кислую. Она содержит оксиды железа, кремния и марганца
Такими электродами варят с осторожностью ввиду высокой вероятности образования в шве т.н. горячих микротрещин (межкристаллитных разрушений)
Рутиловую
Рутил представляет собой минерал с большим количеством диоксида титана. Покрытые им расходники формируют пластичный шов, по уровню раскисленности соответствующий полуспокойной стали. Они хорошо переносят большой ток, не допускают появления горячих микротрещин.
 Кислые электроды содержат оксиды железа, кремния и марганца.
Кислые электроды содержат оксиды железа, кремния и марганца.
Кислые и рутиловые электроды типа Э42 выпускаются под многими марками, например ОМА-2, ВСЦ-4 и 4М, «Огонек», ОЗС-23, АНО-6, 6М, 17 и др. Они хорошо варят не только на постоянном, но и на переменном токе и подходят для начинающих.
Диаметр расходников Э42 составляет 2-12 мм. Он подбирается в соответствии с толщиной меньшей заготовки. Данный параметр определяет силу тока. Так, для приваривания уголка №5 по ГОСТ 8509-93 с толщиной полки 6 мм необходим электрод размером 4 (мм). Ампераж составляет 120-200 А.
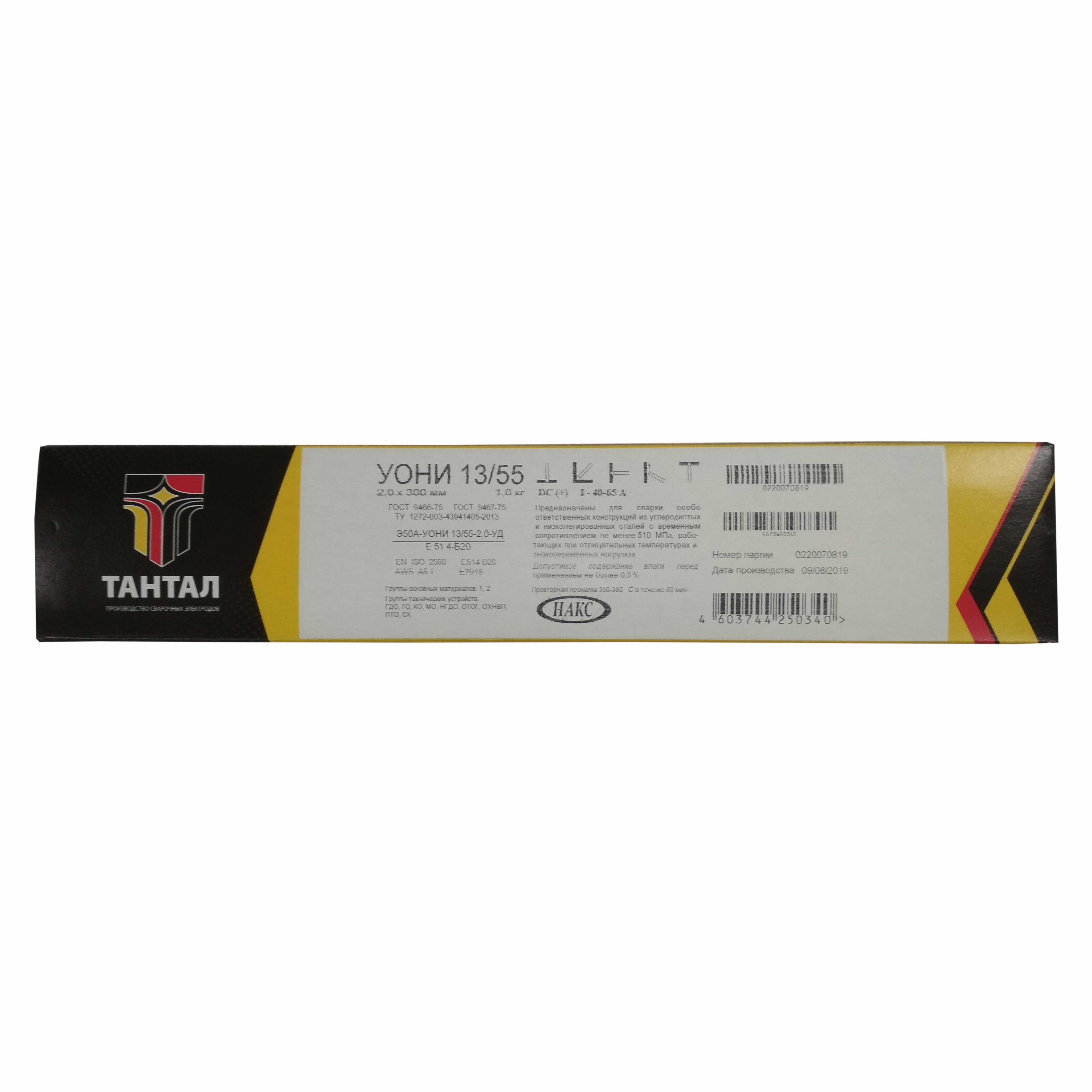
Расшифровка маркировок
Литера «Э» означает «электрод для ручной дуговой сварки», число 42 — временное сопротивление разрыву, которое составляет 42 кгс/кв. мм.
Полная маркировка электрода содержит и другие данные, например Э42А-УОНИ-13/45 СМ-4,0-УД ГОСТ 9467-60.
Расшифровка маркировок изделия:
- СМ-4,0 — выполнено из сварочной проволоки диаметром 4 мм.
- У — предназначено для сварки углеродистой стали.
- Д — имеет толстое покрытие. Другие варианты: С — среднее, М — тонкое.
Изделие соответствует требованиям ГОСТ 9467-60.
 Расшифровка наименований электродов.
Расшифровка наименований электродов.