Заготовки для работы
Рассматриваемый вариант намного сложнее предыдущего, поэтому требует тщательной подготовки. Проверьте наличие всех необходимых материалов:
- Плита для станины из любого материала (это может быть сталь, дерево или даже текстолит);
- Деревянный брус с сечением 40-60×40-60×500-600. Можно заменить брус на стальную трубку, главное, чтобы диаметр совпадал с примерным значением в 35 миллиметров, а погрешность значения не превышала пяти миллиметров;
- Пружина;
- Ходовой винт с параметрами Тr16×2, L = 200 мм;
- Стальной лист с примерной толщиной около пяти миллиметров;
- Кронштейн для ходового винтика;
- Маховик для винта;
- Блок приводных шкивов;
- Электрический двигатель;
- Блок с конденсаторами;
- Блок с ведомыми шкивами;
- Пружина возвратного типа для шпинделя;
- Клиновой ремень;
- Приспособление выключателя;
- Кабель сетевого типа с вилкой для использования розетки;
- Рычаг;
- Патрон для сверла;
- Различные расходные материалы для креплений – винтики и гайки.
Классификация координатно-расточных станков
Координатно-расточные станки предназначены для обработки отверстий с высокой точностью взаимного расположения отверстий. С помощью этих станков изготавливают кондукторы и точные детали Наряду с растачиванием, на координатно-расточных станках могут выполняться сверлильные операции, чистовое фрезерование. Применяя поставляемые со станком поворотные столы и другие приспособления, можно обрабатывать отверстия в полярной системе координат (точность — 5″), наклонные и взаимно перпендикулярные отверстия, подрезать торцовые поверхности. Эти станки можно использовать как двухкоординатные измерительные машины для проверки размеров деталей и выполнения особо точных разметочных работ По причине высокой точности координатно-расточных станков их устанавливают в термоконстантных помещениях. Используются они в единичном и мелкосерийном производствах.
Координатно-расточные станки бывают одно- и двухстоечные (рис. 10). В одностоечных станках крестовый стол может двигаться в продольном и поперечном направлениях. Шпинделю сообщаются вращательное движение и вертикальная подача В двухстоечных станках стол имеет только продольный ход, а поперечная подача осуществляется перемещением шпиндельной бабки. У станка есть устройства для автоматического зажима-разжима стола и салазок во время работы. Для точного отсчета перемещений подвижных узлов координатно-расточные станки прошлых лет выпуска имеют точные ходовые винты с лимбами и нониусами, жесткие и регулируемые концевые меры, снабженные индикаторными устройствами, прецизионные масштабные линейки с оптическими устройствами и индуктивные винтовые проходные датчики. Для этого применяют механические, оптико-механические, оптические, оптико-электрические и электрические системы.
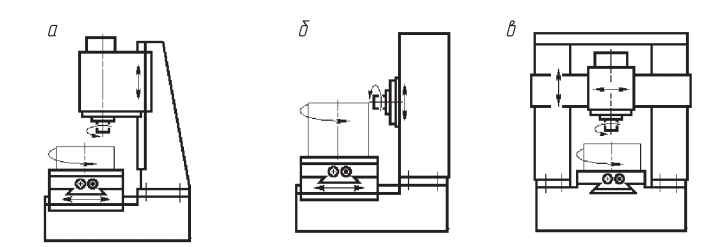
Рис. 10. Основные компоновки координатно-расточных станков: а — одностоечный вертикальный; б — горизонтальный; в — двухстоечный.
Современные координатно-расточные станки оборудуются контурными системами ЧПУ, которые позволяют предварительно устанавливать необходимые координаты отверстия, включать перемещение рабочих органов и по показаниям на дисплее следить за их положением. Такой системой оборудован координатно-расточный станок модели 2Е450АФ30. Он не имеет оптической системы отсчета, а оборудован контурно-позиционным устройством CNC модели 2С42-65, которое обеспечивает такие функции, как ручное управление, предварительный набор координат X и Y, обработку фрезой по кругу, автоматическую обработку по сложному контуру и некоторые другие операции. Работает он в декартовой и полярной системах координат. Задания могут вводиться в режиме «диалог» (программа составляется непосредственно на рабочем месте и вводится с клавиатуры), но станок работает и под управлением программы, считываемой с перфоленты Значения координат можно вводить как в абсолютной системе счета, так и в приращениях Дискретность задания линейных перемещений стола — 0,001 мм, угловых — 0,001°. Возможно вносить коррекцию в размеры инструмента. Система ЧПУ обеспечивает ускоренные перемещения со скоростью до 16 м/мин с ускорением до 0,25 м/с2 .
Данная система ЧПУ поддерживает связь с ЭВМ верхнего уровня Станок можно встраивать в гибкие производственные модули
Классификация крепежных элементов
Любой мастер сверления располагает многофункциональным станком, он укомплектован множеством патронов, уникальными сверлами, запасными наиболее уязвимыми деталями от этого оборудования. Конструкция изделия подразделяется по типу зажима на следующие виды:
- крепежные элементы с ключевым механизмом замыкания;
- патроны, где фиксация обеспечивается зажимной гайкой.
Дополнительно оснащенные зажимным кольцом для этой гайки, этот элемент иногда отсутствовать.
Согласно нормативных стандартов и других документов, обеспечивающих жесткие требования в процессе изготовления патронов, допускается самостоятельная доработка и модернизация фиксирующего элемента, это дополнительно увеличивает точность фиксации сверла.
Патроны для закрепления сверлильных насадок подразделяются на такие типы:
- быстросменные элементы;
- трехкулачковые;
- самозажимные;
- цанговые.
Детали быстросменного типа укомплектованы сменной втулкой, под нее подходят конические сверла. Трехкулачковые элементы зажимают сверлильную насадку внутренними зацепами с дополнительной фиксирующей пружинкой. Этот тип применяется если сверло тонкое, а нагрузка на насадку не превышает минимальных значений. Крепление сверла самозажимного типа не требует дополнительных операций по обеспечению фиксации.
4 Виды промышленных станков – весь спектр работ по сверлению отверстий
За исключением некоторых специализированных практически все промышленные станки универсальны – на них можно не только сверлить, но и выполнять ряд других операций. Используемые в металлообработке станки делятся на:
- Настольные – применяются для сверления и обработки отверстий небольших диаметров. Их выпускают под максимальный диаметр инструмента 3, 6, 12 и 16 мм.
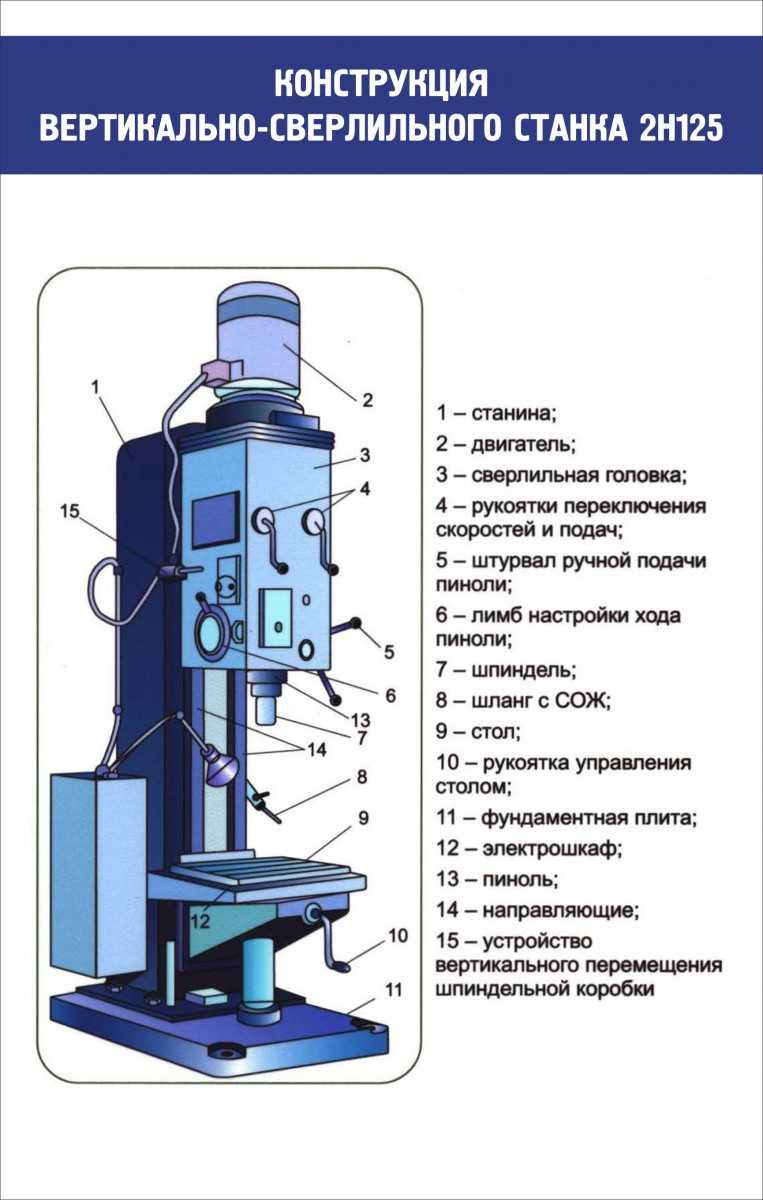
- Вертикально-сверлильные или их еще классифицируют как колонные. Они служат для выполнения работ с отверстиями, диаметр которых может достигать 18, 25, 35, 50 и 75 мм. Колонные станки используют при выполнении обработки деталей и заготовок сравнительно небольших размеров в ремонтных цехах, условиях мелкосерийного и индивидуального производства.
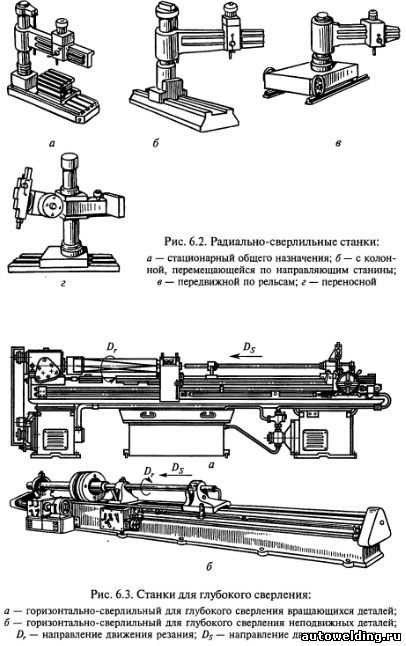
- Радиально-сверлильные – на них обрабатывают крупногабаритные и тяжелые заготовки, а также детали, у которых отверстия расположены по дуге окружности. Это обеспечивается за счет большого вылета шпинделя – 1300–2000 мм. Причем на этом оборудовании совмещение осей инструмента и отверстий производят перемещением шпинделя, а деталь остается неподвижной.
- Координатно-сверлильные – применяют при работах с деталями, к которым по точности взаимного размещения отверстий будут предъявлены особо высокие требования.
- Горизонтально-сверлильные (глубокого сверления) – на них обычно обрабатывают глубокие отверстия, например, в валах, осях, штоках, стволах артиллерийских и стрелковых систем.
- Центровальные – используются для изготовления центровых отверстий, которые просверливают в торцах заготовок.
- Многошпиндельные – на этом оборудовании одновременно обрабатывают (главным образом сверлят) до нескольких десятков отверстий, причем это может производиться с разных сторон и в различных плоскостях: как горизонтальной и вертикальной, так и под наклоном.
- Различные комбинированные – помимо всех работ с отверстиями на них выполняют любые операции, обеспечиваемые дополнительным оснащением. На сверлильно-фрезерных – все фрезерные, на сверлильно-токарных – токарные и так далее: сверлильно-долбежные, нарезные, расточные.
 Промышленное сверлильное оборудование
Промышленное сверлильное оборудование
На всех этих станках можно обрабатывать не только различные металлы, но и другие материалы. Наиболее широкое распространение получило вертикально- и горизонтально-сверлильное оборудование. Станки, оснащенные ЧПУ, обеспечивают частичную либо полную автоматизацию процесса обработки отверстий и значительно повышают ее точность. Многошпиндельное оборудование в ином исполнении не производится – только с встроенным компьютером.
Следует упомянуть несколько видов специализированного сверлильного оборудования. Магнитные станки – их используют, когда невозможно или затруднительно выполнить работы на стационарном оборудовании. За счет небольшого веса их вручную переносят до нужного места металлоконструкции, где устанавливают на последнюю в любом пространственном положении. Удерживает сверлильный станок мощное магнитное основание. Этим оборудованием выполняют работы на судах, мостах, пролетных строениях, балках, трубопроводах.
 Магнитный станок
Магнитный станок
Для деревообработки производят специализированные станки: одно- и многошпиндельные горизонтальные и вертикальные, а также с поворотным шпинделем. На этом оборудовании помимо сверления отверстий удаляют сучки, делают гнезда, пазы и так далее.
На мебельных фабриках используют различные типы сверлильно-присадочного оборудования. Эти станки обеспечивают высокое качество и точность получаемых отверстий, гибкость производственного процесса.
Принцип действия
Проводя выбор сверлильного станка, следует учитывать то, какие именно будут выполняться работы. Приспособление вертикальной ориентации подходит для выполнения большинства сверлильных технологических операций.
Принцип действия подобных станков имеет следующие особенности:
- Заготовка крепится на столе. Во время механической обработки от качества крепления заготовки зависит то, насколько точным будет отверстие. Настольный вариант исполнения может быть без устройства для крепления заготовки, фиксация проводится при применении слесарных станков.
- Устройство подключается к источнику энергии. Бытовые варианты исполнения могут работать от сети 220 В, промышленные от напряжения 380 В.
- На станке устанавливается скорость вращения сверла. Она выбирается в зависимости от диаметра установленного сверла, а также типа металла, который будет обрабатываться. Слишком большая скорость может стать причиной перегрева инструмента или заготовки.
- В патроне фиксируется сверло. Кроме этого, может устанавливаться пиноль — подвижная в осевом направлении гильза, применяемая для установки режущего инструмента.
- При подаче напряжения к станку электрический двигатель начинает вращаться, усилие передается через механизм привода на патрон.
- Большая часть моделей сверлильных станков имеют ручной механизм подачи. Режущий инструмент опускается с определенным усилием в заготовку.
Упрощенное описание принципа действия сверлильного станка определяет то, что он применяется в большинстве случаев для обработки корпусных изделий.
Конструктивные особенности оборудования
Об основных технических особенностях вертикально-сверлильного станка 2С132 говорит его маркировка. Цифра 2, стоящая в самом ее начале, указывает на то, что станок относится к оборудованию сверлильной группы, литера С – это модификация станка, по цифрам 132 можно понять, что на станке сверлят отверстия диаметром до 32 мм.

Станок 1С132 — вид сбоку
2С132Л
Несущая колонна этого вертикально-сверлильного станка имеет круглое сечение.
2С132К
Данное устройство оснащено крестовым столом плавающего типа.
2С132Ц
В этом вертикально-сверлильном станке реализованы элементы автоматизированного управления. Осуществляется такое управление за счет предварительной настройки аппарата при помощи специальных кулачков и кнопок.
2С132ПФ2И
Это вертикально-сверлильный станок координатного типа, оснащенный плавающим крестовым столом и управляемый при помощи системы ЧПУ.
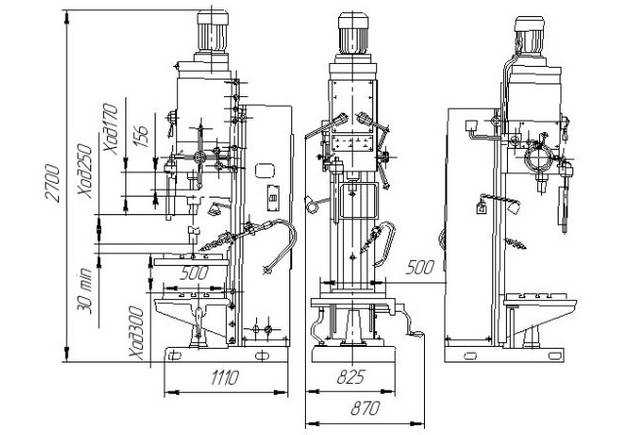
Установочные и присоединительные размеры станка
Рассмотрим устройство станка 2С132.
- Детали корпуса, выполненные из чугуна, обеспечивают конструкции оборудования высокую жесткость.
- Для хранения и подачи смазывающе-охлаждающей жидкости предусмотрен специальный бак, встроенный в основание станка.
- Элементы электрического оснащения компактно располагаются в колонне станка.
- Характеристики рабочего стола позволяют располагать его на любой высоте.
- Кинематическая схема оборудована узлом, позволяющим контролировать глубину выполняемого сверления.
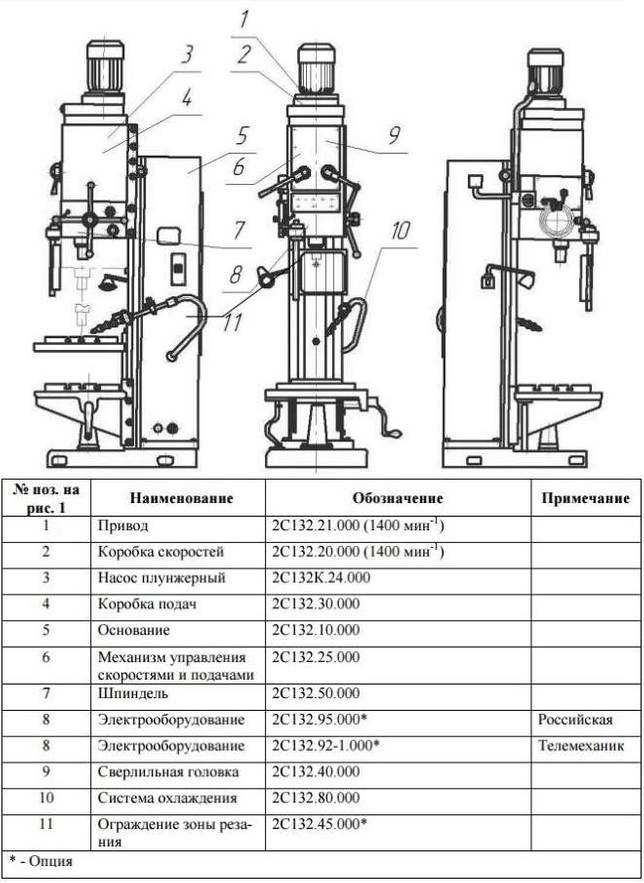
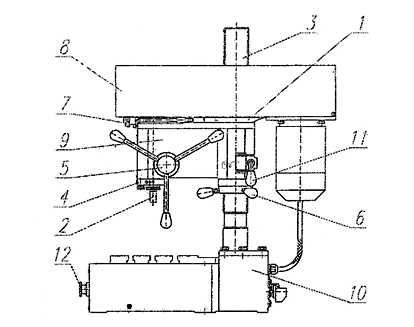
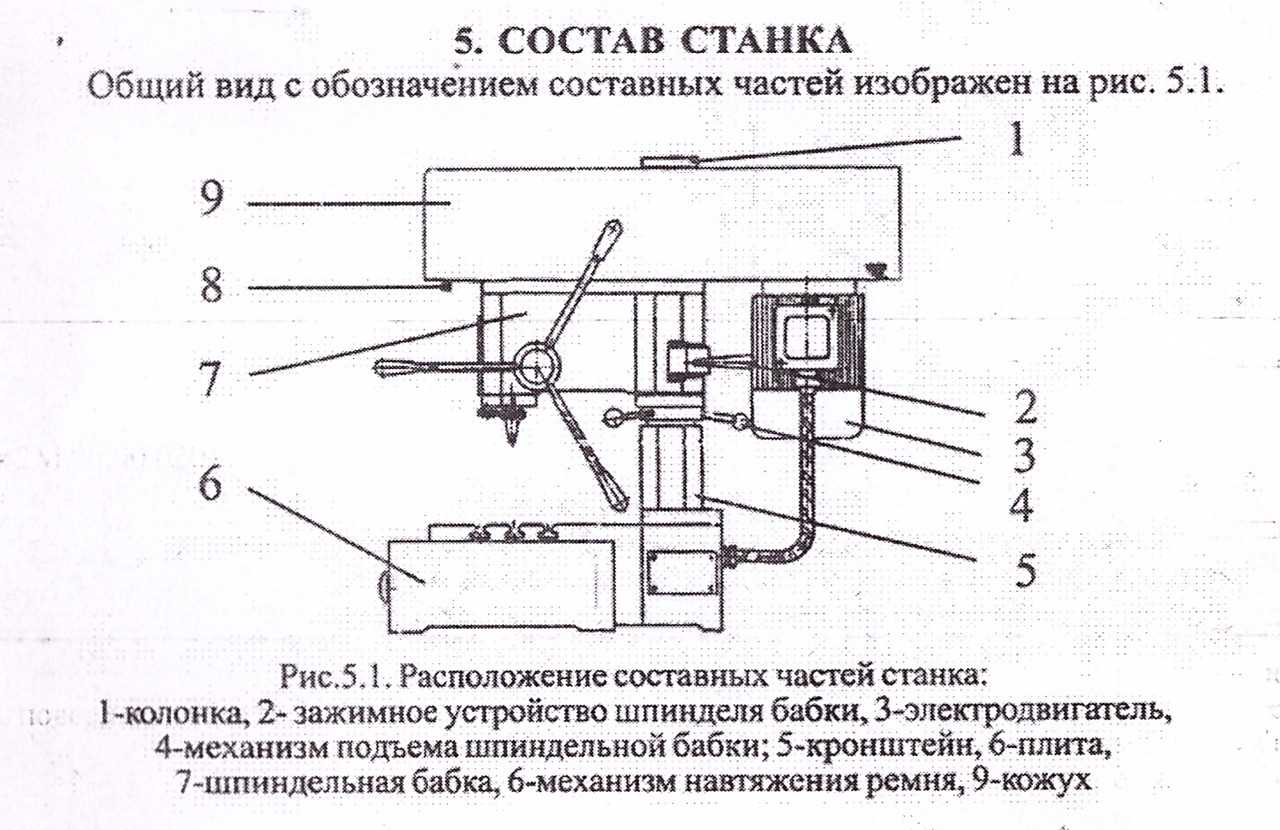
Расположение составных частей станка
Технические характеристики вертикально-сверлильного станка 2С132 определяются его конструкцией, которая состоит из:
- системы, обеспечивающей хранение и подачу охлаждающей жидкости в зону обработки;
- рабочей головки, в которой фиксируется режущий инструмент;
- шпиндельного узла;
- механизма, за счет которого обеспечивается управление рабочими подачами и скоростями вращения шпиндельного узла;
- плиты, служащей основанием оборудования;
- рабочего стола, на котором фиксируется деталь в процессе выполнения обработки;
- коробки подач;
- насоса плунжерного типа;
- коробки, обеспечивающей регулировку скоростей вращения шпиндельного узла;
- главного привода;
- элементов, составляющих электрическую схему.
Параметры шпинделя (1) и подъемного стола (2)
Несущей частью вертикально-сверлильного станка, по направляющим которой перемещаются рабочий стол и сверлильная головка, является колонна. Конструктивно данный элемент представляет собой пустотелую чугунную отливку. Для эффективной фиксации оснастки на поверхности рабочего стола станка имеется три Т-образных паза.



В нижней части колонны станка – на плите-основании – смонтирован электронасос, используемый для подачи СОЖ, а в ее верхней части установлен шкаф, в котором располагается электрооборудование установки.

Электромонтажный щиток станка
Главный электродвигатель вертикально-сверлильного станка 2С132 передает вращение входному валу коробки скоростей, позволяющей регулировать частоту вращения шпиндельного узла. При помощи перемещения подвижных блоков, которыми оснащена такая коробка, шпиндельному узлу может сообщаться от 12 до 15 режимов вращения. Передача крутящего момента происходит при помощи шлицевого соединения, а коробка подач приводится в действие посредством зубчатой передачи.
За перемещение шпиндельного узла в вертикальном направлении отвечает коробка подач, при помощи которой можно регулировать параметры такого движения по 9 ступеням. Вращение передается посредством муфты, а от нее – на червячный механизм коробки подач.
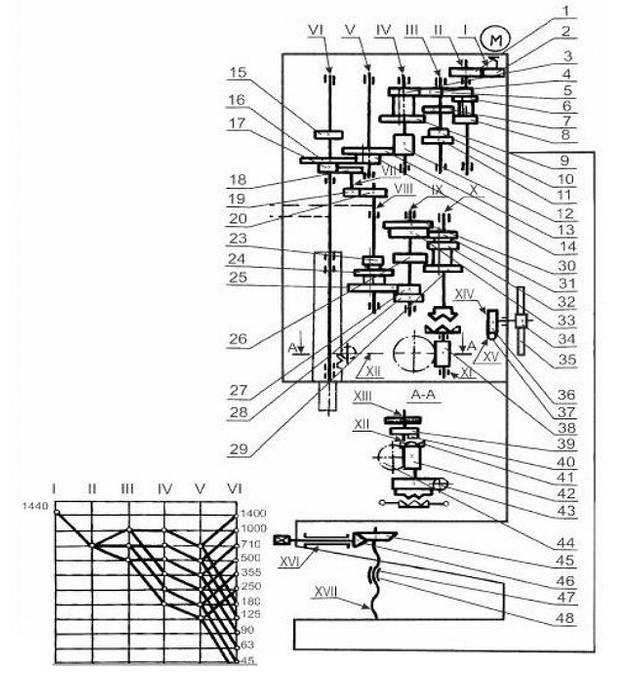
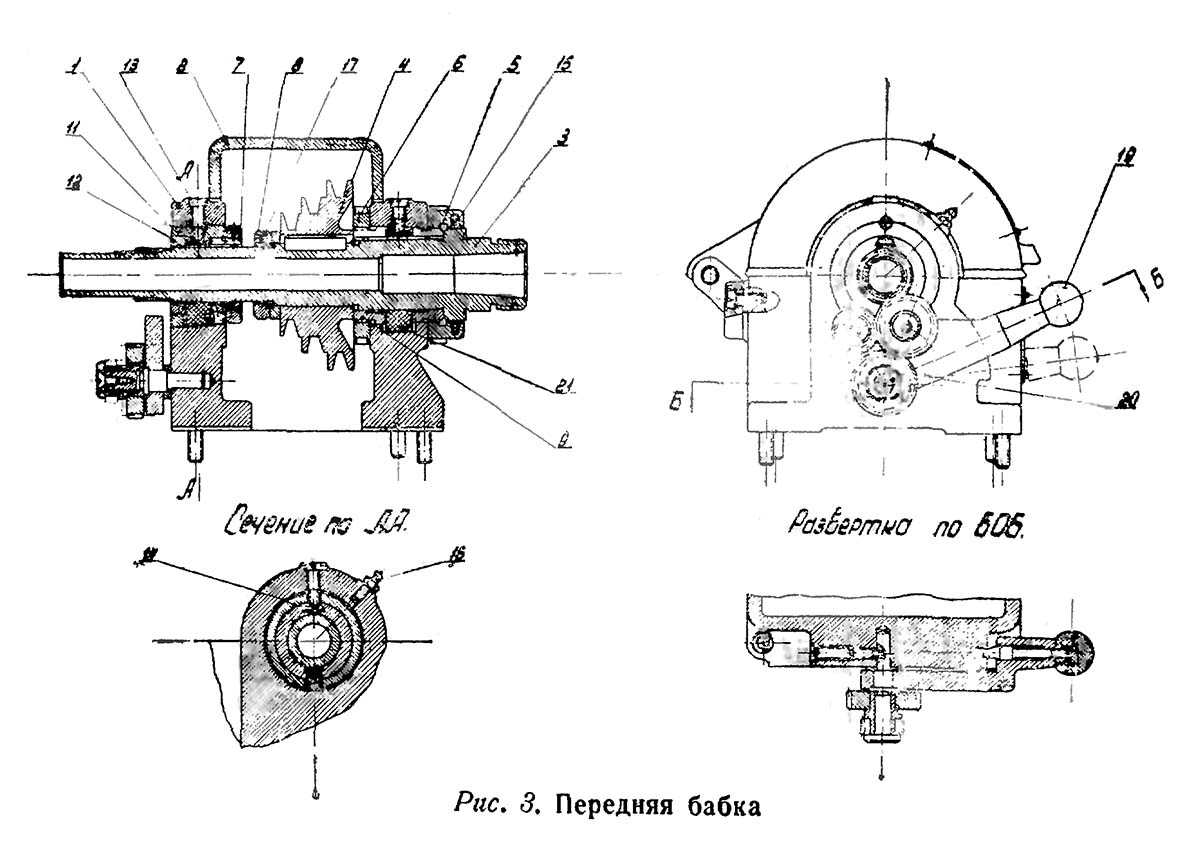
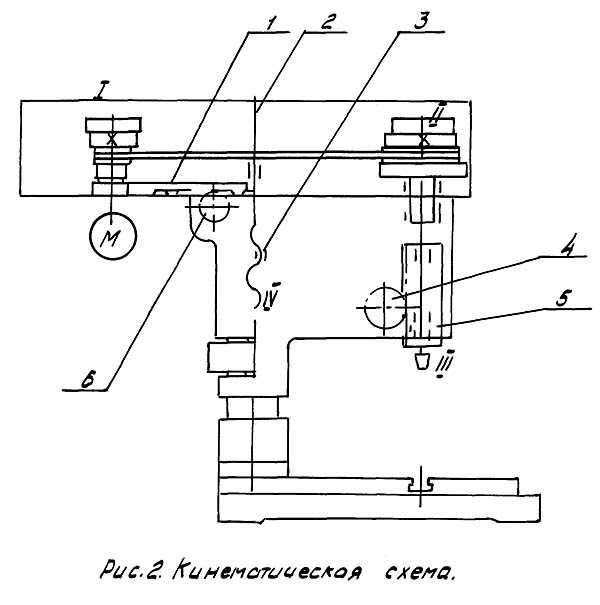
Кинематическая схема станка
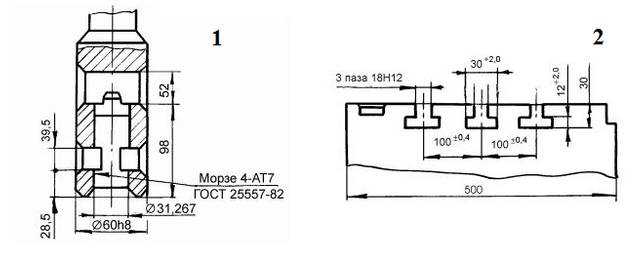
За точное и плавное вращение передней бабки отвечают два подшипника, смонтированные в пиноли оборудования, а за ее вертикальное перемещение – реечная передача. Режущий инструмент устанавливается в шпиндельном узле в специальное посадочное отверстие (конус Морзе), а выбивается из него при помощи при помощи специального приспособления, расположенного на шпиндельной головке. Действует такое приспособление следующим образом: при вращении управляющего штурвала передняя бабка, которая контактирует с обоймой приспособления, поднимается, и происходит выбивка инструмента.
Производственный шпиндель
Производственный шпиндель станка встроен в агрегат перпендикулярно получаемой нагрузке, поэтому без качественных подшипников давление будет для него непосильным. Устройство такого вида не нуждается в смазке, его не нужно чистить, вообще он требует минимум ухода в течение всего срока использования. Купить шпиндель станка производственного типа – значит избавить себя от проблем по уходу за ним и риска того, что устройство не выдержит нагрузку.
Благодаря цанговому зажиму, который присутствует в комплектации шпинделя, прочно и надёжно фиксируется рабочий инструмент. Устройство рассчитано на стандартный зажим инструмента с типовым хвостовиком. Наиболее популярны цанги ER11 и ER16. Они сочетаются с инструментом, имеющим хвостовик 2,5-3 и 3,2-8 мм соответственно. Размер цанги 25 на хвостовик 16 мм используется только для специфических операций по снятию толстых слоёв металла. Кроме того, направляющие не смогут полноценно взаимодействовать с инструментом такого диаметра хвостовика. Поэтому принцип: «больше — лучше» здесь не работает. Поставив такой инструмент, вы получите в итоге деформированные направляющие и сломанный агрегат. Максимально подходящая маркировка цанги ER11.
Устройство сверлильного станка. Кинематическая схема станка.
5 класс
Раздел:
Элементы машиноведения.
Тема урока:
Общее устройство и принцип действия сверлильного станка. Кинематическая схема станка.
Цели:образовательная: систематизировать знания учащихся о технологических машинах на примере сверлильного станка.
воспитательная
: расширить кругозор учащихся.
развивающая
: способствовать развитию умения делать обобщения и выводы.
Тип урока:
Комбинированный.
Методы обучения:
рассказ, демонстрация, практическая работа, инструктаж.
1. Организационный момент.
Приветствие учащихся.
Проверка явки.
Назначение дежурных.
Объявление темы урока
: Общее устройство и принцип действия сверлильного станка. Кинематическая схема станка (ученикам записать дату и тему урока в тетрадь).
Объявление цели урока.
2. Повторение материала изученного на предыдущем занятии (по вопросам).
1.Дайте определение — что такое детали машин?
2.Дайте определение – типовые детали машин?
3.Ребята, расскажите, что такое валы и оси?
3.Объяснение нового материала.
Одной из технологических машин, предназначенных для обработки различных материалов, изменения размеров и формы заготовки, является сверлильный станок. В школьных мастерских широко применяется вертикально-сверлильный станок модели НС-12 для сверления отверстий до 12мм. Сверлильный станок, как и любая технологическая машина, состоит из следующих частей: двигателя, передаточного механизма, рабочего органа, органов управления. Передаточный механизм служит для передачи движения от электродвигателя к рабочему органу, которым является сверло. Оно крепится в патроне, насаженном на вращающийся вал- шпиндель. Вращение от электродвигателя к шпинделю передаётся с помощью ременной передачи, закрытой ограждением. Поворотом рукоятки подачи патрон со сверлом можно поднимать или опускать с помощью реечной передачи. Также рукоятка подачи служит для передачи поступательного движения шпинделю — рабочему органу станка. Вращательное движение он получает от электродвигателя через клиноременную передачу.
На передней панели станка расположены кнопки включения и выключения электродвигателя. Включают станок нажатием на кнопку зелёного цвета, а выключают станок кнопкой красного цвета. К основанию станка неподвижно прикреплён вертикальный винт- колонна. Поворотом рукоятки можно перемещать шпиндельную бабку вниз и вверх вдоль винта- колонны, а рукояткой фиксировать её в необходимом положении. Для контроля глубины глухих отверстий предусмотрена шкала. В зависимости от материала заготовки требуется различная скорость сверления. Для этого устанавливают необходимую частоту вращения шпинделя, перебрасывая ремень ременной передачи на шкивы разных диаметров.
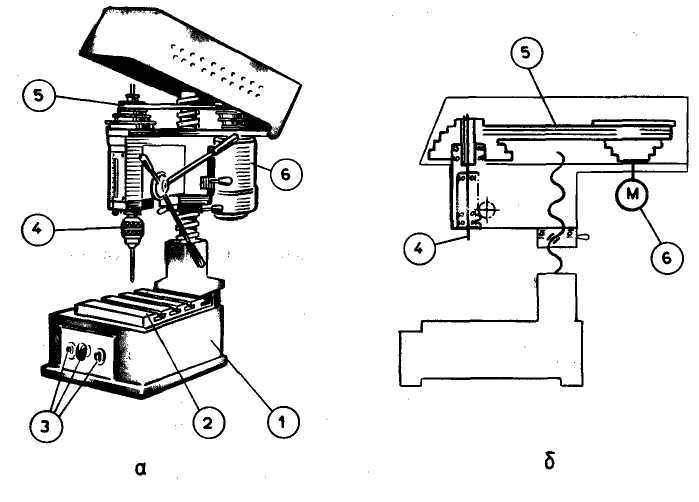 Рис. 1. Сверлильный станок:
Рис. 1. Сверлильный станок:
а — общее устройство; б — кинематическая схема: 1 — плита; 2 — стол; 3 — кнопки пуска и остановки; 4 — патрон; 5 — ремень приводной; 6 — электродвигатель
Станок включают только с разрешения учителя!
Включать станок можно только при закрытом кожухе ременной передачи!
Спросить, понятен ли учащимся новый материал? При положительном ответе – проверить усвоение нового материала, при отрицательном – ответить на вопросы.
4. Проверка усвоения нового материала (по вопросам).



1. Что такое сверлильный станок, и из каких частей он состоит?
2. Какие механизмы передачи движения имеются в сверлильном станке?
3. Найдите на кинематической схеме станка условные обозначения неподвижного и подвижного соединений детали с валом, клиноременной передачи и передачи винт – гайка?
4. Назовите органы управления сверлильным станком. Для чего они предназначены?
5. Практическая работа по художественному выпиливанию.
1. Выполнение работ связанных с этапом изготовления поделок.
2. Напомнить правила техники безопасности при выпиливании из фанеры.
3. Самостоятельная работа учащихся.
6. Подведение итогов занятия.
1. Контроль выполненной работы.
2. Разборка допущенных учащимися ошибок.
3. Оценка выполненной работы.
4. Сдача дежурным инструмента.
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.

Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.

Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.

При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
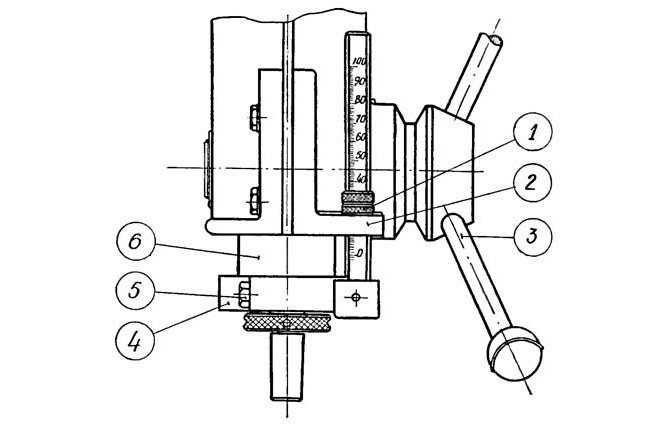
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.

Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
Основные типы сверлильных станков и их обозначение
Главная » Статьи » Профессионально о металлообработке » Сверлильные станки
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек — в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки — в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!



Сверлильные станки предназначены для обработки отверстий в сплошном материале, рассверливания, зенкерования и развертывания уже существующих в заготовке отверстий, нарезания внутренних резьб, вырезания дисков из листового материала и выполнения подобных операций сверлами, зенкерами, развертками, метчиками и другими инструментами.
Основными параметрами станка являются наибольший условный диаметр сверления отверстия (по стали), вылет и максимальный ход шпинделя и т.д.
В зависимости от области применения различают станки универсальные и специальные, предназначенные для обработки конкретных изделий, например, путем их оснащения многошпиндельными сверлильными и резьбонарезными головками и автоматизации цикла работы с помощью электрических, гидравлических и других устройств (механизмов смены инструментов, например револьверных головок; многопозиционных поворотных столов с автоматически действующими зажимными приспособлениями; устройств контроля целости инструмента; других устройств, обеспечивающих надежную работу в условиях автоматизированного производства).
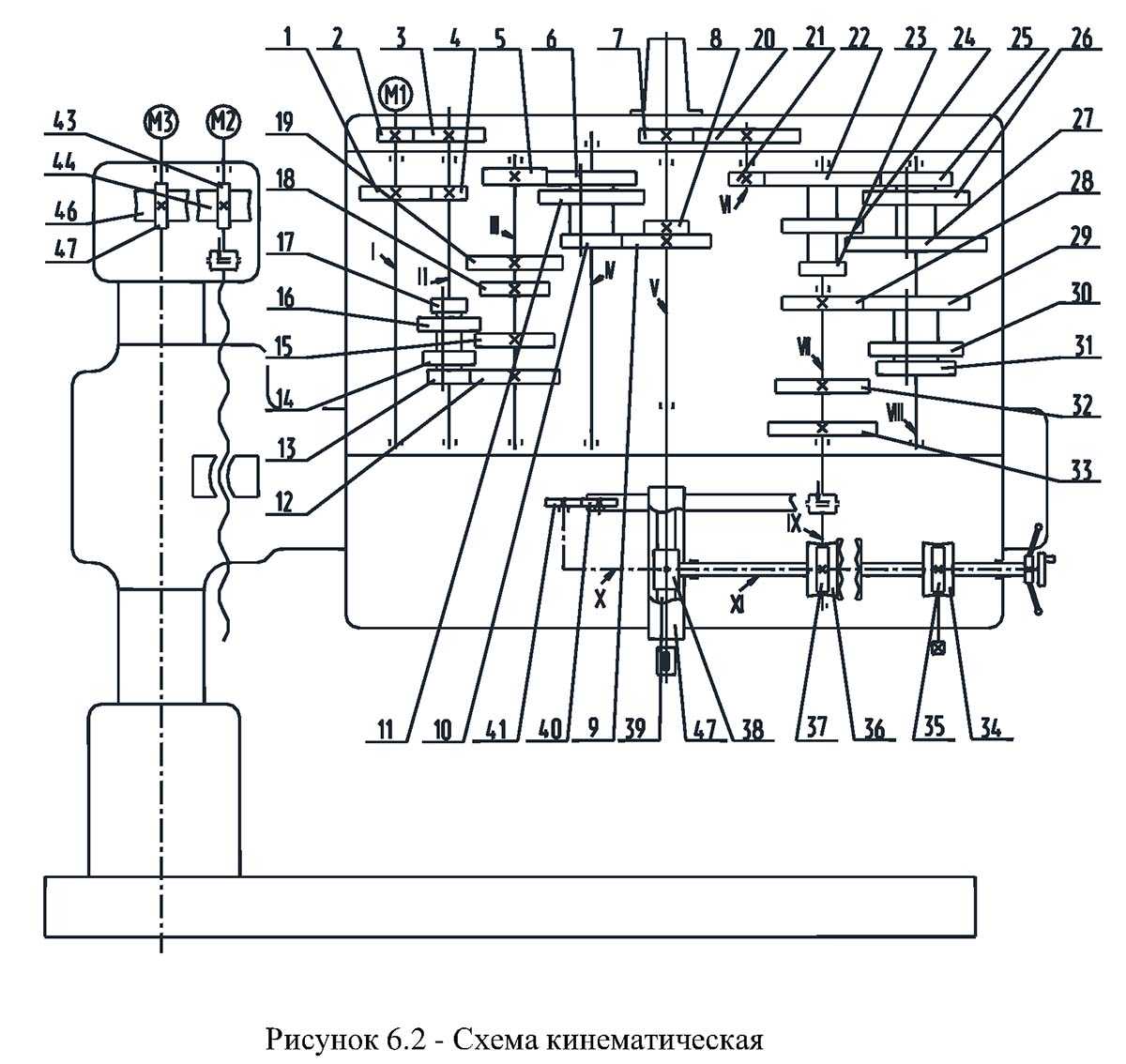
Существуют следующие основные типы универсальных станков: вертикально-сверлильные одно- и многошпиндельные (рис. 6.1); радиально-сверлильные (рис. 6.2); горизонтально-сверлильные для глубокого сверления (рис. 6.3) и горизонтально-центровальные.
Сверлильно-расточные станки делят на типы: вертикально-сверлильные; одношпиндельные полуавтоматы; многошпиндельные полуавтоматы; радиально-сверлильные; горизонтально-сверлильные; разные сверлильные.
Модели станков обозначают буквами и цифрами. Первая цифра обозначает, к какой группе относится станок, вторая — к какому типу, третья и четвертая цифры характеризуют размер станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (улучшена). Если буква стоит в конце, то это означает, что на базе основной модели изготовлен отличный от него станок.
Например, станок модели 2Н118 — вертикально-сверлильный, максимальный диаметр обрабатываемого отверстия 18 мм, улучшен по сравнению со станками моделей 2118 и 2А118. Станок модели 2Н118А также вертикально-сверлильный, диаметр обрабатываемого отверстия 18 мм, но он автоматизирован и предназначен для работы в условиях мелкосерийного и серийного производств.
Кроме станков, изготовляемых серийно, станкостроительные заводы выпускают много специальных станков. Эти станки, как правило, обозначают условными заводскими номерами.
Основные узлы
Независимо от сложности, обусловленной необходимостью решения тех или иных технических задач, каждый самодельный сверлильный станок содержит в своей конструкции следующие основные узлы:
- станина;
- электродвигатель;
- патрон для сверла;
- передаточный механизм;
- органы управления и измерительное оборудование.
Основным конструктивным элементом любого станочного оборудования является станина — массивный конструктивный узел, к которому крепятся все остальные детали. Как правило, в качестве станины используют массивную металлическую или деревянную плиту. Патрон выполняет функцию держателя сверла, которое будет использовано в ходе сверления отверстий различных диаметров.
Электрический двигатель, получающий питание от бытовой сети, предназначен для создания вращающего момента и передачи его патрону через передаточный механизм.
Передаточный механизм позволяет уменьшать или увеличивать скорость вращения патрона при перестановке имеющегося в нем приводного ремня с одной пары шкивов на другую. Шкив для сверлильного станка можно взять от оборудования промышленного изготовления или сделать самостоятельно.
Измерительное оборудование представляет собой линейку, которая закреплена на вертикально движущейся части станка. При этом точка отсчета расположена на неподвижной части, а движущаяся совместно со сверлом вниз линейка указывает глубину высверливания глухого отверстия.